
滌/棉織物激光雕印工藝的研究
2016-08-16 06:29:56田俊瑩
紡織科學與工程學報 2016年3期
董 猛,肖 彩,田俊瑩
(天津工業大學,天津 300387)
?
滌/棉織物激光雕印工藝的研究
董猛,肖彩,田俊瑩
(天津工業大學,天津 300387)
近年來,激光技術在紡織品上的應用增多,根據工廠實際生產條件,采用電腦圖片BMP格式輸出的位圖方式對滌棉織物激光雕印工藝研究,主要分析了激光速度對織物雕印印花后強力與顏色變化,以及干布與浸濕后對滌棉織物激光雕印效果的影響。結果表明,在BMP圖片格式下進行滌棉織物的激光雕印,織物強力隨激光速度的減小而下降,緯向的強力下降率遠大于經向強力下降率,織物的色差也隨激光速度的減小,變化很大;織物浸濕后雕印,同一激光速度下,比干布雕印水洗后的顏色變化要小,且經向強力相對較大。
滌棉織物激光印花強力K/S值
0 前言
激光加工技術是將激光束能量傳遞給所加工基材,基材發生物理或化學變化,從而達到加工的目的[1],激光加工技術可以對材料進行切割、表面處理、打孔、微加工等整理,該技術具有高度自動化,速度快,操作簡單,加工質量高等優點,激光束的能量和移動速度可以調節,從而實現復雜圖像的精密加工[2]。
激光技術在紡織行業的應用主要有激光裁剪、激光雕刻印花、激光燒毛、激光切割等[3]。紡織面料傳統的印花方式中,其生產加工流程較長,加工圖案單一、生產過程同時受到環保方面的限制,而且難以達到當今人們對服飾面料圖案個性化的需求。激光雕刻機對服裝面料進行整理,結合了計算機平面設計技術,圖案豐富多彩,產生特殊的印花效果,在服裝面料的個性化印花中具有重要發展。激光雕刻技術與熱轉移印花技術、數碼印花技術,同屬于無水少水的印花技術,在生態環境保護方面具有廣泛的應用意義[4-6]。
目前激光雕花工藝在紡織面料上的應用,主要集中在純棉織物的特殊整理效果上,而較少用在在滌棉混紡織物中。由于滌綸纖維為合成化纖,激光雕刻處理后,其熱效應導致滌綸強力損失較大,引起滌綸纖維的收縮。本文通過有關實驗,對滌棉織物進行激光雕刻的研究,分析其物理性能和顏色效果的變化,為以后對滌棉織物雕花工藝研究提供一些參考。
1 實驗
1.1實驗材料與儀器
實驗材料:藍色滌棉交織牛仔布(斜紋2/1,克重317g/m2,密度79×51);
實驗設備:MX 18-RF 777紡織激光雕花機(意大利otlas公司);ORINTEX測色配色系統(意大利ORINTEX有限公司);WSD—Ⅲ全自動型白度儀(北京康光儀器有限公司);YG(B)003A撕破強力機(溫州大榮紡織標準儀器廠);
1.2激光雕刻印花
