基于0°壓力角齒條的漸開線齒形銑削軌跡規(guī)劃方法
2016-08-04 07:40:52杜義賢付君健
王 成 杜義賢,2 付君健
(1. 三峽大學(xué) 機(jī)械與動(dòng)力學(xué)院, 湖北 宜昌 443002; 2. 三峽大學(xué) 水電機(jī)械設(shè)備設(shè)計(jì)與維護(hù)湖北省重點(diǎn)實(shí)驗(yàn)室, 湖北 宜昌 443002; 3. 宜昌長(zhǎng)機(jī)科技有限責(zé)任公司, 湖北 宜昌 443002)
?
基于0°壓力角齒條的漸開線齒形銑削軌跡規(guī)劃方法
王成1杜義賢1,2付君健3
(1. 三峽大學(xué) 機(jī)械與動(dòng)力學(xué)院, 湖北 宜昌443002; 2. 三峽大學(xué) 水電機(jī)械設(shè)備設(shè)計(jì)與維護(hù)湖北省重點(diǎn)實(shí)驗(yàn)室, 湖北 宜昌443002; 3. 宜昌長(zhǎng)機(jī)科技有限責(zé)任公司, 湖北 宜昌443002)
摘要:根據(jù)漸開線齒輪齒條的嚙合原理,以0°和20°壓力角齒條與漸開線圓柱直齒輪嚙合為研究對(duì)象,獲得兩種齒輪齒條嚙合數(shù)學(xué)模型,通過(guò)坐標(biāo)矩陣變換,分別利用棒銑刀和球面銑刀模擬齒條的一個(gè)齒面,將齒條與齒輪在嚙合過(guò)程中的相對(duì)運(yùn)動(dòng)轉(zhuǎn)化為銑削齒輪時(shí)銑刀和齒輪軸的相對(duì)運(yùn)動(dòng).將這種銑刀與齒輪軸的運(yùn)動(dòng)關(guān)系與四軸加工中心的各運(yùn)動(dòng)軸相結(jié)合,獲取兩種不同的齒輪銑削加工軌跡,比較分析得出以0°壓力角齒條與漸開線圓柱齒輪嚙合為研究對(duì)象所獲得的加工軌跡更簡(jiǎn)潔,加工中心各軸的運(yùn)動(dòng)復(fù)雜度更低,是一種更優(yōu)的齒輪齒面銑削軌跡規(guī)劃方法.
關(guān)鍵詞:坐標(biāo)變換;齒輪銑削;軌跡規(guī)劃
齒輪銑削加工,一般是指利用傳統(tǒng)成形銑刀[1-3]來(lái)銑削加工齒輪,成形銑刀因?yàn)槟?shù)特定,只能加工特定模數(shù)的齒輪[4].隨著數(shù)控技術(shù)的高速發(fā)展,加工中心銑削齒輪漸漸納入了齒輪加工范疇,目前加工中心銑削齒輪主要依賴于CAD/CAM技術(shù),需要利用計(jì)算機(jī)三維軟件進(jìn)行齒輪的三維建模[5-6],通過(guò)后處理軟件結(jié)合刀具和機(jī)床等參數(shù)處理齒輪模型[7],然后生成相應(yīng)的數(shù)控加工程序.雖解決了傳統(tǒng)齒輪銑削加工柔性差的問題,但后處理軟件將齒輪齒面默認(rèn)成許多個(gè)曲面,使得加工軌跡非常復(fù)雜,占用太多計(jì)算機(jī)資源,需要研究新的齒輪銑削軌跡規(guī)劃方法,目前主要是基于共軛曲線原理來(lái)研究的[8],但以不同壓力角齒條與齒輪嚙合為研究對(duì)象來(lái)規(guī)劃銑削軌跡的研究較少.
