滌綸網絡絲生產工藝對其網絡牢度及M率的影響
2016-08-11 08:11:50祝成炎沈惠英潘平平辛東坡
絲綢 2016年4期
雷 新,祝成炎,沈惠英,潘平平,辛東坡
(1.浙江理工大學 “紡織纖維材料與加工技術” 國家地方聯合工程實驗室,杭州 310018; 2.杭州紅劍集團紅山化纖有限公司,杭州 311234)
?
滌綸網絡絲生產工藝對其網絡牢度及M率的影響
雷新1,祝成炎1,沈惠英2,潘平平2,辛東坡2
(1.浙江理工大學 “紡織纖維材料與加工技術” 國家地方聯合工程實驗室,杭州 310018; 2.杭州紅劍集團紅山化纖有限公司,杭州 311234)
摘要:以POY纖維為生產原料,通過調整加彈工藝中的牽伸倍數、變形溫度和網絡氣壓3個參數值,探討了滌綸網絡絲生產工藝對其網絡牢度及M率的影響。試驗結果表明:3個工藝參數對網絡牢度的影響程度為網絡氣壓>牽伸倍數>變形溫度,對M率的影響程度為變形溫度>牽伸倍數>網絡氣壓。利用正交試驗極差分析可得,當牽伸倍數為1.72、變形溫度為205 ℃、網絡氣壓為0.43 MPa時生產滌綸網絡絲,其產品網絡牢度達99.5%,同時M率可達97.5%,網絡牢度高、染色均勻性好,可廣泛應用于高檔窗簾面料的生產。
關鍵詞:滌綸網絡絲;網絡牢度;M率;加彈工藝
近年來,由于生活水平的提高,人們對家居裝飾面料有了更高的要求。僅窗簾面料上看,人們在追求實用、美觀的同時,也追求窗簾面料的多功能性[1-2]。在棉、麻、絲等天然纖維不能滿足功能需求時,滌綸纖維便有了更大的市場[3-5]。經市場調查發現,現有滌綸網絡絲在網絡牢度和染色均勻性上不能滿足一些高檔窗簾布的原料生產,加之現階段從工藝參數對網絡牢度和染色均勻性的研究[6-7]方面具有單一性,尚未發現將兩者進行同時研究的相關報道。