新型球墨鑄鐵球化處理方式展望
2016-08-09 00:57:49穆廣錄
大科技 2016年21期
穆廣錄
(河南洛陽中信重工重鑄鐵業 河南洛陽 471000)
新型球墨鑄鐵球化處理方式展望
穆廣錄
(河南洛陽中信重工重鑄鐵業 河南洛陽 471000)
本文分析了國內外現今生產球墨鑄鐵常用的幾種方法以及每種方法的利弊,并提出了解決這些弊端的一種新型的球化處理方法,以現有的科技水平這種球化處理方法方法一定能實現。
球墨鑄鐵;球化方式;展望
前言
如今國內外生產球磨墨鑄鐵的方法有很多,比如沖入法,轉包法,壓力加鎂法,蓋包法,喂線法等多種形式,但每種方法都有其局限性,本文就是通過多年生產實踐提出一個可以解決現行蠕墨鑄鐵生產中各種球化方式的不足,依據現在的科技水平一定能實現。
1 常用球墨鑄鐵的處理方法以及其優點與不足
1.1 沖入法
沖入法是目前國內外使用比較廣泛的方法,其方法就是把球化劑放在包底,上面覆蓋上孕育劑,然后把熔化好的鐵水直接倒入包內使鐵水球化得到球墨鑄鐵。有最大的優點就是操作簡單,幾乎不需要借助其他設備,盡管為了提高球化質量人們想出了許多種不同的沖入方式I比如在包底修筑堤壩等),但是其缺點也還是從根本上無法解決,主要表現鎂的吸收率低,污染嚴重,球化質量受人為因素以及球化劑質量影響較大。因此球化質量波動較大。
1.2 轉包法
轉包法也是比較常用的處理球鐵的方法,其優點就是鎂吸收率相對較高,使用安全,處理過程中鐵,主要表現在鎂吸收率低,污染嚴重,受人為因素和客觀因素影響較大等。轉包法鐵水溫度降低少,其缺點就是在生產過程中較大的鎂光和煙塵,反應室小孔易堵塞且清理困難,也不能連續生產。
1.3 壓力加鎂法
壓力加鎂法就是把金屬鎂通過一定方式加入密閉的鐵液中,壓力加鎂法雖然用純鎂進行球化處理提高了鎂的吸收率,改善了一些工作環境,但是其操作復雜而且嚴格,另外其處理時間較長,鐵水降溫較大。更重要的是處理時安全系數很小,易發生安全事故。
1.4 喂線法
喂線法是近幾十年發展起來新型的的球化處理方法,其原理就是把球化劑以包芯線的形式通過設備把包芯線插入到鐵水中得到球墨鑄鐵,我國喂線法用球化線包芯線中鎂含量比普通沖入法用的球化劑高4~5倍,國外也有用純鎂做包芯線(只能說國情不同,不能照搬)。優點主要體現在:①鎂的吸收率較高;②污染較少(但其除塵設備比較龐大而且一旦管道堵塞很難清理);③球化處理溫度可控,可真正實現高溫出爐,低溫處理(澆注);④鐵水中殘余鎂可控;⑤大大減少了人為因素的影響;⑥也可實現連續生產,還可以最大限度的發揮熔煉設備生產球鐵的潛能。其不足就是:①由于包芯線在運行時理論上是沿著一定方向運動,所以隨著不斷的喂線,這個點上的金屬鎂就會大量聚集,所產生的鎂蒸汽就會使鐵水劇烈沸騰。也白白浪費不少鎂。②包芯線在包內的運動軌跡不確定,因為其在高溫情況下芯線的剛性變弱,在球化時由于鐵水的不斷劇烈翻動,包芯線極易彎曲從而使其在某個高度嚴重偏離中心(其實在空運轉的情況下芯線也不是直線運行),而導致底部鐵水球化不良或未球化。③每次處理鐵水都要求不能出滿,鐵水高度必須有一個合理的余量(一般都比較大)否則在球化處理時鐵水會大量溢出。④對于單線運行的小型球化站,一旦鐵水量確定,其所對應的喂線參數也就隨之確定,沒有可變更的余地。
2 新型球化方法的總體思路
目前的球化處理方式或多或少都存在著不足之處,為了彌補以上球化方法的不足,設想采用把球化劑(以鎂為主)通過一定裝置轉換成類似彈丸形狀,采用可控的某種動力裝置(氣動或電動)將其射入待處理的鐵液中,并且每次射入鐵液表面的位置不能重合,從而避免鎂在同一位置的不斷累積疊加而使鐵液劇烈沸騰所引起的使鎂的浪費最終導致降低鎂的吸收率,也減少了空氣污染,改善生產環境。如果這樣就可以大幅提高球化劑中鎂的含量(目前我國通常采用的包芯中鎂含量僅為30%左右,采用此方法理論上可以使用純鎂做球化劑,根據我國國情在球化劑中還需加入一定量的稀土元素)。我們不妨把這種方法暫時叫做射丸法球化處理方式。其最大特點就是把球化劑以分散、點狀形式加入鐵液中,避免了由于鎂的疊加引起的鐵水劇烈翻騰。同時射丸頻率可無極調速,以適應不同的處理鐵水量。