本文依據(jù)齒輪齒條嚙合原理[9],得到嚙合的漸開線包絡(luò)線,并獲取兩種齒輪齒條嚙合數(shù)學(xué)模型,通過(guò)坐標(biāo)變換,利用銑刀模擬齒條一個(gè)齒面的運(yùn)動(dòng),將整個(gè)變換過(guò)程與四軸加工中心的運(yùn)動(dòng)軸相聯(lián)系,得到兩種銑削圓柱直齒輪的加工軌跡,比較分析兩種軌跡規(guī)劃,得出更簡(jiǎn)潔的銑削軌跡規(guī)劃方法.
1漸開線包絡(luò)線的獲取
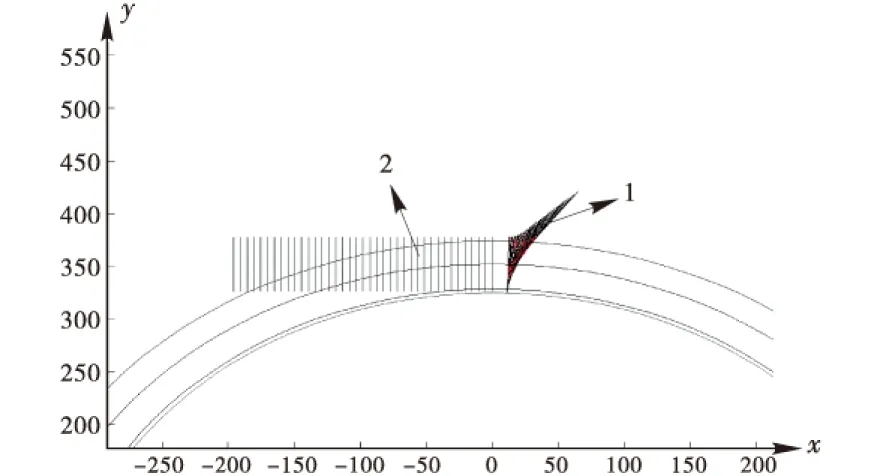
如圖1所示,20°壓力角齒條的平移運(yùn)動(dòng)與之相嚙合的圓柱直齒輪的旋轉(zhuǎn)運(yùn)動(dòng)形成共軛齒條曲線族,利用棒銑刀模擬20°壓力角齒條一個(gè)齒面.
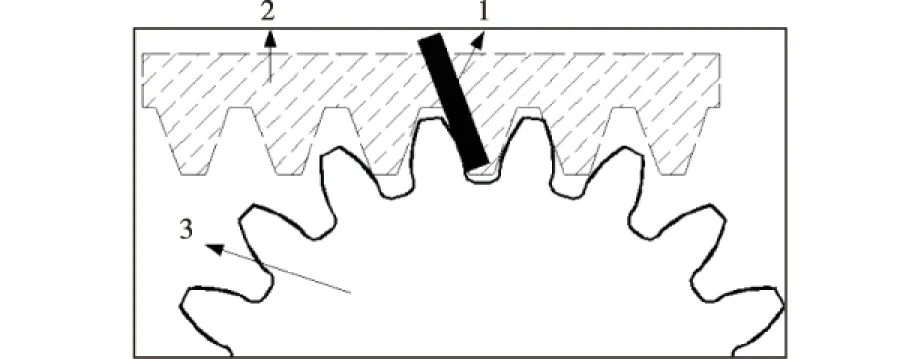
1.棒銑刀;2.20°壓力角齒條;3.齒輪圖1 棒銑刀模擬20°壓力角齒條齒面原理圖
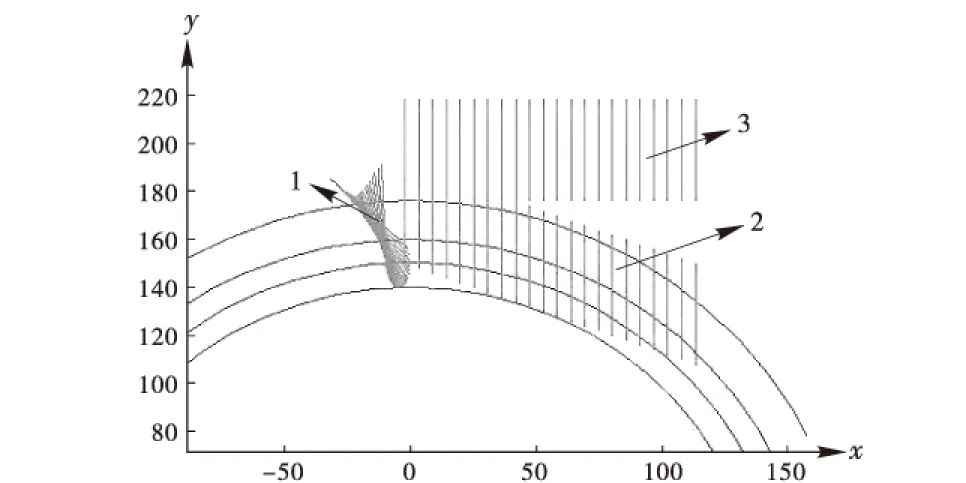