因此,為研發網絡牢度高且染色均勻性好的滌綸網絡絲,提高企業產品競爭力,本文以滌綸POY纖維為原料,通過改變加彈工藝中的參數,如牽伸倍數、變形溫度和網絡氣壓等,探究三個加彈工藝對網絡牢度和染色均勻性的影響,以制取網絡牢度高、染色均勻性好且適用于高檔窗簾面料的滌綸網絡絲。
1 試 驗
1.1原料
選取常規的POY纖維為原料制備滌綸網絡絲,其相關物性指標如表1所示。
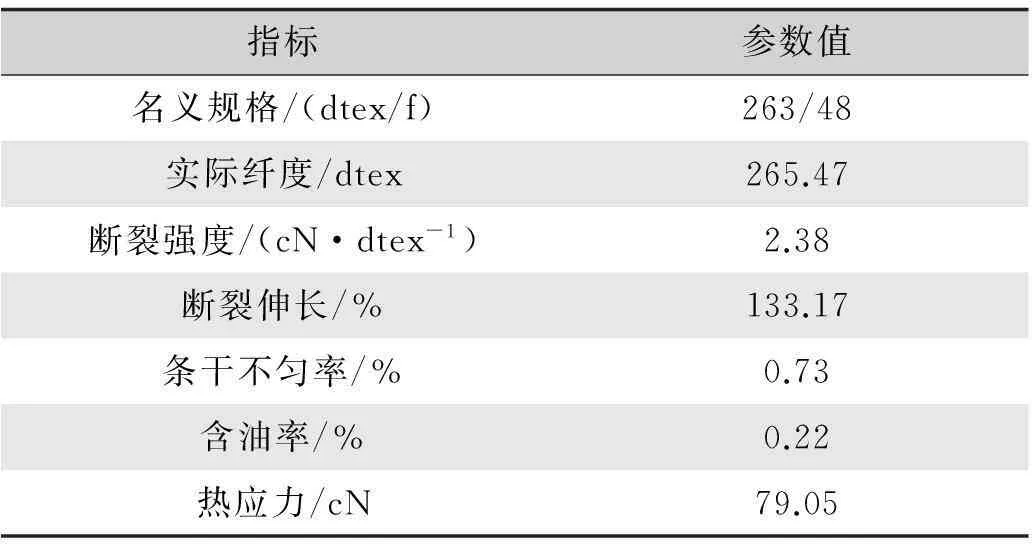
表1 滌綸POY原料的主要物性指標
1.2儀器與設備
日本村田33H加彈機(日本村田公司),YG023B-III全自動單紗強力機(常州紡織儀器廠有限公司),PR45D型數控噴射式試樣染色機(無錫市振榮針紡機械有限公司),附有夾持器的立式量尺、針鉤、秒表。
1.3網絡牢度及M率
參考SN/T 0901—2000《進出口網絡絲網絡度、網絡牢度測定方法》,測定樣品絲的網絡度[8],并根據下式計算網絡牢度。
(1)
式中:B0為施加重力前的網絡度,個/m;B為施加重力后的網絡度,個/m。
M率[9]是每批DTY成品絲中染色未降等的筒子數與該批成品絲總筒子數的比值,反映的是DTY的染色均勻性,是化纖生產中一個重要的質量指標。M率高則染色均勻性好[10],在后續織造加工時織物不易出現色條。M率值計算如下式所示。
(2)
式中:N0為總筒子數;N為染色未降等筒子數。
1.4生產工藝流程
選取滌綸POY為原料,制備規格為167 dtex/48 f的滌綸網絡絲,其工藝流程[11]如圖1所示。
