不銹鋼筒形件充液拉深的壁厚影響因素分析
2016-08-15 09:22:48邰阿媛
安徽冶金科技職業學院學報 2016年1期
邰阿媛
(安徽冶金科技職業學院 安徽馬鞍山 243041)
?
不銹鋼筒形件充液拉深的壁厚影響因素分析
邰阿媛
(安徽冶金科技職業學院安徽馬鞍山243041)
摘要:將溫充液拉深和拉深孔技術相結合,采用數值模擬方法對不銹鋼成形過程模擬,分析了液池溢流壓力與預脹初始壓力等工藝條件對成型筒形件壁厚的影響規律,得到了筒形件溫充液拉深的優化工藝參數。
關鍵詞:充液拉深;溢流壓力;預脹加載;壁厚;數值模擬
將具有一定壓力的液體替代剛性的凹模以傳遞載荷,在此作用下,板料緊貼凸模實現金屬板材的塑性成形即為充液拉深技術[1]-[3]。相較于傳統拉深,充液拉深具有有效抑制破裂、克服拉延不足、獲得較高尺寸精度和提高成形極限等優點[4]-[6]。但僅靠增加液池壓力來提高低塑性、大高徑比材料零部件的成形極限是很有限的,所以為了進一步提高成形極限,國內外學者深入研究充液拉深技術,提出了很多改進方法。采用將液壓成形與板料溫熱成形技術結合的方式,提出板料溫充液拉深技術,將材料的溫熱性能與充液拉深的技術的優勢相結合,能更好的提高板料成形性能[7]-[9]。
有的學者對液池壓力及壓邊力做了優化,提出了變壓邊力充液拉深技術,其目的都是為了進一步發揮材料成形潛力,提高極限拉深比。由于整體壓邊力滿足不了實際生產要求,有的學者著手對變壓邊力技術的研究,發展出多點位控制壓邊技術[10]-[12]。但是對多點位控制壓邊技術的研究是在多功用控制壓力機上進行的,需十幾個輔助油缸專門作壓邊用,價格非常昂貴,并且壓邊過程的工作狀態不夠穩定。李贊提出了拉深孔工藝,采用在凹模和壓扁圈上加工拉深孔的簡單工藝措施來進一步降低壓邊阻力,取得了進一步提高板料成形性能的效果[13]。