圖2為0°壓力角齒條的平移運(yùn)動(dòng)相對(duì)于與之相嚙合的圓柱直齒輪的旋轉(zhuǎn)運(yùn)動(dòng)形成的共軛齒條曲線族,眾多的共軛曲線族形成了齒輪齒形的漸開線包絡(luò)線,利用球面銑刀來(lái)模擬0°壓力角齒條的一個(gè)齒面.
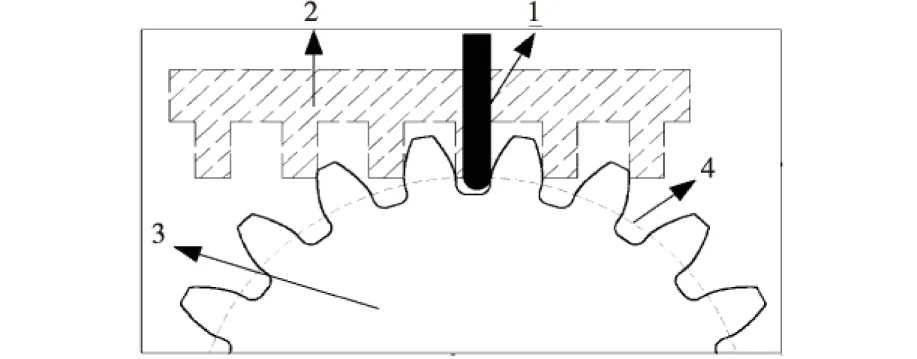
1.球面銑刀;2.0°壓力角齒條;3.齒輪;4.基圓圖2 球面銑刀模擬0°壓力角齒條齒面原理圖
由圖2可看出所選用的0°壓力角齒條與齒輪相嚙合時(shí)齒輪節(jié)圓上的壓力角為0°,節(jié)圓為齒輪的基圓,節(jié)線就是基圓在嚙合節(jié)點(diǎn)的切線,相對(duì)應(yīng)的,0°壓力角齒條在節(jié)線處的齒厚和齒槽寬分別等于相嚙合齒輪節(jié)圓上的齒槽寬和齒厚,此時(shí),0°壓力角齒條的齒厚和齒槽寬形狀均為矩形,球面銑刀的球面與直線刀刃的過(guò)渡位置與基圓相交,同齒條的齒頂位置一致,剛好是漸開線發(fā)生線的起點(diǎn),使得球面銑刀可以模擬0°壓力角齒條的一個(gè)齒面.
為求得齒條與齒輪嚙合時(shí)齒條的包絡(luò)線的數(shù)學(xué)模型,現(xiàn)根據(jù)嚙合原理建立如圖3所示坐標(biāo)系.
