基于moldflow對某車型前門防擦條翹曲變形研究及應用
2016-08-16 06:03:51張琴李軍東風汽車公司技術中心產(chǎn)品工程部武漢430058
汽車科技 2016年4期
張琴,李軍(東風汽車公司技術中心 產(chǎn)品工程部,武漢 430058)
基于moldflow對某車型前門防擦條翹曲變形研究及應用
張琴,李軍
(東風汽車公司技術中心 產(chǎn)品工程部,武漢 430058)
在汽車薄壁類產(chǎn)品中,由于功能的要求或外觀的制約,有些產(chǎn)品會出現(xiàn)壁厚分布不均的情況。產(chǎn)品的壁厚不均容易造成產(chǎn)品的收縮不均,產(chǎn)品實際成型會產(chǎn)生較大的翹曲變形。本文基于moldflow軟件,對某車型前門防擦條進行模流分析,通過分析結果對比實際裝車情況,對裝車的缺陷再現(xiàn),同時通過模流分析解析翹曲變形原因,優(yōu)化產(chǎn)品結構設計,大幅減小產(chǎn)品翹曲變形量,最終解決了產(chǎn)品裝車后由于翹曲變形導致的脫落問題,滿足了產(chǎn)品的裝車要求。并對其他車型中同類產(chǎn)品提供了設計建議,以提升產(chǎn)品裝車質(zhì)量,縮短開發(fā)周期。
moldflow;翹曲;前門防擦條
張琴
畢業(yè)于武漢理工大學,本科學歷,現(xiàn)就職于東風汽車公司技術中心產(chǎn)品工程部工程師,主要研究方向為車身非金屬件成型工藝及注塑件仿真分析方向。
1 引言
塑料件的翹曲變形是指在注塑成型過程中,由于產(chǎn)品各部位收縮不均而引起的產(chǎn)品幾何形狀改變的缺陷,翹曲變形為注塑件常見缺陷之一,翹曲變形不僅影響產(chǎn)品外觀,更嚴重影響產(chǎn)品與環(huán)境件裝配時的間隙、面差,更影響客戶的使用。因此如何改善產(chǎn)品的翹起變形,成為了注塑成型過程中需要關注的重點。本文以某車型前門防擦條為例,首先應用moldflow軟件,對原始設計的產(chǎn)品進行了模流分析,翹曲變形值與產(chǎn)品實物檢具檢測值進行比對,提出了優(yōu)化產(chǎn)品結構的解決方案;然后將優(yōu)化的產(chǎn)品再次進行分析,得出了滿足設計要求的翹曲值。最終使產(chǎn)品Y向(原變形8.4mm)和Z向(原變形15mm)變形均達到1mm以內(nèi),最終解決了實際裝車產(chǎn)品脫落的問題。
2 產(chǎn)品原方案驗證分析
2.1原結構設計實際裝車現(xiàn)象
前門防擦條通過自身定位柱與車門進行裝配定位后,采取3M膠帶進行裝配固定,產(chǎn)品原始結構設計方案成型后,翹曲變形嚴重,成型的產(chǎn)品變形程度超過3M膠帶的粘接強度,導致產(chǎn)品裝配后脫落(如圖1 產(chǎn)品裝配失效圖),與車門間隙超差,不滿足整車的裝配外觀要求。
2.2產(chǎn)品模型簡介
本車型前門防擦條外形尺寸為1020mm× 70mm×50mm,將產(chǎn)品part文件導入CAD doctor,去除對分析結果無影響的圓角、C角等元素,導出udm格式文件到軟件moldflow insight中,在moldflow insight中調(diào)整產(chǎn)品坐標軸系,X向與整車X向相同,Z向為產(chǎn)品拔模方向,與XZ面垂直方向為Y向,如圖2。采用Dual Domain網(wǎng)格模型對產(chǎn)品進行網(wǎng)格劃分,經(jīng)過軟件自動修復和手工對單元格進行修復后,得到產(chǎn)品有限元模型,網(wǎng)格信息:三角形單元21926、節(jié)點數(shù)10965、匹配率86.3%、平均縱橫比3.45、最大縱橫比15.96,滿足翹曲變模擬分析的網(wǎng)格要求。產(chǎn)品成型材料為PP+EPDM-TD25(合肥杰士杰),材料牌號為PPT6322A03。
2.3原始方案注塑仿真分析
產(chǎn)品壁厚分布圖如圖3,產(chǎn)品主體料厚為2.5mm,產(chǎn)品下邊沿兩端料厚約2.0mm,中間料厚約為3.0mm;產(chǎn)品上邊沿料厚約為約為2mm。主體料厚較厚,兩邊沿料厚分布不均勻,根據(jù)產(chǎn)品結構設計特性,產(chǎn)品的壁厚分布不均勻,則成型時收縮不均勻,產(chǎn)品出模后翹曲變形風險較大。在實際生產(chǎn)中,一般通過調(diào)整產(chǎn)品的壁厚的厚度差異來降低產(chǎn)品的變形。