本文將板料溫充液拉深和拉深孔技術相結合,研究0Cr18Ni9不銹鋼板料筒形件拉深過程,探討0Cr18Ni9不銹鋼板料在充液拉深成形過程中液池溢流壓力和初始壓力等工藝參數對筒形件側壁厚度的影響。
1 數值模擬分析模型的建立
帶有拉深孔的板料溫熱充液拉深模具,在壓邊圈和凹模上加工盲孔,其小且淺且按一定規律分布,圓孔的直徑為2.5mm,深度在2.0mm-5.0mm之間,孔的頂端與凹模臺面的圓弧過渡,其半徑為0.5mm,孔的中心線距離均大于5mm,且均勻錯開,上下2個孔的中心不應位于同一經線上[9]、[14]。在有限元模型中由于軟件的限制,在壓邊圈、凹模的模型面上切去若干的矩形網格以近似地模擬拉深孔。建立的有限元模型如圖 1所示。對筒形件的拉深成型過程具有對稱性,因此,模擬時可以選取模型的1/4,將模具設置為剛性體,相關參數見表1。凸模和板料間的摩擦條件選用剪切摩擦,其系數設定為0.15,將凹模、板料之間的摩擦系數定為0.02,同時,板料與壓料板之間的摩擦系數設定為0.02。采用實體殼單元對板料毛坯劃分,其材質在材料庫內選用SUS304不銹鋼,板料厚度尺寸為1mm。數值模擬分析模型見圖2。凸模的初始溫度為40℃,而壓料板、凹模的初始溫度為220℃,板料的初始溫度設定為50℃。凸模在第1秒內處于靜止狀態以預熱壓料板和壓邊圈,成型在第1秒末結束后凸模以15mm/s的速度往下移行。熱對流為板料與環境之間的換熱方式,設置換熱系數為0.03,板料與工具的接觸傳導系數均設為6。

表1 模具幾何尺寸
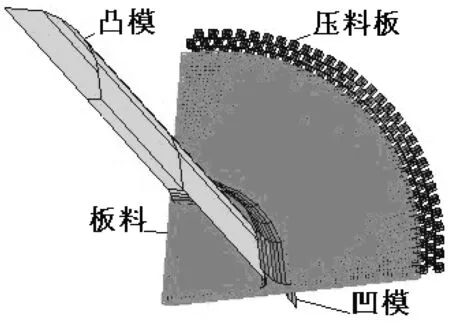
圖1 有限元模型
2 模擬結果與分析
2.1液池溢流壓力對充液拉深壁厚的影響