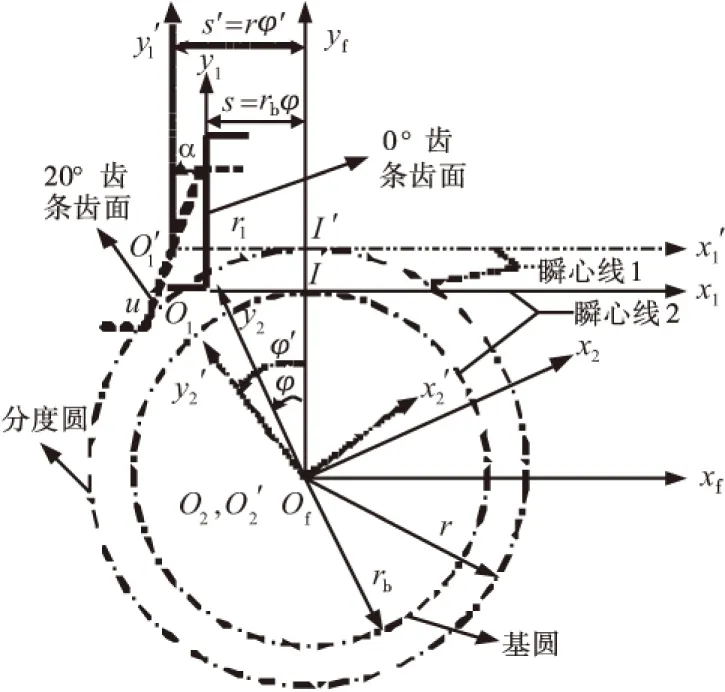
圖3 齒條與齒輪嚙合坐標(biāo)系
O1-x1y1z1為與0°壓力角齒條固結(jié)的坐標(biāo)系S1,O1′-x1′y1′z1′為與20°壓力角齒條固結(jié)的坐標(biāo)系S1′,齒條沿x方向移動(dòng),O2-x2y2z2為與齒輪固結(jié)的旋轉(zhuǎn)坐標(biāo)系S2,繞著O2-z2旋轉(zhuǎn)運(yùn)動(dòng),Of-xfyfzf為機(jī)床固定坐標(biāo)系Sf,O2、O2′、Of重合.φ、φ′為齒輪在坐標(biāo)系S2、S2′中相對(duì)于坐標(biāo)系Sf的旋轉(zhuǎn)角度,為變量,齒條移動(dòng)距離分別為rbφ和rφ′,隨φ、φ′變化而變化.分度圓半徑為r,基圓半徑為rb,由齒輪模數(shù)和齒數(shù)決定.α為20°壓力角齒條在坐標(biāo)系S1中的角度,u為20°壓力角齒條的齒頂高與齒根高之和,嚙合過(guò)程中u值在[-u/2,u/2]之間變化,I′為20°壓力角齒條與齒輪嚙合的瞬時(shí)回轉(zhuǎn)中心.r1為0°壓力角齒條的齒頂高與齒根高之和,嚙合過(guò)程中r1值在[0,r1]之間變化,I為0°壓力角齒條與齒輪嚙合的瞬時(shí)回轉(zhuǎn)中心.現(xiàn)以0°壓力角齒條與齒輪嚙合為例,推導(dǎo)嚙合過(guò)程齒條齒面形成的漸開線包絡(luò)線.
根據(jù)齒輪齒條嚙合方程得到一個(gè)齒面展成旋轉(zhuǎn)角度φ與齒頂圓半徑ra和基圓半徑rb的關(guān)系[9]為
(1)
坐標(biāo)系S1中齒條的運(yùn)動(dòng)軌跡r1的矩陣表示為
(2)
通過(guò)一次旋轉(zhuǎn)變換和移動(dòng)變換,將S1中0°壓力角齒條的運(yùn)動(dòng)軌跡r1在坐標(biāo)系S2中的矩陣表示r2為
(3)
其中,M2f為坐標(biāo)系Sf繞Of-zf軸逆時(shí)針旋轉(zhuǎn)變換到坐標(biāo)系S2的旋轉(zhuǎn)變換矩陣:
(4)
Mf1為坐標(biāo)系S1平移變換到坐標(biāo)系Sf的變換矩陣:
(5)
將式(2)、(4)、(5)帶入式(3)中,得
(6)
以0°壓力角、模數(shù)為16 mm的齒條與模數(shù)為16 mm、齒數(shù)為20的直齒圓柱齒輪嚙合為例,利用Matlab編程,得到如圖4所示的0°壓力角齒條嚙合時(shí)的右齒面軌跡線族,形成了漸開線包絡(luò)線.