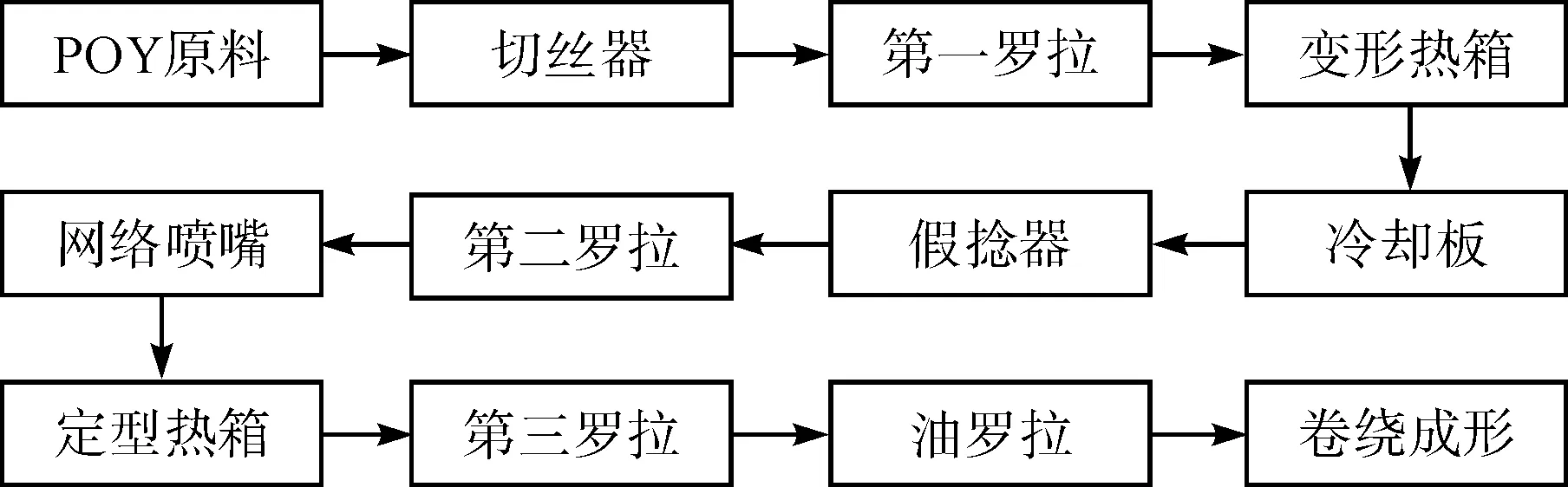
圖1 滌綸DTY網絡絲生產工藝流程Fig.1 The production process of polyester DTY interlaced yarns
1.5生產工藝設計
參考文獻[12-13],采用牽伸倍數、變形溫度和網絡氣壓3個因子,每個因子分3個水平進行正交試驗,選用L9(34)正交表,以網絡牢度和M率為指標對加彈工藝進行優化,因子水平表如表2所示,其他工藝如表3所示。
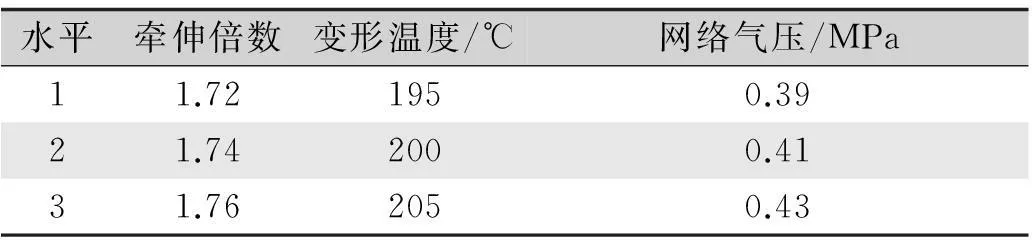
表2 因子水平表
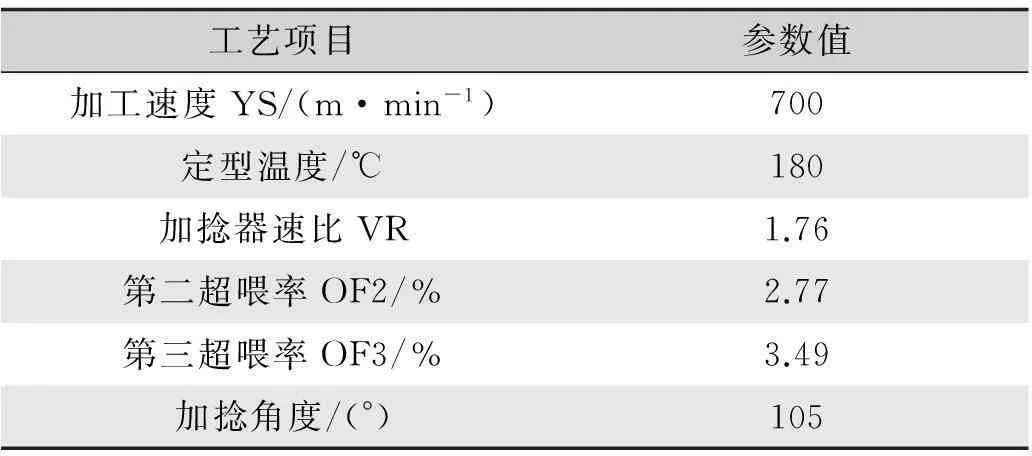
表3 其他主要加彈工藝的參數值
2 結果與分析
2.1正交試驗設計
為探究制備網絡牢度和M率高的滌綸網絡絲的最優工藝,利用正交試驗設計,以牽伸倍數、變形溫度和網絡氣壓為3個因子,每個因子分3水平,進行9組工藝設計,得到9種試樣,并測得其網絡度,計算網絡牢度;將試樣分別進行襪帶試織并染色,得到降等筒子數,計算每種試樣的M率。選用網絡牢度和M率為指標,利用極差分析法,分析3個因子對網絡牢度和M率的影響關系,并探究制備的最優工藝。正交試驗極差分析結果如表4所示。
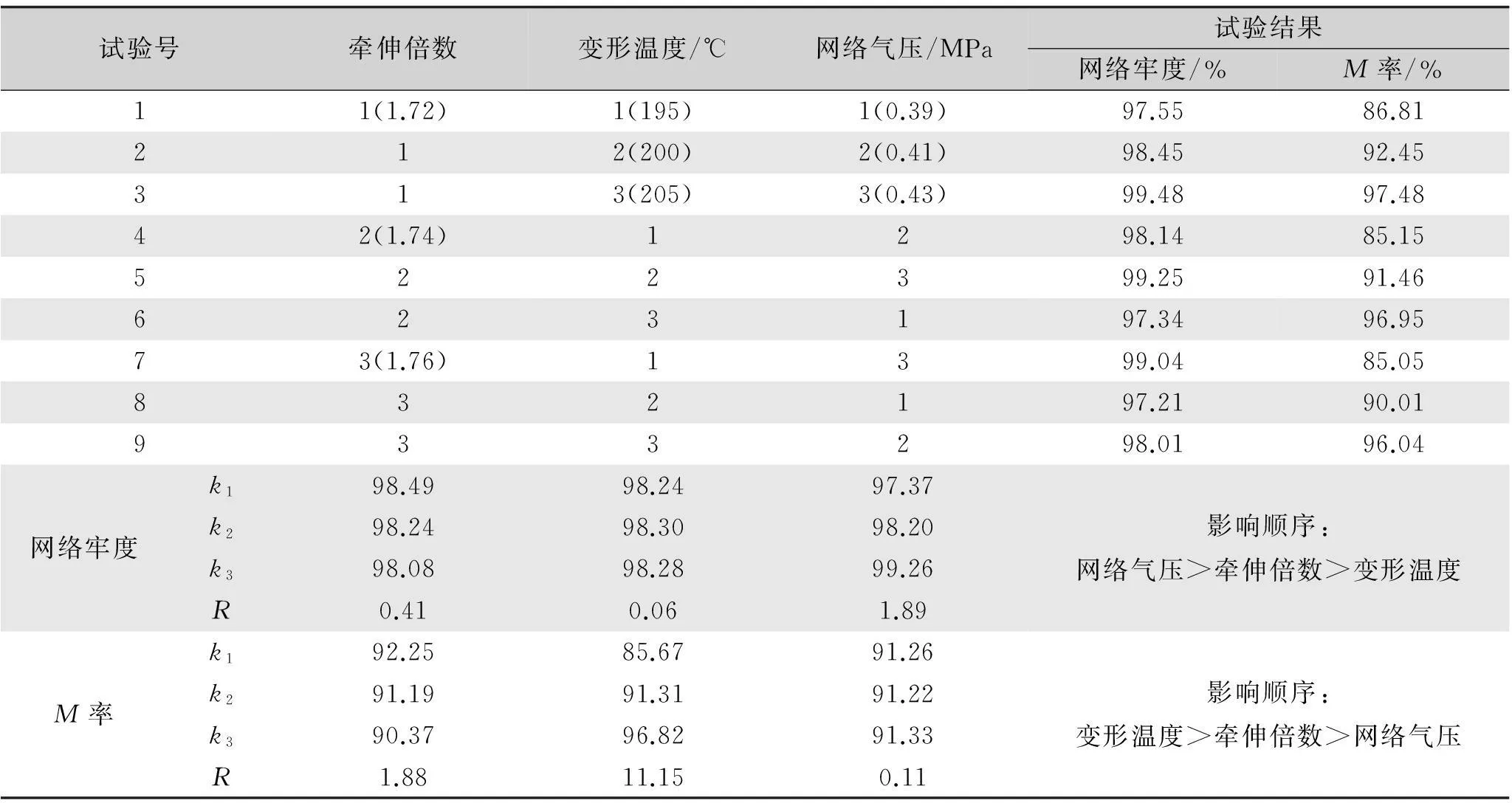
表4 正交試驗極差分析
分析表4可得,從網絡牢度指標判定,3個因子對其影響程度為網絡氣壓>牽伸倍數>變形溫度;從M率指標判定,3個因子對其影響程度為變形溫度>牽伸倍數>網絡氣壓。結合使用原料的特性分析,制備滌綸網絡絲的最優工藝為牽伸倍數1.72,變形溫度205 ℃,網絡氣壓0.43 MPa,此工藝條件生產的滌綸網絡絲,其產品網絡牢度達99.5%,同時M率可達97.5%,網絡牢度高、染色均勻性好。
