自動淋膠系統在自動化生產線上的應用
2016-08-02 11:27:32邢艷
農業科技與裝備 2016年4期
邢艷
摘要:自動淋膠是一種智能化的涂膠方式,將其應用于自動化生產線,可以提高涂膠工作的效率和智能化水平。介紹自動淋膠生產線的構成布局,闡述自動淋膠系統與集中控制系統的構成與功能,以期為實現制造業智能化提供支持。
關鍵詞:淋膠系統;自動化;智能化;集成系統;應用
中圖分類號:TP273 文獻標識碼:A 文章編號:1674-1161(2016)04-0028-03
隨著德國工業4.0的提出,《中國制造2025》作為實施制造強國戰略的行動綱領,也提出傳統工作模式向智能工廠、智能生產和智能物流轉變的目標。目前,自動涂膠機器人、自動焊接機器人、自動搬運機器人、自動輸送設備等智能產品已在自動化生產線上得到了應用,并取代了單機加工、多人工參與的工作模式。自動涂膠是機械、電氣、軟件等部分在集成控制系統控制下,以系統觀點組合而成的一種新型機械系統。自動淋膠作為自動涂膠的一種工作方式,具有生產節拍快、工藝參數穩定、產品一致性好等優點,適于粘度小、流動性大的膠水使用,并能快速完成大面積涂膠工作。
1 自動淋膠生產線的構成
自動淋膠生產線總體布局如圖1所示。自動淋膠生產線主要由帶上料吸盤的自動上料部分、具有三軸運動機構的自動淋膠系統以及集成控制系統等組成。
2 自動淋膠系統
自動淋膠系統分為自動供膠、自動淋膠、自動清洗和輪廓測量4個單元。
2.1 自動供膠單元
供膠單元(如圖2所示)是指用膠泵模組對膠進行增壓,經管路集中輸送至各用膠工位的供膠系統,其具有操作簡單、管理方便、效率高、安全性好等優點,特別適于多膠種、多工位、大產量連續生產等現代化、規模化作業,現廣泛應用于汽車生產領域。