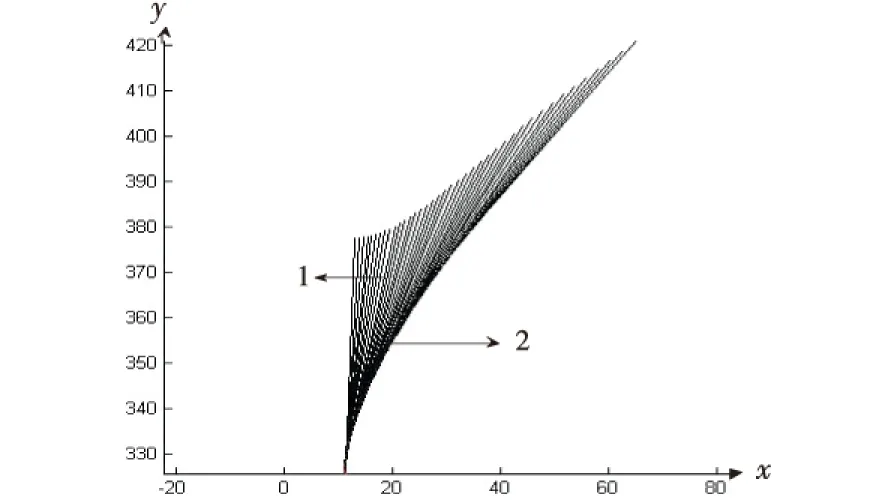
1.0°壓力角齒條共軛曲線族;2.齒面漸開線包絡(luò)圖4 0°壓力角齒條推導(dǎo)出的右齒面包絡(luò)線
同理推導(dǎo)出20°壓力角齒條與齒輪嚙合時(shí)所形成的漸開線包絡(luò)線.帶入相關(guān)齒輪參數(shù),利用Matlab畫出20°壓力角齒條與齒輪嚙合的左齒面包絡(luò)線和0°壓力角齒條與齒輪嚙合的右齒面包絡(luò)線,如圖5所示.
1.20°壓力角齒條共軛曲線族;2.0°壓力角齒條共軛曲線族圖5 齒面包絡(luò)線
從圖5中可看出,20°壓力角與齒輪嚙合過(guò)程形成了齒面的漸開線包絡(luò)線和齒根圓過(guò)渡曲線,而0°壓力角齒條與齒輪嚙合過(guò)程只形成了齒面的漸開線包絡(luò)線,即0°壓力角齒條在與齒輪嚙合時(shí),只要安裝位置正確,只有齒面漸開線部分參與了嚙合過(guò)程,齒根圓過(guò)渡曲線沒有參與嚙合運(yùn)動(dòng).
2加工軌跡規(guī)劃及分析
2.1銑削軌跡規(guī)劃
為了使四軸加工中心能夠使用球面銑刀加工齒輪,需要將第1節(jié)所推導(dǎo)的齒條與齒輪嚙合的漸開線包絡(luò)線的形成過(guò)程與加工中心的各運(yùn)動(dòng)軸的運(yùn)動(dòng)相結(jié)合.根據(jù)第1節(jié)獲取的0°齒條與齒輪嚙合的漸開線包絡(luò)線,進(jìn)行逆向坐標(biāo)變換,將圖4得到的共軛曲線族進(jìn)行逆坐標(biāo)變換得到加工中心各個(gè)運(yùn)動(dòng)軸的銑削齒輪的運(yùn)動(dòng)軌跡I.