為了進一步考察牽伸比、變形溫度和網絡氣壓3個因子對網絡牢度和M率影響是否顯著,對正交試驗結果進行了方差分析,結果見表5。各因素對網絡牢度影響的主次順序為網絡氣壓>牽伸比>變形溫度,網絡氣壓對網絡牢度有極顯著影響,牽伸比對網絡牢度有顯著影響,變形溫度無影響;各因素對M率影響的主次順序為變形溫度>牽伸比>網絡氣壓,變形溫度對M率有極顯著影響,而牽伸比和網絡氣壓對M率無影響。
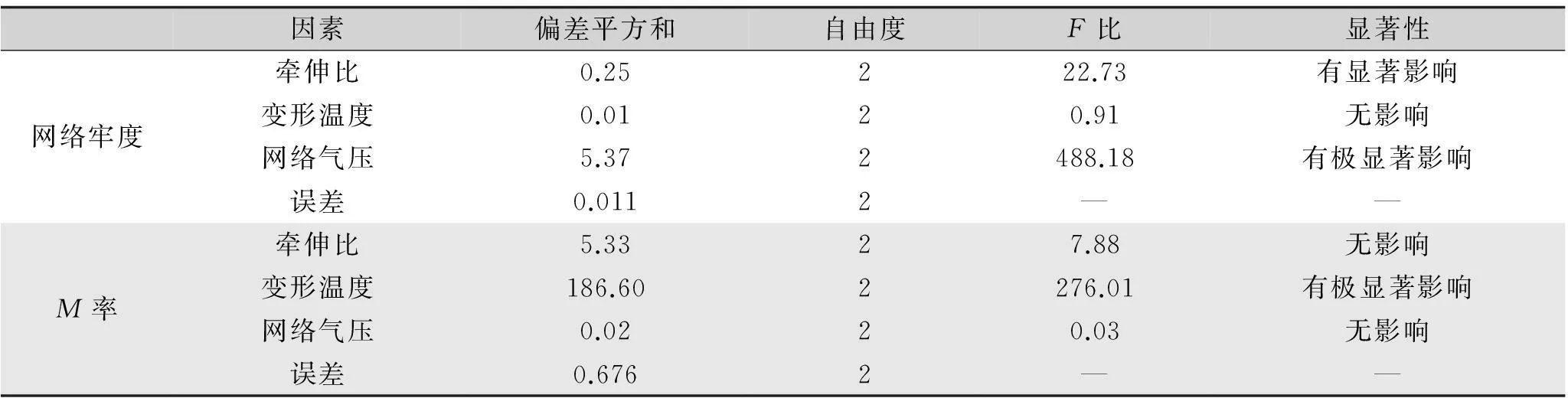
表5 正交試驗方差分析
注:F>F0.01(2,2)=99時有極顯著的影響;F>F0.05(2,2)=19時有顯著影響;F>F0.1(2,2)=9時有影響。
2.2網絡氣壓對網絡牢度的影響
從正交試驗方差分析結果可知,網絡氣壓對滌綸網絡絲的網絡牢度有著極顯著的影響。為進一步分析其與網絡牢度的關系,需找出最優的網絡氣壓。在其他工藝參數不變的前提下,如牽伸倍數1.72、變形溫度205 ℃、定型溫度180 ℃,本文制備了多種不同網絡氣壓下規格為167 dtex/48 f的滌綸網絡絲,并測定其網絡牢度,做出網絡氣壓與網絡牢度的關系圖如圖2所示。
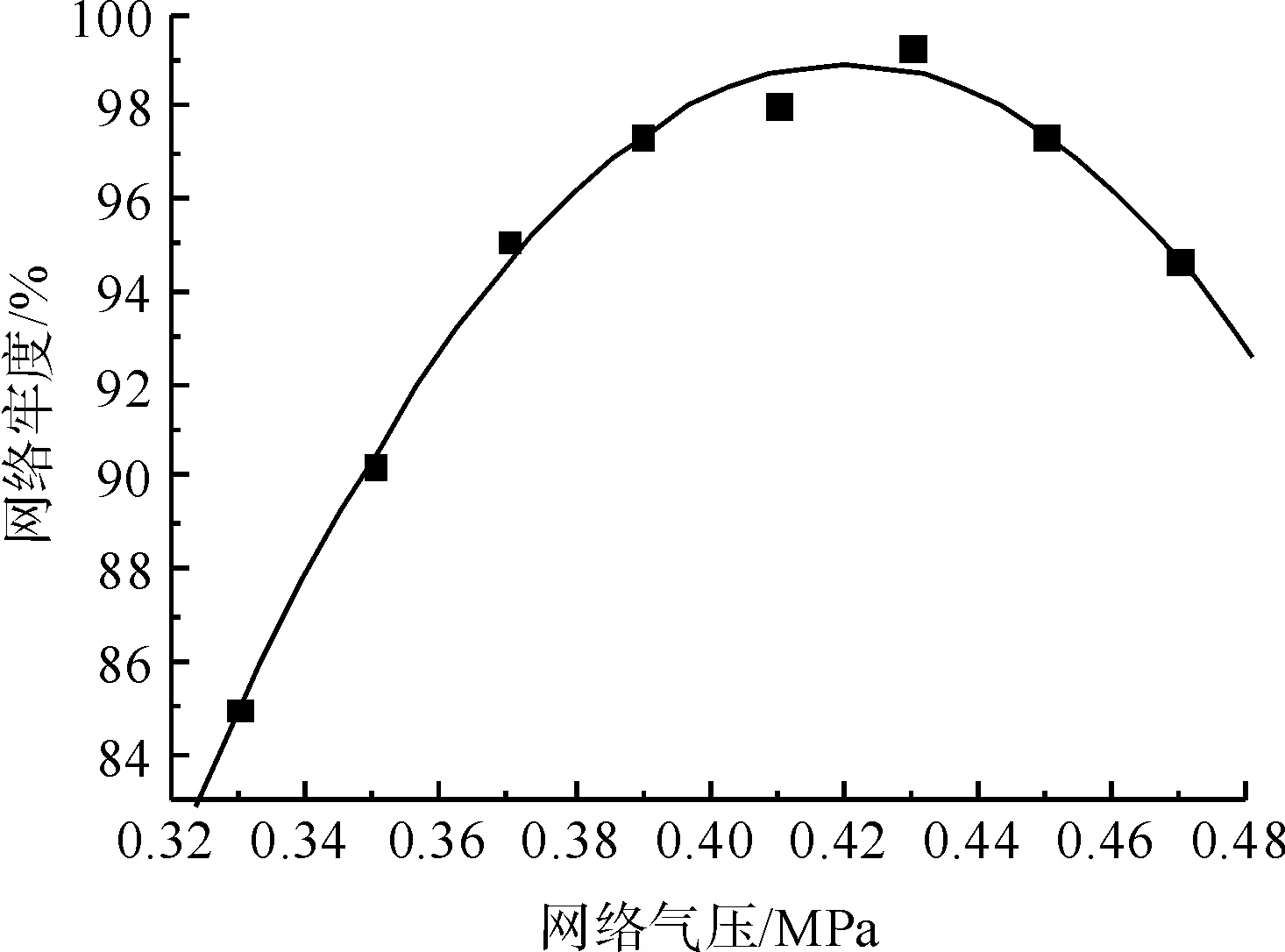
圖2 網絡氣壓與網絡牢度之間的關系Fig.2 The relationship between the interlacing pressure and interlacing intensity