供膠單元由5個部分組成:1) 泵模組及膠路控制元件。這是集中供膠系統的心臟,主要包括主泵——雙立柱膠泵,流體處理元件——高壓過濾器,以及動力組件——氣源處理組件、空氣調壓器等。2) 高性能動態混合器。美國GRACO產品,混合頭采用松下(Panasonic)高速伺服電機驅動,可根據膠水工藝需求任意調整轉速。3) 輸膠管線。由供膠間泵模組輸出口開始,通過高壓管線送至各工位,再經支管供至膠槍。4) 槍站。由膠路及空氣接口組成,含有各種高壓接頭、高壓閥門、調壓器、過濾器、軟管等。膠槍接至槍站相應的出口上,并根據工藝需要選配不同膠嘴,以滿足擠膠需要。5) 計量系統。通過伺服電機與精密減速機,驅動德國克拉赫(KRACHT)精密齒輪計量泵(A,B膠)。計量泵可根據膠水型號、粘度和膠條截面加以選擇。
2.2 自動淋膠單元
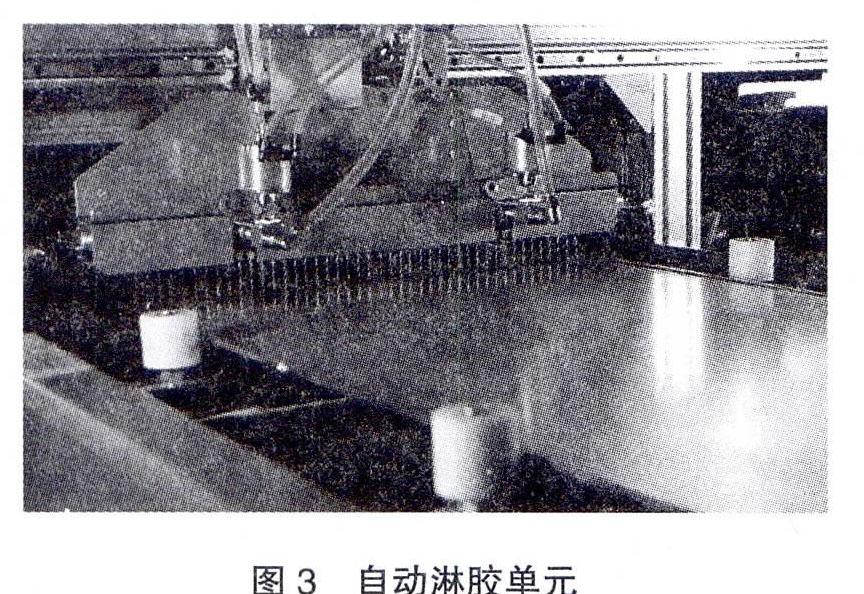
自動淋膠單元(如圖3所示)的淋膠末端機頭隨三軸運動系統移動,采用數控程序控制,一次淋膠面積大。
2.3 自動清洗單元
使用高壓水或專用清洗溶劑,利用清洗循環系統對混料桶至淋膠末端工具進行自動清洗,省時省力。清洗溶劑的型號根據膠水選擇。
2.4 輪廓測量單元
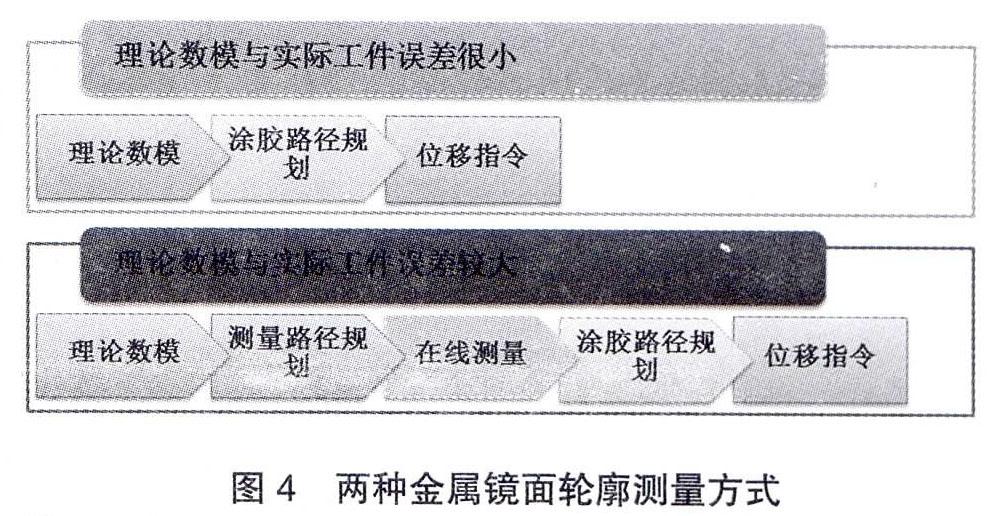
測量傳感器采用高精度鏡面目標物型激光輪廓測量傳感器,測量精度高,適于各種金屬表面的輪廓測量。該傳感器具有以下特點:1) 采用藍色激光,波長更短,精度更高;2) 采用兩種偏振光交替原理,剔除多重反射光;3) 測量范圍為Z軸54.6±7.6 mm,X軸14.0 mm;4) 測量精度為145.0 mm以內0.018 mm;5) 重復精度為X軸5.0 μm,Z軸0.4 μm。根據理論數模與實際工件誤差范圍,有兩種金屬鏡面輪廓測量方式,如圖4所示。
3 集成控制系統
采用西門子工業控制系統。系統響應速度快;運動控制器運算能力強,實時性好,控制精度高;人機界面,操作簡單,有詳細的提示;系統運行穩定,抗干擾能力強;電氣回路簡單,故障率低,可維護性好。