凸模在下行的過程中,由于溢流閥背壓作用產生的液池壓力,不銹鋼板料被緊緊的貼著凸模,在與凸模之間形成“摩擦保持效應”,有利于拉深成型。確立合適的液池壓力,是關系到充液拉深能否成功的關鍵因素之一。
數值模擬試驗采用20MPa、25MPa、30MPa、35MPa、40MPa、45MPa、50MPa、55MPa、60MPa、65MPa和70MPa等11組不同的恒定液池壓力。圖2 給出了不同液池壓力條件下充液拉深筒形件的最薄厚度值的統計曲線。從圖中可明顯看出在液池壓力為55MPa時,筒形件側壁最薄處厚度值最大,為0.85mm,最大減薄率為14.2%,可推知:
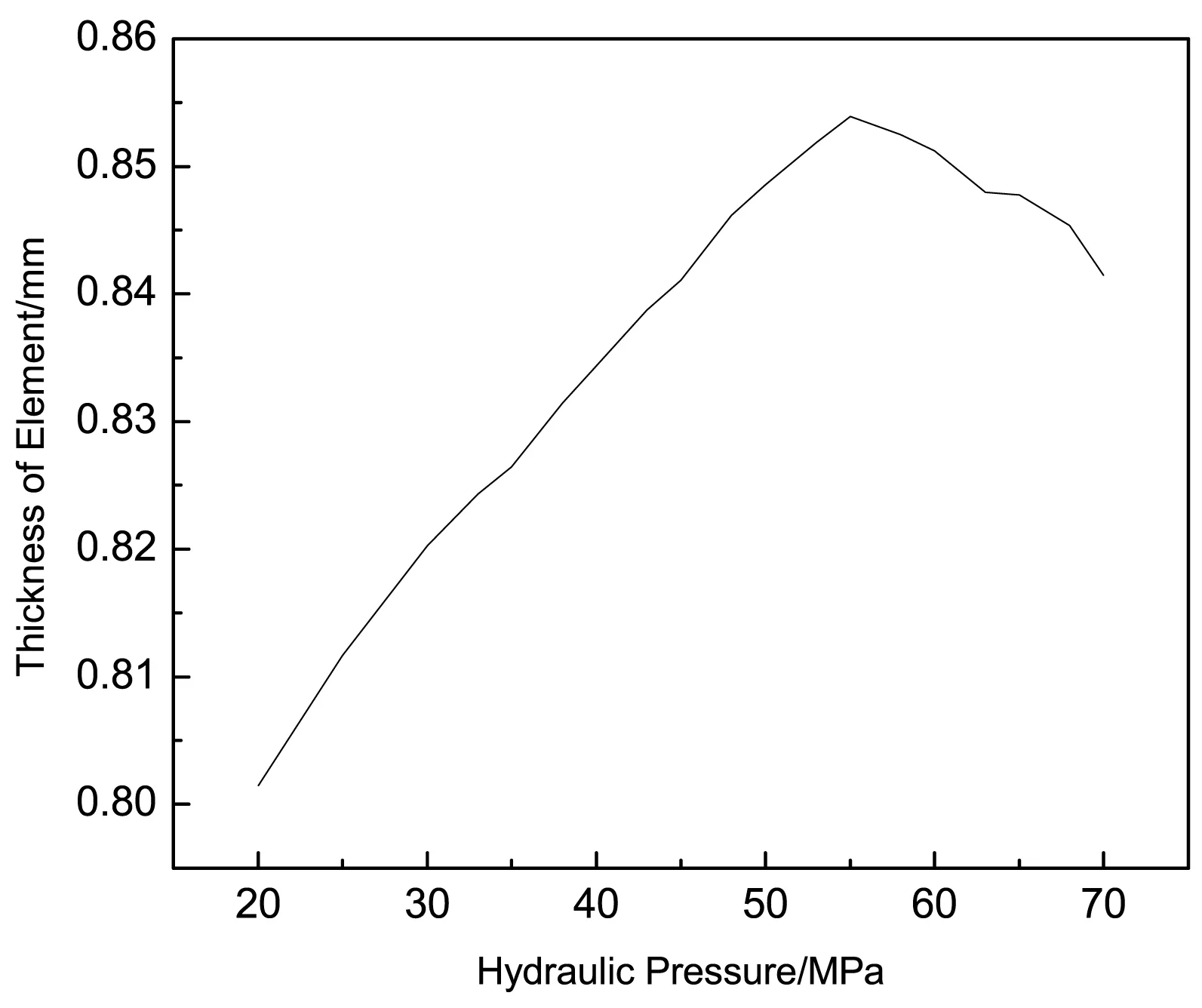
圖2 壁厚分布曲線
在此條件下,筒形件在成型筒壁過程中“摩擦保持效應” 顯著,導致側壁應變最小,厚度值最大,成型尺寸精度提高。
2.2預脹初始壓力對充液拉深壁厚的影響
筒形件在充液拉深過程中,壓料板與板料之間有良好的密封狀態,板料被液池壓力托起,在拉深開始模具閉合后,在凸模往下行程的初始階段,向液池內注油并加壓使液池內液體建立起一定的預脹壓力,該壓力使凹模圓角和凸模圓角處的板料預先產生一定應變,能改善充液拉深初期的破裂和起皺等不均勻變形,降低凸模圓角處的應力,有助于拉深的進行[14]、[15]。因此,建立合適的預脹壓力,對筒形件拉深成形過程中得到較大的側壁厚度值,降低破裂的可能性,保證拉深變形的均勻性,有著重要的作用。
分別選用不同的預脹壓力,0MPa、5MPa、10MPa、15MPa、20MPa和25MPa,液池壓力加載曲線如圖3所示。不同的預脹壓力條件下液池壓力的加載路徑相對于時間來說完全一樣,凸模在1秒內靜止,此時壓邊圈及凹模給板料加熱,壓力穩定不變;1秒末,凸模在不同的初始壓力時開始下行,液池壓力隨之緩慢增加;1.6秒時,不同速度加載的預脹壓力均增長至55MPa,然后穩定不變,直至拉深結束。