首先將右齒面共軛曲線族通過(guò)旋轉(zhuǎn),變換為豎直方向的直線族,得到四軸加工中心主軸(齒輪毛坯)的旋轉(zhuǎn)運(yùn)動(dòng)軌跡.將齒輪固結(jié)坐標(biāo)系S2中的共軛曲線族r2通過(guò)順時(shí)針變換到Sf中表示,S2繞Of-zf軸旋轉(zhuǎn)變換到Sf的變換矩陣Mf2為
(7)
其中,旋轉(zhuǎn)變換角度用φ′來(lái)表示,需要在原變換角度φ的基礎(chǔ)上加上修正角度α′,使得齒條在S1中的軌跡旋轉(zhuǎn)變換為豎直方向,使得銑刀銑削加工時(shí)正對(duì)齒輪,即
(8)
然后,為了使銑削右齒面時(shí)有一個(gè)固定參考點(diǎn),即每次刀具銑削運(yùn)動(dòng)都是相對(duì)于對(duì)刀起點(diǎn)來(lái)運(yùn)動(dòng),需將所有的豎直直線族沿x方向平移變換到與Sf中的y軸重合,即所有直線族平移后重合在一起.
將Sf中所有的豎直直線族變換到S1中表示為重疊在一起的豎直方向直線族,平移變換矩陣M1f:
(9)
式中,a為x方向平移距離,不需要進(jìn)行y方向平移.
(10)
式中,rc為刀具補(bǔ)償半徑,xmax為S1中每條豎直直線x方向分量與零點(diǎn)的距離.
得到S1中重疊在一起的豎直方向直線族r1′表示為
(11)
將式(6)、(7)、(9)代入式(11)得到r1′的矩陣為
(12)
式中:
(13)
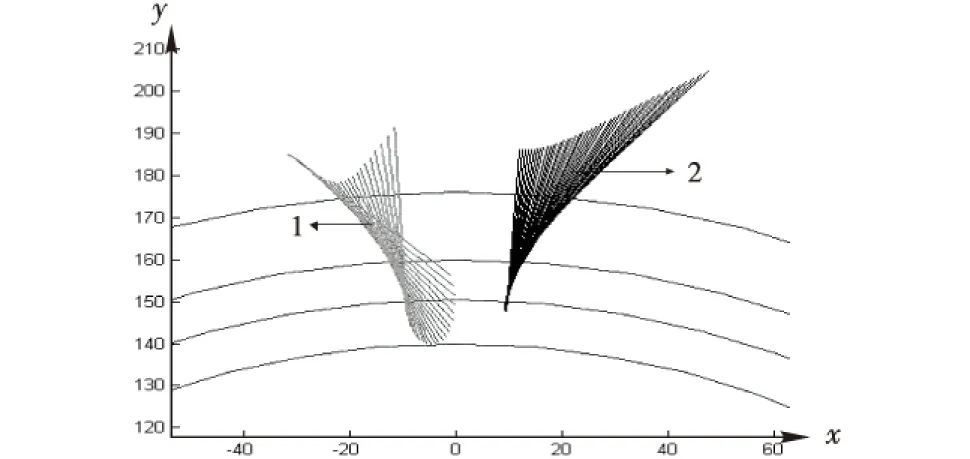
通過(guò)上述推導(dǎo),得到加工中心的銑削軌跡,平移變換代表著加工中心x軸的加工運(yùn)動(dòng)軌跡,旋轉(zhuǎn)變換對(duì)應(yīng)著加工中心A軸的加工運(yùn)動(dòng)軌跡.將上述過(guò)程用圖形展現(xiàn)出來(lái),如圖6所示.