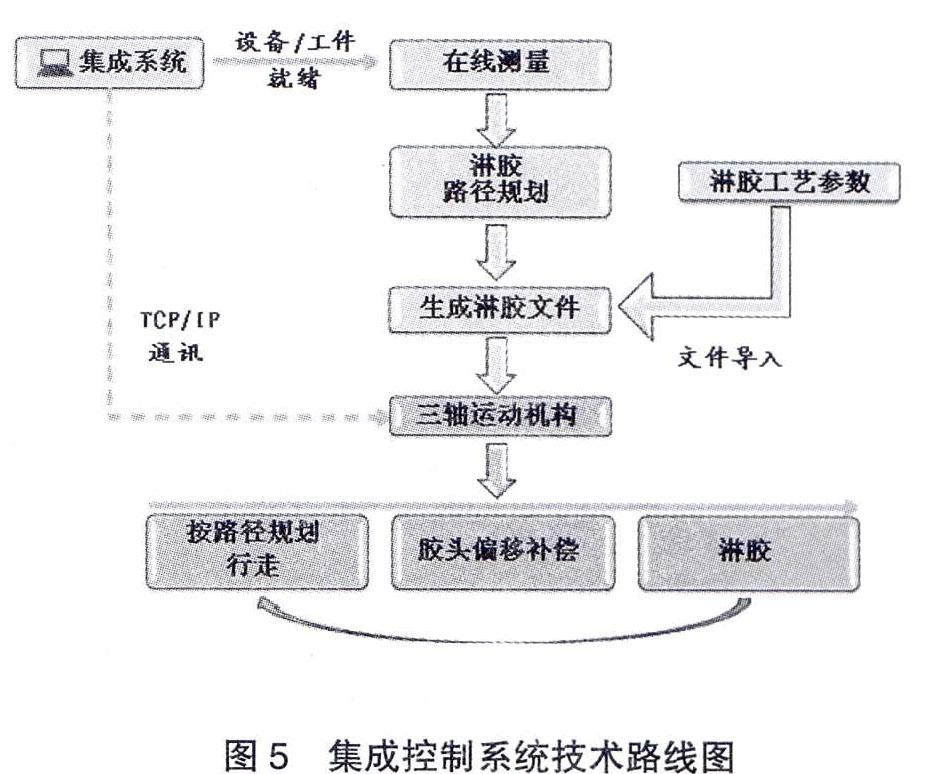
集成控制系統技術路線圖如圖5所示。該系統具有以下功能:1) 集在線測量、淋膠工藝參數于一體,集成化控制;2) 建有淋膠路徑、淋膠參數等數據庫;3) 淋膠過程仿真;4) 提供人機交互界面;5) 報表輸出。
4 結語
智能化是《中國制造2025》提出的重要目標。結合工作實際,采用自動淋膠系統并應用于自動化生產線,可以取代原有的單機加工、多人工參與的工作模式,大大提高作業精度,降低生產成本,改善工作環境,快速完成大面積涂膠工作。
參考文獻
[1] 任玉峰,林巨廣,王淑旺.擋風玻璃機器人涂膠系統智能化技術研究[J].機床與液壓,2009(10):120-122.
[2] 王健強,朱友超,戴洪光,等.機器人柔性涂膠系統研究[J].機電工程,2008(2):5-7.
[3] 馬可,張波.機器人在汽車擋風玻璃自動涂膠系統中的應用[J].華北科技學院學報,2007(1):47-51.
[4] 黃繼偉.機器人車身涂膠系統的應用[J].汽車工藝與材料,2011(2):51-56.
猜你喜歡
軍事文摘(2022年19期)2022-10-18 02:41:14
印刷工業(2020年4期)2020-10-27 02:45:52
中國交通信息化(2017年4期)2017-06-06 07:21:52
中國科技博覽(2016年18期)2016-10-19 07:01:13
中國市場(2016年36期)2016-10-19 03:40:15
科技視界(2016年20期)2016-09-29 14:13:02
科技視界(2016年20期)2016-09-29 13:45:10
科技視界(2016年20期)2016-09-29 12:03:12
科技視界(2016年20期)2016-09-29 11:47:01
科技視界(2016年20期)2016-09-29 11:02:20