此外,還給出了兩組對照試驗的液壓加載曲線:7號是自然增壓的加載曲線,在試驗開始時從0MPa持續增壓1.6秒至55MPa后恒定不變,直至拉深結束;8號則是初始為0MPa至1.6秒時直接加壓至55MPa,實則未采用預脹方式對筒形件進行拉深成形。
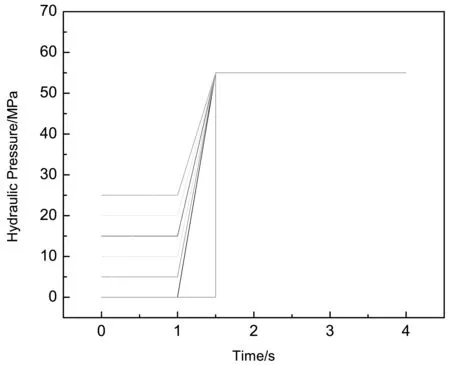
圖3 液壓加載曲線
將1號、2號、7號和8號等4種采用不同加載方式進行充液拉深的筒形件壁厚曲線進行比較,如圖4所示。8號加載方式(未采用預脹)所拉深筒形件壁厚明顯較1號、2號和7號要薄,最薄壁厚為0.84mm,而1號、2號與7號加載方式所拉深筒形件壁厚數據較為接近,在0.86mm左右,但較8號顯著要大。因而,可斷定:采用預脹方式進行充液拉深的筒形件壁厚明顯較未采用預脹方式的要厚,厚度更為均勻,有利于拉深成型性能的提高。
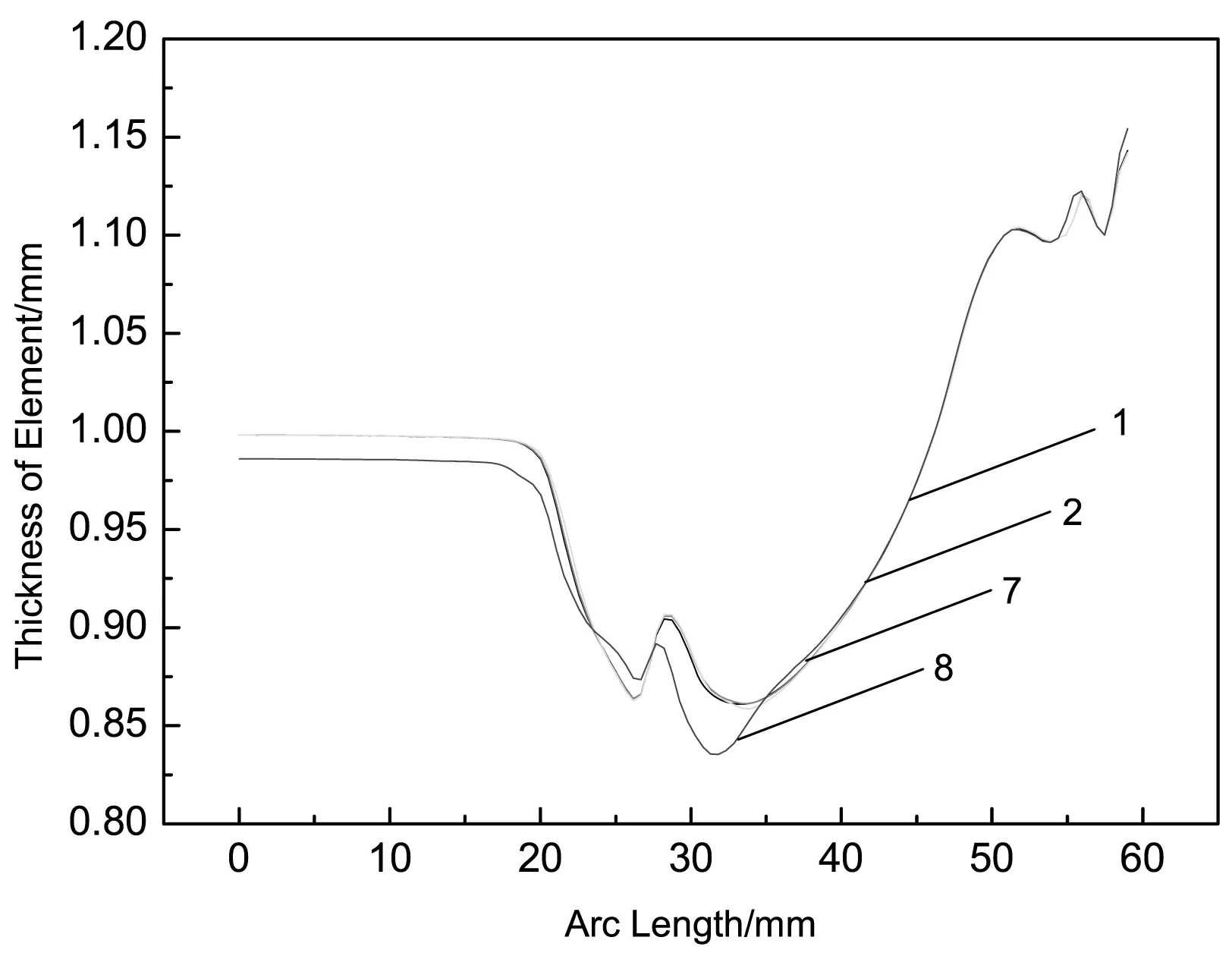
圖4 成形件壁厚分布曲線
圖5是1至6號加載方式所對應的筒形件側壁厚度最小值的統計曲線。從圖中可看出,隨著初始壓力的增加,筒形件側壁厚度先增加,然后迅速降低,因此,在充液拉深過程中,液池的初始壓力存在最優值:液池初始壓力在15MPa時,側壁厚度最小值是最大的,其值為0.86mm,最大減薄率為13.8%。其主要原因在于:在拉深成型之前,液池內的初始壓力導致板料反脹而形成凸起,繼而,凸模在之后的向下移行過程中,在液體壓力作用下凸起部分的板料與凸模逐步接觸、貼模,在壓料板入口圓角處,先期形成的凸起結構具有傳統拉深工藝拉深筋的類似效果,變形區的應力狀態有效地得以改善,顯著地降低板料周向壓力,板料起皺趨勢大幅度減弱,從而拉深壓邊力明顯降低,筒壁的承載區拉力相應地降低。