如圖2所示,網絡牢度與網絡氣壓成二次曲線關系。對數據進行二項式擬合得出方程為y=-202.3679+1433.5595x-1705.3571x2,R=0.9932。在其他工藝一定時,隨著網絡氣壓的增大,網絡牢度先增后減。分析認為,隨著網絡氣壓的增大,噴嘴內氣流速度變快、流量增加,對纖維的交錯作用增強,纖維內單纖之間更容易相互纏繞,因此網絡度和網絡牢度增強,且網絡均勻性也得到提高;但隨著網絡氣壓增大到某個定值后,由于氣流作用力過大,使得纖維直接貼在絲道壁上,單纖之間的交錯形成困難,引起網絡度和網絡牢度明顯下降。故結合本產品的原料特性分析,產品的最優網絡氣壓為0.43 MPa。
2.3變形溫度對M率的影響
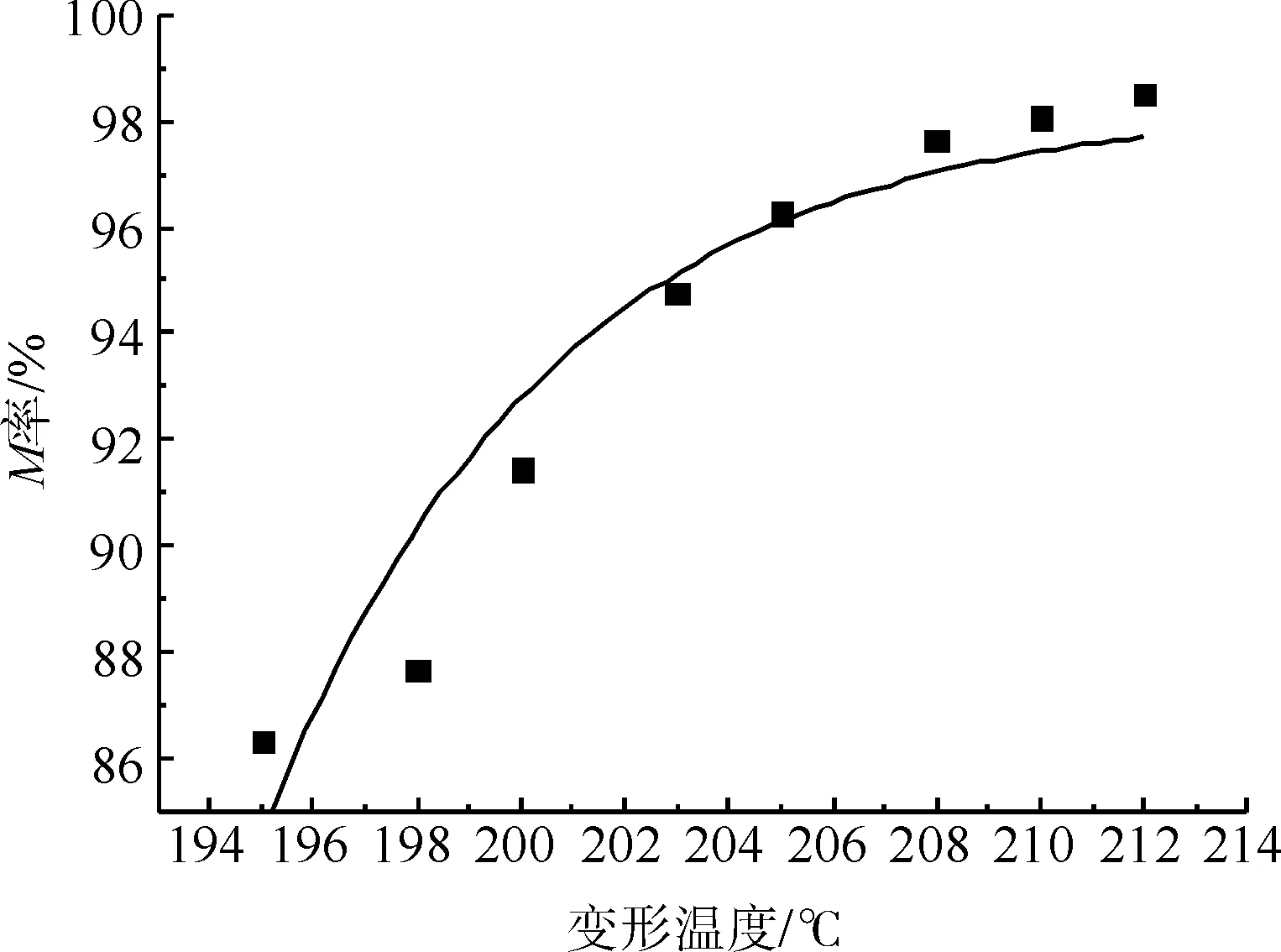
圖3 變形溫度與M率之間的關系Fig.3 The relationship between the deformation temperature and M rate
從正交試驗方差分析結果可知,變形溫度對滌綸網絡絲的M率有極顯著的影響。為進一步分析變形溫度與M率的關系,選擇最合適的變形溫度。在其他工藝參數不變時,如牽伸倍數1.72、網絡氣壓0.43 MPa、定型溫度180 ℃,本文制備了多種不同變形溫度下規格為167 dtex/48 f的滌綸網絡絲,并測定其M率,做出變形溫度與M率的關系圖,如圖3所示(因生產工藝中的定型溫度為180 ℃,變形溫度的合適范圍為190~215 ℃)。
如圖3所示,可知隨著變形溫度的升高,M率上升,當升到208℃時,M率趨于平穩,指數衰減擬合方程為y=98.2864-2.5643e^(-x/5.4387)-2.5643e^(-x/5.4388)。