意大利otlas公司的MX 18-RF 777激光雕花機的雕印方式有以下兩種:(1)以BMP圖片格式輸出的位圖,其激光固定強度為750W,加工時調節激光速度,速度可調范圍0~2400m/min;(2)以PLT圖片格式輸出的矢量圖,激光能量和速度可以同時調節,速度可調范圍0~1800m/min,激光能量可調范圍為0~100%。在工廠實際加工中,以PLT圖片格式輸出的加工方式,整體生產速率較慢,且加工成本相對較高,故多采用BMP格式進行織物雕花,PLT格式多用于織物的剪切方面。本次實驗激光加工方式的研究是采用BMP圖片輸出格式。
1.2.1雕刻速度的研究
調節激光雕印機上的參數。以BMP圖片格式輸出,設置激光焦點與布面距離Y值為0.5mm,分別取激光速度為2400m/min、2100m/min、1800m/min、1500m/min、1200m/min、900m/min。對滌棉織物進行雕印整理后,測試其K/S值、ΔE值、斷裂強力、撕破強力,并求得降強率。
1.2.2干、濕布樣兩種狀態下雕花工藝
取兩塊織物,其中一塊織物經過清水浸軋(軋余率為60%),在干、濕兩塊布上都用激光器用2400m/min、2100m/min、1800m/min、1500m/min、1200m/min、900m/min速度打10cm×10cm的小樣,觀察在干、濕不同調節下,用同樣的參數打出樣品顏色的差異。分別測布樣的K/S值和ΔE值。
1.3性能測試與表征
1.3.1斷裂強力的測試
根據ASTM D5034斷裂強力標準試驗方法在DESC織物強力試驗機上測得滌棉織物雕印前后斷裂強力。
1.3.2撕破強力的測試
根據ASTM D1424沖擊擺錘法測定織物的撕破強力在M008擺錘式撕破強力機測得織物的撕破強力。
1.3.3降強率
降強率即強力下降率,能夠有效反應強力的下降程度。計算公式為
降強率=(P2- P1)/ P2×100%
式中:P1為處理后試樣斷裂強力或撕破強力;P2為處理前試樣斷裂強力或撕破強力。
1.3.4K/S值測試
表面觀察深度一般是指織物顏色給予人們的直觀深度感覺。表面深度值的大小可以用庫貝耳卡-蒙(Kubela-Munk)函數值,即K/S值來表示,其中K/S值的計算公式為K/S = (1-R)2/ (2×R),其中R:最大波長的反射值;K:吸收系數;S:散色系數;K/S值越大,表示顏色越深;K/S值越小,表示顏色越淺。
1.3.5ΔE*值的測定
用WSD—Ⅲ全自動型白度儀測激光雕印后布樣對比于未激光雕印布樣的顏色改變值ΔE*。ΔE*= [(ΔL*)2+ (Δa*)2+ (Δb*)2]1/2
a*:紅(+)—綠(-)
b*:黃(+)—藍(-)
L*:白(+)—黑(-)
ΔE*值越大,表示雕印后布樣的顏色與未雕印布樣的顏色差異越大。
2 結果與討論
2.1不同的激光速度對滌棉織物斷裂強力和撕破強力的影響
激光作用在滌棉織物的表面使織物表面燒蝕,而形成特定的圖案。由于滌棉織物中含有滌綸,滌綸受熱后會發生收縮,并引起強力的損失。對于滌棉混紡織物激光雕印后強力的變化與激光滌棉織物中T/C比例有很大關系。對于滌棉交織織物激光雕印后強力變化還與激光直接作用在滌綸上的面積有關。

圖1織物經向斷裂強力和降強率隨激光速度變化曲線圖;原布經向斷裂強力152 lbf