1.共軛曲線族;2.旋轉(zhuǎn)變換后的曲線族圖6 0°壓力角齒條與齒輪嚙合推導(dǎo)的銑削軌跡Ⅰ
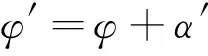
從圖6中可看出,1處的右齒面漸開線包絡(luò)線在經(jīng)過(guò)一次旋轉(zhuǎn)變換后,將所有包絡(luò)線變換為具有同一y軸起點(diǎn)的平行直線族,起點(diǎn)位置為基圓位置,實(shí)際加工時(shí)需要將球面銑刀的半徑補(bǔ)償加入變換中.然后通過(guò)一次平移變換將所有平行直線重合到一起,模擬球面銑刀的一個(gè)齒面.通過(guò)該過(guò)程生成G代碼,就可進(jìn)行齒輪銑削加工.同樣,將20°壓力角齒條與齒輪嚙合的共軛曲線族逆向坐標(biāo)變換后與加工中心各運(yùn)動(dòng)軸相聯(lián)系,得到銑削軌跡Ⅱ,變換過(guò)程如圖7所示.圖6、圖7中的4個(gè)圓從上至下依次為齒頂圓、分度圓、基圓和齒根圓.
1.共軛曲線族;2.旋轉(zhuǎn)變換后的曲線族;3.y方向變換的曲線族圖7 20°壓力角齒條與齒輪嚙合推導(dǎo)的銑削軌跡Ⅱ
2.2銑削軌跡分析
銑削軌跡I指由0°壓力角齒條與齒輪嚙合推導(dǎo)的銑削軌跡,銑削軌跡Ⅱ指由20°壓力角齒條與齒輪嚙合推導(dǎo)的銑削軌跡.比較圖6與圖7,可以看出,銑削軌跡I比銑削軌跡Ⅱ簡(jiǎn)潔.銑削軌跡Ⅱ中經(jīng)過(guò)旋轉(zhuǎn)變換后的曲線族在y軸方向需進(jìn)行一次平移變換才與銑削軌跡I經(jīng)過(guò)旋轉(zhuǎn)變換后的曲線族一致,與銑削軌跡I相比較,加工齒面時(shí)加工中心的y軸每次都有提刀動(dòng)作.銑削軌跡I加工出了齒面漸開線部分,銑削軌跡Ⅱ加工出了漸開線和齒根圓過(guò)渡曲線部分.
銑削軌跡Ⅱ的優(yōu)點(diǎn)是可以一次性利用棒銑刀加工出齒面漸開線包絡(luò)線和齒根圓過(guò)渡曲線;銑削軌跡I的優(yōu)點(diǎn)是利用球面銑刀,在加工齒面漸開線的過(guò)程中,銑刀可以在y軸方向保持同一坐標(biāo),只需要四軸機(jī)床x軸的平移運(yùn)動(dòng)配合機(jī)床A軸(齒輪毛坯)的旋轉(zhuǎn)運(yùn)動(dòng)即可,較銑削軌跡Ⅱ省去了y軸的運(yùn)動(dòng),生成銑削加工軌跡I的程序數(shù)據(jù)量量更小,程序中沒有了y軸的復(fù)合運(yùn)動(dòng),實(shí)際加工對(duì)刀及程序修改時(shí)不宜出錯(cuò).由于銑削軌跡I只是通過(guò)球面銑刀加工出了齒面漸開線部分,過(guò)渡曲線部分需用球面銑刀在加工完齒面漸開線部分之前加工完成.
通過(guò)前述齒面銑削軌跡規(guī)劃,實(shí)現(xiàn)了一個(gè)齒面的加工,由于在幾何上輪齒均勻分布,左右齒面對(duì)稱,同理可加工出剩余的齒面,循環(huán)該動(dòng)作就能將整個(gè)直齒齒輪輪齒銑削加工出來(lái).
3結(jié)論
以0°和20°壓力角的齒條與齒輪嚙合入手,得到兩種直齒齒輪銑削軌跡規(guī)劃方法,比較分析得出,以0°齒條與齒輪嚙合為研究對(duì)象得到的銑削加工軌跡更加簡(jiǎn)潔,數(shù)據(jù)量更小,節(jié)省資源,操作時(shí)不易出錯(cuò),而且由于齒根圓過(guò)渡曲線是通過(guò)球面銑刀直接加工而成的,還可提高齒輪的加工效率.故兩種軌跡規(guī)劃方法中,以0°齒條與齒輪嚙合原理入手更加適合齒輪銑削加工.