隨著變形溫度的上升,滌綸內部大分子在拉伸過程中的運動加劇,這樣就促使整個拉伸和變形的過程變得更加順利,拉伸變形的效果越穩定,則內部晶區與非晶區的分布越穩定。非晶區的內部大分子鏈的均勻分布,使得降等的滌綸網絡絲減少,M率得到提高。結合本產品原料特性分析,當溫度上升至205 ℃時,雖M率有所上升,但上升程度不大。而且由于溫度過高,產品的毛絲增多,纖維的斷裂強度和斷裂伸長都有下降,耗電量增多,產品成本上升,故綜合分析生產的最優變形溫度為205 ℃。
3 結 論
1)設計牽伸倍數、變形溫度和網絡氣壓3個因子,每個因子分3個水平,利用正交試驗極差和方差分析可知3個因子對網絡牢度的影響程度為網絡氣壓>牽伸倍數>變形溫度,對M率的影響程度為變形溫度>牽伸倍數>網絡氣壓。
2)其他工藝參數一定時,改變變形溫度的大小,制備滌綸網絡絲,測定其M率。分析可得,隨著變形溫度的增大,M率上升,但到某一定值時趨于平穩,兩者成指數函數關系;其他工藝參數一定時,改變網絡氣壓的大小,制備滌綸網絡絲,測定其網絡牢度。綜上,隨著網絡氣壓的增大,網絡牢度先增后減,兩者呈二次函數關系。
3)結合原料特性分析,其他工藝參數一定時,選擇牽伸倍數1.72、變形溫度205 ℃、網絡氣壓0.43 MPa的工藝條件生產滌綸網絡絲,其產品網絡牢度可達99.5%,M率達97.5%,網絡牢度高、染色均勻性好。進一步分析可得,通過改變變形溫度的大小來調控纖維染色均勻性,改變網絡氣壓的大小來調控纖維的網絡牢度。
[1]高營,陳慰來,朱建效,等.多功能針織窗簾織物的制備及性能研究[J].針織工業,2011(2):18-20.
GAO Ying, CHEN Weilai, ZHU Jianxiao, et al.Development and property study of the multi-functional knitted curtain fabrics[J].Knitting Industries,2011(2):18-20.
[2]俞波.滌綸工業絲及其簾子布市場現狀與發展[J].合成技術及應用,2006,21(2):23-27.
YU Bo.Present situation and development of PET industrial yarn and PET tire cord fabric[J].Synthetic Technology and Application,2006,21(2):23-27.
[3]端小平,李德利,張凌清.滌綸POY/FDY異收縮混纖絲技術進展及市場展望[J].紡織導報,2013(1):61-62.
DUAN Xiaoping, LI Deli, ZHANG Lingqing.Technological development and market prospects of PET ITY[J].China Textile Leader,2013(1):61-62.
[4]裘大洪.淺析聚酯長絲生產裝備現狀及其發展趨勢[J].合成纖維,2012,48(8):1-5.
QIU Dahong.Fearures and development trend of polyester filament equipment[J].Synthetic Fiber in China,2012,48(8):1-5.
[5]張有定.我國滌綸市場現狀與發展趨勢[J].合成纖維,2013,42(11):1-4.