當液池初始壓力在25MPa時,側壁厚度最小值是幾種條件下最小的,其值為0.86mm。分析其原因:預脹壓力過大使得板料產生的凸起過量,導致較大的減薄量出現在板料拉深之前,此后,凸模在向下移行時產生的嚴重彎曲和反彎曲效應使得板料在凸模的圓角部位產生顯著的局部塑性變形,其減薄量隨之繼續增加,從而導致了最差拉深條件的出現。
倘若預脹壓力過小,壓料板入口部位的板料難以獲得類似拉深筋作用的凸起變形,板料和凹模底部并非逐步貼模,而是同時接觸,導致在凸模底部的板料變形不充分,而凸模底部圓角部位的板料初始變形就已經形成明顯的應力集中效應,產生了較大的拉伸應力,此處的板料減薄量進一步加大,此種情況在液池初始壓力為0時得到了呈現,見圖5。
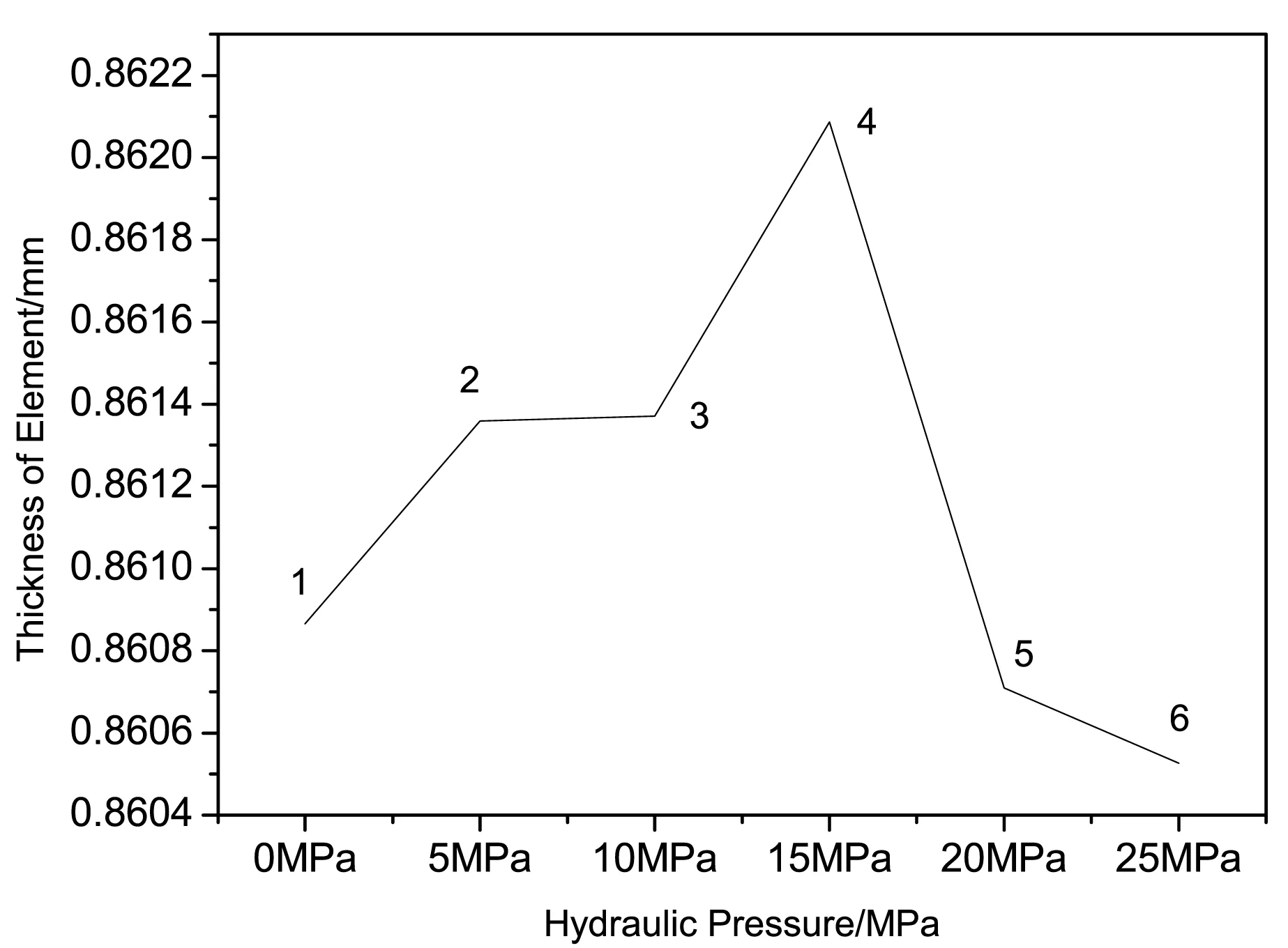
圖5 壁厚分布曲線
3 結論
通過對0Cr18Ni9不銹鋼筒形件溫充液拉深的成型過程進行數值模擬,分析和討論了液池溢流壓力和預脹加載對側壁厚度的影響,得到以下結論:
(1)液池的溢流壓力為55MPa時,筒形件側壁最薄處厚度值最大,其值為0.85mm,減薄率為14.2%,有利于制品尺寸精度的控制和拉深成形的進行。
(2)相對于傳統拉深工藝,充液拉深是顯著提升板料成形性能的塑性成形方式。液池預脹加載對于保持制品壁厚存在最優值:液池初始壓力在15MPa時,筒形件側壁最薄處厚度值最大,為0.86mm,最大減薄率為13.8%。
參 考 文 獻
[1]Dr.-Ing.B.Engel.Process Orientated Control of Hydroforming Production Lines. Papers of the “International Conference on Hydroforming”. Volume.1.1999.10. P191-200.