圖2織物緯向斷裂強力和降強率隨激光速度變化曲線圖;原布緯向斷裂強力148 lbf
由圖1和圖2可知,激光作用后的滌棉織物經緯向斷裂強力皆下降,隨著激光速度的增加,斷裂強力增加,激光速度越小,斷裂強力越低。其中緯向斷裂強力下降率比徑向斷裂強力下降率高出很多,在激光速度較大的情況下,滌棉交織織物的經向斷裂強力基本不變。
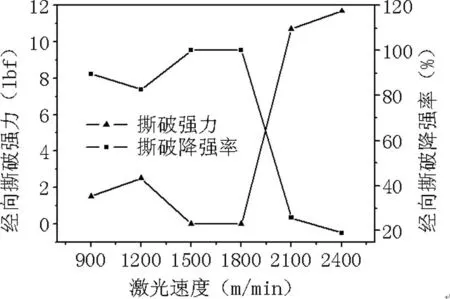
圖3織物經向撕破強力和降強率隨激光速度變化曲線圖;原布經向撕破強力14.4 lbf;撕破強力“0”代表撕破滑移,撕破降強率“100”代表撕破滑移。
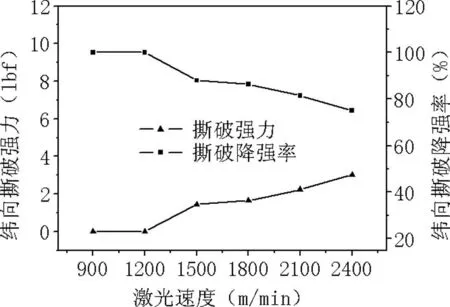
圖4織物緯向撕破強力和降強率隨激光速度變化曲線圖;原布緯向撕破強力12 lbf;撕破強力“0”代表撕破滑移,撕破降強率“100”代表撕破滑移。
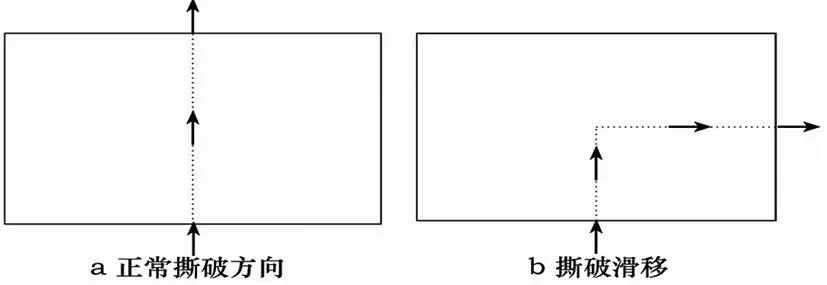
圖5 織物正常撕破方向與滑移
圖3和圖4中“100”表示是該處測量撕破強力值時出現撕破滑移現象,所謂撕破滑移,指織物撕破方向沒有有按照既定的方向(圖5中的a圖所示)進行撕破,而是走了旁邊(如圖5中b圖)所示。出現撕破滑移有三種原因:(1)經緯向撕破強力本身相差較大。經緯向撕破強力相差很大,會導致強力大的方向抗撕裂的阻力過大而向強力小的方向滑移;(2)紗線支數,一般情況下,經緯向紗線的支數相左較大的時候,容易出現撕破滑移;(3)紗線經緯密相差大,或紗線緊度格差大,也會出現撕破滑移的情況。
在本實驗中用“0”和“100”代替,由圖3和圖4可知,隨著激光速度的降低,織物的撕破強力的降強率呈增加趨勢。同一速度下經向的撕破強力大于緯向的撕破強力,緯向撕破降強率遠大于經向撕破降強率。
2.2同的激光速度對藍色滌棉織物雕印顏色效果的影響
滌棉織物在不同的雕印激光速度下對應的K/S值與ΔE*的關系,由表1所示:

表1 滌棉織物在不同激光速度雕印的顏色效果
由表中的數據可知,隨著激光速度的減小,雕印后的滌棉織物的K/S值越小,且都遠小于原布的K/S值,而ΔE*值越來越大。說明雕印后的滌棉織物,隨著雕印激光速度的減小,與原布的色差越來越大,由表面觀察,其顏色越來越淺,
2.3浸濕布樣激光雕花工藝的研究
2.3.1干濕滌棉織物雕印的顏色效果
浸濕布樣和未浸濕布樣,不同激光速度雕印后的滌棉織物K/S值如下頁圖6所示,不同激光速度雕印后的滌棉織物ΔE*值如下頁圖7所示。
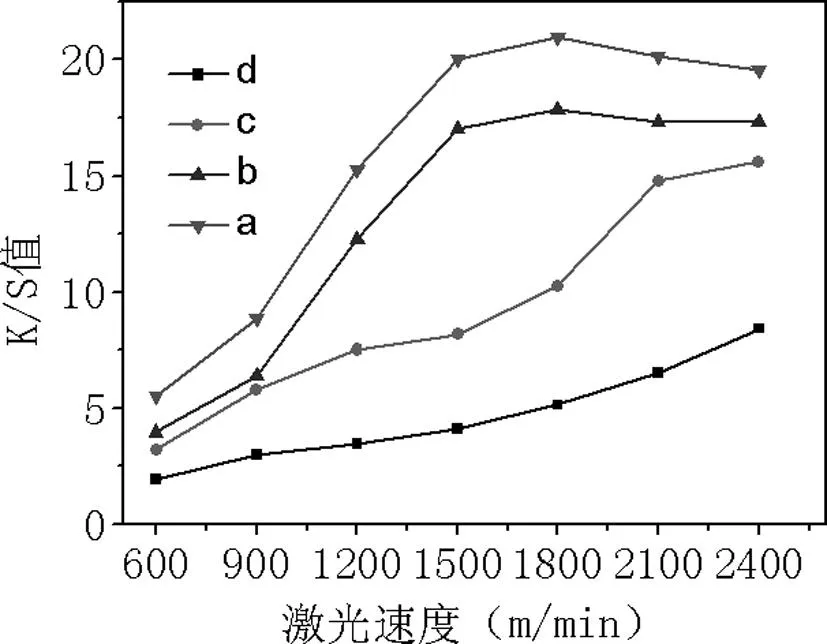
圖6 滌棉織物干、濕雕印在不同激光速度下的K/S值;
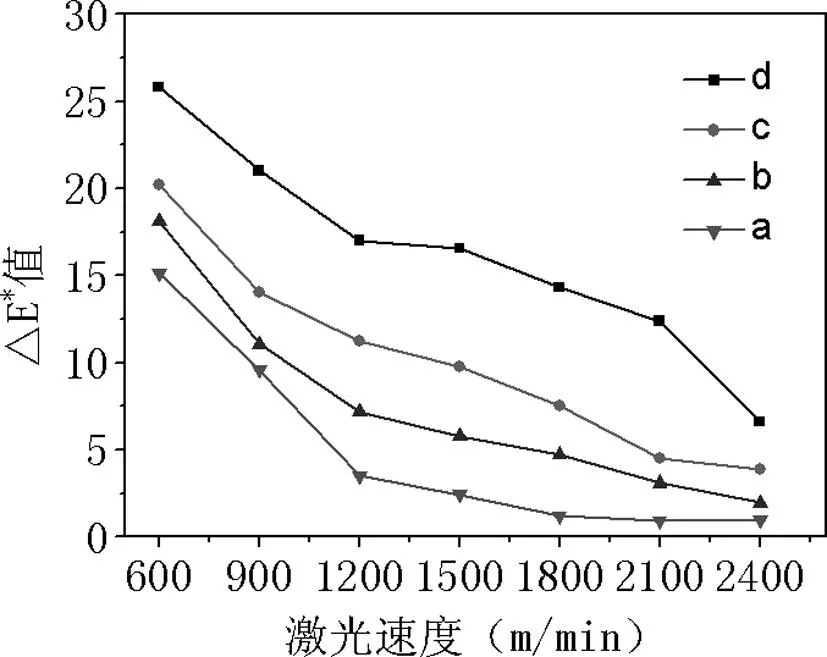
圖7 滌棉織物干、濕雕印在不同激光速度下的ΔE*值;