ZHANG Youding.China’s polyester market situation and development trend[J].Synthetic Fiber in China,2013,42(11):1-4.
[6]高旭波.影響滌綸FDY長絲網絡度的因素探討[J].合成技術及應用,2012,27(4):41-43.
GAO Xubo.Discuss on the factors of FDY interlace density[J].Synthesis Technology & Application,2012,27(4):41-43.
[7]諶建國,簡曙.滌綸DTY結晶行為對其染色性能的影響[J].合成纖維工業,2012,35(2):61-63.
CHEN Jiangguo, JIAN Shu.Effect of crystallization on dyeing behavior of polyester DTY[J].China Synthetic Fiber Industry,2012,35(2):61-63.
[8]張葉興,陳浩秋,高國洪,等.合成纖維長絲網絡度測試方法比較分析[J].中國纖檢,2010(15):54-57.
ZHANG Yexing, CHEN Haoqiu, GAO Guohong, et al.Comparative analysis about testing method of synthetic filament network degree[J].China Fiber Inspection,2010(15):54-57.
[9]夏修成.淺述提高滌綸DTY染色M率的原因[J].金山油化纖,1993(4):26-28.
XIA Xiucheng.The analysis of how to improve the M rate of polyester DTY[J].Petrochemical Technology in Jinshan,1993(4):26-28.
[10]王鐵軍,張逢書,高寶寧,等.提高166.6 dtex/35 f滌綸FDY染色均勻性的紡絲工藝探討[J].現代紡織技術,2014,22(4):6-8,12.
WANG Tiejun, ZHANG Fengshu, GAO Baoning, et al.Discussion on spinning technology improving dyeing uniformity for 166.6 dtex/35 f PET FDY[J].Advanced Textile Technology,2014,22(4):6-8,12.
[11]郭橋生,吳夢芳,裴付宇.新型節能聚酯纖維DTY生產工藝研究[J].絲綢,2015,52(9):11-15.
GUO Qiaosheng, WU Mengfang, PEI Fuyu.Research on production process of new energy-saving polyester DTY[J].Journal of Silk,2015,52(9):11-15.
[12]雷新,祝成炎,沈惠英,等.低沸水收縮率滌綸DTY網絡絲的制備與工藝探討[J].現代紡織技術,2015,23(4):5-8.
LEI Xin, ZHU Chengyan, SHEN Huiying, et al.Discussions on preparation and process of polyester DTY interlaced yarn in low boiling water shrinkage[J].Advanced Textile Technology,2015,23(4):5-8.
[13]王海峰,吳娟.正交試驗設計在DTY工藝參數選擇中的應用[J].化纖與紡織技術,2014,43(3):8-11.
WANG Haifeng, WU Juan.Application of orthogonal experiment design in DTY process parameters[J].Chemical Fiber & Textile Technology,2014,43(3):8-11.
DOI:10.3969/j.issn.1001-7003.2016.04.002
收稿日期:2015-09-15; 修回日期:2016-03-10
基金項目:教育部高等學校博士學科點專項科研基金(111129A4C13001)。
作者簡介:雷新(1990—)男,碩士研究生,研究方向為化學纖維開發應用及其織物產品設計。通信作者:祝成炎,教授,chengyanzhu@126.com。
中圖分類號:TQ342.21
文獻標志碼:A
文章編號:1001-7003(2016)04-0008-05引用頁碼:041102
Study on impact of polyester interlaced yarn production process on its interlacing intensity and M rate
LEI Xin1, ZHU Chengyan1, SHEN Huiying2, PAN Pingping2, XIN Dongpo2
(1.National and Local Engineering Lab for Textile Fiber Materials and Processing Technology, Zhejiang Sci-Tech University, Hangzhou 310018, China; 2.Hangzhou Hongjian Group Hongshan Ploymer Co., Ltd., Hangzhou 311234, China)
Abstract:In this paper, POY fiber is used as raw material to research the impact of the polyester interlaced yarn production process on its interlacing intensity and M rate through adjusting the parameters of draft ratio, deformation temperature and interlacing pressure in the draw texturing process.The experimental results shows that impact of these three parameters on interlacing intensity are in the following order:interlacing pressure>draft ratio>deformation temperature; impact on M rate are in the following order:deformation temperature>draft ratio>interlacing pressure.In analysis of orthogonal experiment range, when the draft ratio is 1.72, the deformation temperature is 205 ℃,and interlacing pressure is 0.43 MPa, the interlacing intensity of polyester interlaced yarn can reach 99.5%, and its M rate can reach 97.5%.This kind of polyester interlaced yarns has high interlacing intensity and uniform and even dyeing.It can be widely used in high-grade curtain fabric production.
Key words:polyester interlaced yarn; interlacing intensity; M rate; draw texturing process