參考文獻(xiàn):
[1]賈新杰,鄧效忠,蘇建新.成形法加工螺旋錐齒輪銑削力模型[J].農(nóng)業(yè)機(jī)械學(xué)報(bào),2012,43(12):268-272.
[2]陳斌,黃筱調(diào),洪榮晶,等.高效干試切法盤形齒輪銑刀銑削力的研究[J].機(jī)械設(shè)計(jì)與制造,2010(4):24-26.
[3]閻建慧,田瑾畢,俊青,等.超大模數(shù)齒輪軸齒形的半精加工及指狀銑刀設(shè)計(jì)[J].工具技術(shù),2015,49(10):78-80.
[4]楊德卿,劉俊霞,余英良.大模數(shù)齒輪數(shù)控銑削加工的應(yīng)用研究[J].機(jī)械傳動(dòng),2008,32(2):84-86.
[5]田啟華,李慧,杜義賢.基于Pro/E的齒輪零件特征造型系統(tǒng)開發(fā)[J].三峽大學(xué)學(xué)報(bào):自然科學(xué)版,2010,32(3):61-64.
[6]Mahir Uzun. The Investigation on Manufacturing Time of a New Type Concave-convex Gear by a CNC Milling Machine[J]. Int Adv Manuf Technol, 2015,77:1275-1280.
[7]Wei Sun, Tao Chen, Xu Zhang. A New Method to Calculate Bending Deformation of Involute Helical Gear[J]. U.P.B.SCI.Bull.,Series D, 2011,73(3):17-30.
[8]陳兵奎,高艷娥,梁棟.共軛曲線齒輪齒面的構(gòu)建[J].機(jī)械工程學(xué)報(bào),2014,50(3):18-24.
[9]Litvin F L.齒輪幾何學(xué)與應(yīng)用理論[M].國(guó)楷,葉凌云,等,譯.上海:上海科學(xué)技術(shù)出版社, 2008.
[責(zé)任編輯張莉]
DOI:10.13393/j.cnki.issn.1672-948X.2016.03.019
收稿日期:2016-01-20
基金項(xiàng)目:湖北省杰出青年基金資助項(xiàng)目(No. 2013CFA022);湖北省科技支撐計(jì)劃對(duì)外科技合作資助項(xiàng)目(N0.2015BHE026)
通信作者:杜義賢(1978-),男,副教授,博士,研究方向?yàn)榻Y(jié)構(gòu)優(yōu)化與分析.E-mail:duyixian@aliyun.com
中圖分類號(hào):TG659
文獻(xiàn)標(biāo)識(shí)碼:A
文章編號(hào):1672-948X(2016)03-0086-04
Milling Path Planning Method of Involute Tooth Profile Based on 0 Degree Pressure Angle Rack
Wang Cheng1Du Yixian1,2Fu Junjian3
(1. College of Mechanical & Power Engineering, China Three Gorges Univ., Yichang 443002 China; 2. Hubei Key Laboratory of Hydroelectric Machinery Design & Maintenance, China Three Gorges Univ., Yichang 443002, China; 3. Yichang Changjiang Machine Technology Co., Ltd., Yichang 443002, China)
AbstractAccording to the meshing principle of the involute gear rack, the meshing of rack and spur gear with 0 degree and 20 degree pressure angle is studied, two different mesh models are obtained. According to coordinate matrix transformation, a tooth surface of a gear rack is simulated by a bar milling cutter and a spherical milling cutter, the relative movement of the gear rack and the gear in the meshing process is transformed into the relative motion of the milling cutter and the gear shaft. Combining the movement of the gear shaft with the milling cutter and the motion axes of the four-axis machining center, acquisition of two different gear milling process through comparative analysis, the processing path of gear milling path planning method based on 0 degree pressure angle rack and the involute cylindrical gear meshing is more concise; the motion complexity of each axis of the machining center is lower; the method of gear tooth surface milling path planning is more suitable.
Keywordscoordinate transformation;gear milling;trajectory planning