藍色滌綸干布水洗前后的K/S值分別為15.30和17.97,濕布水洗前后的K/S值分別為16.26和19.76。由圖6和圖7所示,激光雕印后,不論是浸濕后雕印還是未浸濕雕印,水洗后織物的K/S值和ΔE*值均減小,隨著激光速度的減小,顏色越淺,色差越大。其中浸濕后雕印的滌棉織物,同一激光速度下,水洗前后K/S值和ΔE*值比未浸濕雕印小,說明浸濕后雕印的滌棉織物與未浸濕相比,色差變化小。從圖中可以看出,未浸濕的雕印激光速度為900m/min時與浸濕后的雕印激光速度為600m/min時,水洗后的織物雕印后的顏色效果差不多。
2.3.2干濕織物激光雕花后的強力
激光雕印后,再水洗后顏色效果相近的浸濕與未浸濕織物的強力對比。由圖6和圖7可知,干布試樣在激光雕印速度為900m/min時的顏色效果與濕布試樣在600m/min時相近,故選擇此兩種雕刻速度加工下的試樣進行強力分析,如表2所示:

表2 浸濕與未浸濕織物激光雕花后強力對比
說明:“0”表示撕破滑移。
從表2中可以得知浸濕后的織物再雕印與未浸濕織物雕印,在獲得K/S值相近,及顏色效果相同的條件下,浸濕后布樣在激光速度與干布樣雕印相對較小時,浸濕后再雕印的織物的經向強力比未浸濕的織物的經向強力有所增大,緯向強力相差不大。
3 結論
(1)滌棉織物強力隨著雕印激光速度的減小而下降,且織物緯向的強力下降率遠遠大于經向強力下降率,緯向斷裂強力和撕破強力下降率在激光速度為2400m/min時均大于60%,即在激光速度較大時,其緯向強力也較小,因此提高激光雕刻的滌棉織物強力,主要考慮其緯向方向的強力變化。
(2)織物先浸濕后,再通過激光雕花,與未浸濕織物雕印相比,在同樣的雕刻速度下,K/S值較大,經向強力有所提高,且浸濕織物雕印水洗后的△E*值較小,顏色變化小,若獲得與未浸濕織物相同的雕刻顏色效果,需要較小的激光速度。兩種條件下雕刻的織物緯向強力差異不大。
[1]方志民,謝頌京,姚建華. 激光加工在先進制造技術中的應用[J] .機械工程師, 2003(8) : 27-30.
[2]江海河. 激光加工技術應用的發展及展望[J].光電子技術與信息, 2001, 14(4) : 1-12.
[3]高宗文,張麗,趙家祥.激光技術在紡織行業中的應用[J].紡織學報,2006(8):117-120.
[4]關芳蘭,陽瑜.激光對棉織物雕印印花強力損失的影響[J].印染,2014(8):27-29.
[5]鄭光洪,任建華,余榮沾.基于激光的紡織品無水印花技術研究[A].2013東升數碼杯節能減排與印染新技術交流會資料集,浙江省印染行業協會:2013:5.
[6]何文元.紡織品的激光雕花工藝參數研究[J].上海工程技術大學學報,2008(1):79-83.
1008-5580(2016)03-0048-04
2016-05-05
董猛(1988-),男,碩士研究生,研究方向:織物功能整理及染整新技術。
田俊瑩(1968-),女,博士,副教授,碩士生導師。
TS106
A