在moldflow中對產(chǎn)品結構原方案進行CFW (cool+flow+warp)分析,采用實際生產(chǎn)澆口位置進行建模和建立澆筑系統(tǒng),如圖4;采用三點順序閥控制,1號進膠點為常開,2號和3號進膠點采用順序閥時間控制,避免填充過程產(chǎn)生熔接痕。
填充過程持續(xù)約為3.9s,保壓階段分為兩個階段,第一段采用100%填充壓力進行保壓,持續(xù)5s,第二段采用從100%填充壓力下降至80%填充壓力的漸變式保壓,持續(xù)5s,保壓曲線如下圖:
注塑件翹曲變形本質(zhì)為產(chǎn)品各部位收縮不均,收縮應力超過產(chǎn)品及材料本身強度,導致產(chǎn)品翹曲變形,影響產(chǎn)品的尺寸精度、外觀、裝配等關鍵因素;翹曲變形從變形原因可分為三種:冷卻不均、收縮不均、分子取向。
本文分析中不包含冷卻分析,材料為改性PP,不含玻纖取向,所以本文只從收縮不均引起的變形著手對產(chǎn)品進行翹曲變形分析。原方案結構翹曲分析結果如圖7:
根據(jù)moldflow分析結果顯示,產(chǎn)品在X/Y/Z三個方向均存在較大變形,由于X方向收縮變形很均勻,可以通過后期成型機臺的工藝調(diào)整保壓來進行優(yōu)化,本文將著重對Y/Z兩個方向的翹曲變形進行分析,并提出改善意見。此方案的產(chǎn)品的模流分析在Y方向最大變形為8.3mm,在Z方向最大變形為15mm;翹曲變形結果與產(chǎn)品在檢具上的測量狀態(tài)(圖8)以及圖2展示的產(chǎn)品裝車情況一致。
3 優(yōu)化方案分析
根據(jù)產(chǎn)品料厚分析顯示,產(chǎn)品主體料厚為2.5mm,上邊沿料厚為2.0mm,下邊沿料厚為2.0mm,產(chǎn)品成型后由于兩側料厚較薄,其強度不足以抵抗Y/Z兩個方向的翹曲變形應力,導致產(chǎn)品兩個方向變形量極大。若要減小翹曲變形,使產(chǎn)品注塑成型滿足設計要求,可從3個方面進行優(yōu)化:優(yōu)化成型工藝(模溫、料溫、保壓等)、優(yōu)化產(chǎn)品結構(含調(diào)整壁厚、優(yōu)化加強筋等)、優(yōu)化模具結構(含調(diào)整澆口位置及冷卻系統(tǒng)等)。針對產(chǎn)品結構特點,本文選擇從優(yōu)化產(chǎn)品結構設計上對產(chǎn)品進行厚度優(yōu)化,兩側邊沿料厚優(yōu)化至3.5mm后對保壓曲線進行優(yōu)化并重新進行翹曲變形分析,分析結果如圖9:
根據(jù)分析結果顯示,方案針對兩側邊沿料厚優(yōu)化至3.5mm后,產(chǎn)品Y方向變形值為0.37mm,Z方向變形值為1.1mm,變形值大幅減小,改善效果相當顯著。新舊兩種方案Y/Z方向變形值對比如下表:
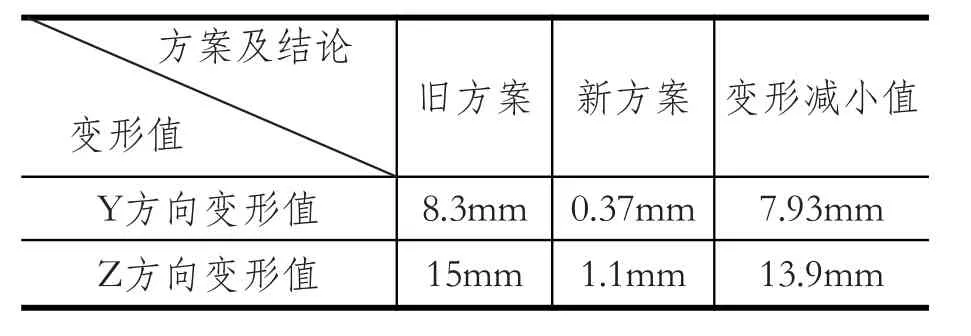
表1 產(chǎn)品新舊方案變形對比表
模具根據(jù)優(yōu)化方案內(nèi)容進行修模后,重新提供產(chǎn)品進行裝車驗證,裝車效果良好,產(chǎn)品前端翹曲變形導致的產(chǎn)品與車門脫開的現(xiàn)象得到完美解決,實際裝車效果如下圖:
4 結論
本文通過moldflow軟件對某車型前門防擦條進行moldflow分析,還原了產(chǎn)品實際翹曲變形現(xiàn)象,并通過對變形機理分析,找到了產(chǎn)品翹曲變形的根本原因,并針對變形原因提出了優(yōu)化方案,然后對優(yōu)化方案重新進行分析,產(chǎn)品翹曲變形值改善明顯。實際模具采用了建議的方案再次試模,實際裝車效果良好,產(chǎn)品裝車脫落問題得到解決。并為后續(xù)同類產(chǎn)品設計提供了參考意見,建議此類注塑件在開發(fā)的前期階段就進行moldflow分析,便于減少設計風險,優(yōu)化設計結構;減少開發(fā)周期、減少試模次數(shù),最終提升產(chǎn)品質(zhì)量、降低開發(fā)周期和費用。
[1]黃鋼華,張益華,魯世缸等. MLODFLOW/MPI 翹曲分析在注塑模中的應用[J].塑料制造,2008,(8):64-67.
[2]單巖.mlodflow模具分析技術基礎[M].北京:清華大學出版社,2004.