[2]S.H.Zhang. “Recent developments in sheet hydroforming technology”. Journal of Materials Processing Technology 151(2004)237-241.
[3]Shi-Hong Zhang. “Technology of sheet hydroforming with a movable femal die”. International Journal of Machine Tools & Manufacture 43(2002)781-785.
[4]郎利輝,DANCKERT J,NIELSEN K B. 板液壓成形及無模充液拉深技術[J].塑性工程學報,2002,9(4):29-34.
[5]ZHANG S H,DANCKERT J.Development of hydro-mechanical deep drawing[J]. Journal of Materials Processing Technology,1998,83(1-3):14-25.
[6]REISSNER J,HORAP,MATTHIAS E.Hydro-mechanical deep-drawing[J].CIRP Annals Manufacturing Technology,1981,30(1):207-210.
[7]徐永超,康達昌,等.18-8型不銹鋼微溫充液拉深工藝研究[J]. 哈爾濱工業大學學報, 2003. 35(10):1165-1167.
[8]Toros S, Ozturk F, Kacar I. Review of warm forming of aluminum-magnesium alloys[J]. Journal of Materials Processing Technology 2008, 207(1-3):1-12.
[9]王會廷.板料梯溫拉深成形方法及設備.中國,201210058036.6[P].2012
[10]Ohata T, Nakamachi E. Development of Optimum Process Design by Numerical Simulation. Journal of Material Processing Technology,1996.60: 543~578.
[11]W Thomas,G Johnson,T Altan.Improving the Formability of Aluminum Alloy 3003-H14 with Computer Simulation. Advanced Technology of Plasticity, Vol.[I],Proceedings of the 6th ICTP, 2131~2136.
[12]譚晶,孫勝,趙振鐸.多點位控制壓邊力數值模擬研究.塑性工程學報,2002.9(2):49-51.
[13]姚毅, 李贊, 李建軍.基于拉深孔成形技術的圓筒件拉深新工藝的實驗研究[J].塑性工程學報,2006,13(6):29-33.
[14]王會廷,高霖,沈曉輝,等.鋁合金2A12-O的動態充液拉深[J].中國有色金屬學報,2010,20(5):840-845.
[15]王會廷,高霖,沈曉輝,等.液體輔助壓邊周向充液拉深[J].機械工程學報,2010,46(12):76-80.
收稿日期:2015-01-23;改回日期:2016-01-26
作者簡介:邰阿媛(1989-),女,安徽冶金科技職業學院冶金系,教師,安徽工業大學材料成型專業,工程碩士。
中圖分類號:TG113.26
文獻標識碼:A
文章編號:1672-9994(2016)01-0010-04
Research on Influencing Factors about Wall Thickness of Stainless Steel Cylindrical Parts by Hydrodynamic Deep Drawing
TAI A-yuan
Abstract:This article combines warm hydrodynamic deep drawing to drawing-hole forming technology, researched the forming process of stainless steel by numerical simulation, by analyzing the influence rule of overflow pressure, pre-expansion pressure on wall thickness of cylindrical forming parts, got the process optimization parameters about warm hydrodynamic deep drawing of cylindrical parts.
Key words:hydrodynamic deep drawing;overflow pressure;pre-expansion load;wall thickness;numerical simulation