3 新型球化方法的結構方框圖及各部分思路

圖1
(1)方框圖中球化劑可采用更高含鎂量,其中可根據需要添加其他微量元素,根據我國目前的生鐵狀況不易采用純鎂處理球鐵,孕育劑可采用普通硅鐵或其它復合孕育劑,球化劑和孕育劑均可以做成粉狀或做成包芯線,為了實現設備的統一性,球化劑和孕育劑外形需一致。
(2)轉換環節是指分別將球化劑、孕育劑制成類似于子彈形狀(把包芯線進行分段處理)或其他有利于噴射的形狀。
(3)將轉換好的彈丸一起放入一個容器中。
(4)把混合在一起的彈丸重新一個個有序排列送入發射裝置。需提前根據原鐵水成分計算出球化劑孕育劑的加入量,無需分別加入。
(5)射入裝置負責將拍了好的球化劑、孕育劑通過動力裝置一設定好的參數以某一確定的速度和位置射入鐵水包中。并且可通過調接射入頻率改變球化處理時間,以滿足不同需要。為簡化設備結構,彈丸射入速度以球化劑到達鐵水底部為準,孕育劑采用球化劑的速度即可,通過鐵水翻騰攪拌使鐵水成分均勻一致。
4 參數確定
假設包內鐵液高度為H,射入的球化劑、孕育劑的速度為v,孕育劑,球化劑載體的起爆熔化時間為t,根據牛頓定律有:
V=(H+1/2at2)/t
其中a=F/M;
F=自身重力mg、鐵水的浮力ρgv、鐵水的粘滯力的合力(只要球化劑,孕育劑外形確定,F值就已是確定值);
M可以用球化劑的質量代替,因為我們的目的是讓球化劑到達包底,即便是孕育劑沒有到達包底,通過球化時鐵水的翻動也能使鐵水成分均勻。
此公式中除了v,只要球化劑孕育劑形狀、重量確定,其余的都是已知的或是定值,因而很容易確定v的值。
V值就是發射裝置所要完成的任務之一。
發射裝置所要完成另一任務如圖2所示。
之所以讓球化劑、孕育劑分散開來就是避免球化劑過分集中而引起鐵液的過分沸騰從而導致鎂的大量流失以及造成的環境污染。最理想的射入點就相鄰的兩個射入點距離盡量大或者射入點是隨機的而且能盡量能覆蓋整個鐵水表面。
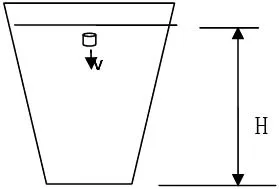
圖2

圖3 球化處理時鐵液表面示意圖
5 預計達到的效果
(1)由于分散加入球化劑,不會發生球化時劇烈的鐵水翻騰,可以大大提高鎂的吸收率,既降低了成本也節約了社會資源。
(2)處理球鐵時可以不受鐵水量和鐵水包形狀的限制,從而降低了生產設備成本。
(3)球化劑和孕育劑在包內幾乎做直線運動,不存在上下鐵水球化不一致的情況。
(4)根據鐵水量的不同可以通過調節球化劑的加入頻率改變球化處理時間。
(5)提高球化劑的含鎂量可以減少球化劑的加入量,從而減少球化處理時產生的浮渣,降低了鑄件夾渣的風險,同時也降低了工人的勞動強度。
(6)由于是點狀分散加入球化劑金屬鎂,安全系數很高。
(7)整個處理過程所需參數較少,操作簡單,可靠性和最終鐵水穩定性也會提高。
(8)也可實現高溫出爐,低溫球化處理,低溫澆注,這對大型球墨鑄鐵件生產有利。
(9)連續球化處理不受影響。
6 結論
射丸法球化裝置一旦實現生產實踐,其效果將比現行的任意一種球化處理方式先進,是一種理想的球化處理方式,生產出的球墨鑄鐵質量高而且穩定性一致性好。可以彌補其他球化處理方式的不足。其設備成本預計與喂線設備持平或略高。在科技發展的今天,此設備一定能實現。
[1]王成鐸,等.常用的球化處理方法.
TG255
A
1004-7344(2016)21-0243-02
2016-7-10
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
兒童故事畫報(2019年5期)2019-05-26 14:26:14
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
設備管理與維修(2015年12期)2015-04-09 06:57:00