[3]馮曦嵐 . 注塑件翹曲問題分析與對策.[J]企業(yè)技術開發(fā),2012,31(16):89-92.
[4]郭廣思.注塑成型技術[M]機械工業(yè)出版社,2011.1;52-70,227.
[5]Jay Shoemaker,Mlodflow Design guide,Distribute in the USA and in Canada by Hanser Gardner Publication,Inc.2006.
專家推薦
陳濤:
論文采用moldflow分析了防擦條注塑成型中的翹曲變形問題,解決了防擦條裝車后的質(zhì)量問題,具有很強的工程應用價值。
Research and Application of Warping Deformation of Front Door of a Certain Vehicle Based on Moldflow
ZHANG Qin,LI Jun
(Dongfeng Motor Corporation Technical CenterEngineering Department wuhan 430058,China)
In automotive thin-walled products,due to the requirements of the function or the appearance of constraints,some products will appear uneven distribution of wall thickness. The wall thickness of the product is not easy to cause the uneven shrinkage of the products,the actual forming of the products will have a larger warping deformation. The based on Moldflow software,for a vehicle front door anti clean mold flow analysis,the analysis results compared to the actual loading condition,the loading of reproduction defects. At the same time,through the mold flow analysis of analytical warping deformation causes of optimizing design of the product structure,greatly reduced warpage deformation,the ultimate solution to the product loading due to warping deformation caused by falling off to meet the product loading requirements. And other models of similar products to provide design recommendations in order to enhance product quality,shorten the development cycle.
moldflow; warp; The front door rubbing strip
2016-05-18
U463.82+1
A
1005-2550(2016)04-0103-04
10.3969/j.issn.1005-2550.2016.04.020
猜你喜歡
房地產(chǎn)導刊(2022年5期)2022-06-01 06:20:14
計算機應用(2022年2期)2022-03-01 12:33:42
建材發(fā)展導向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導向(2021年7期)2021-07-16 07:07:52
中學生數(shù)理化(高中版.高二數(shù)學)(2021年12期)2021-04-26 07:43:48
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00