一種用于小孔徑定位的新型滾齒夾具研究
2016-08-23 03:47:47張云
現(xiàn)代制造技術(shù)與裝備 2016年1期
關(guān)鍵詞:設(shè)計(jì)
張 云
一種用于小孔徑定位的新型滾齒夾具研究
張 云
(陜西法士特齒輪有限責(zé)任公司,西安 710077)
針對(duì)目前三菱滾齒機(jī)原裝夾具結(jié)構(gòu)對(duì)零件內(nèi)孔要求的局限性,設(shè)計(jì)了一種針對(duì)小孔徑定位的滾齒夾具結(jié)構(gòu),該夾具結(jié)構(gòu)設(shè)計(jì)合理,制造精度容易滿足,裝配簡便,完全能夠達(dá)到零件的加工要求,對(duì)以后小孔徑類的齒輪滾齒夾具設(shè)計(jì)有一定的指導(dǎo)作用。
滾齒夾具 小孔徑 小孔徑 滾齒機(jī)
引言
目前我公司滾齒機(jī)多數(shù)采用日本三菱公司的進(jìn)口滾齒機(jī),相比于國產(chǎn)滾齒機(jī),進(jìn)口滾齒機(jī)在可靠性、性能以及生產(chǎn)節(jié)拍方面都有很大的優(yōu)勢,其機(jī)床自帶的原裝夾具結(jié)構(gòu)設(shè)計(jì)合理,精度穩(wěn)定,是保證滾齒加工質(zhì)量的重要環(huán)節(jié)。該夾具采用齒輪內(nèi)孔定位,我公司的齒輪內(nèi)孔直徑在φ30-φ130之間,零件的滾齒夾具基本是采用原裝夾具結(jié)構(gòu)設(shè)計(jì)完成,但目前在加工外廠產(chǎn)品中的某一零件時(shí),零件內(nèi)孔是一階梯孔,最小零件直徑φ21.6,滾齒夾具采用原裝夾具結(jié)構(gòu)不能實(shí)現(xiàn),因此針對(duì)這一小孔徑零件,必須設(shè)計(jì)一種新型的滾齒夾具。
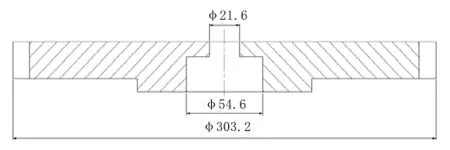
圖1 外廠某一零件
1 原裝夾具結(jié)構(gòu)分析
1.1 原裝夾具工作原理
三菱滾齒夾具的夾具結(jié)構(gòu)一般是采用上拉式的拉桿機(jī)構(gòu),夾具的關(guān)鍵運(yùn)動(dòng)部件由上、下拉桿組成,下拉桿與機(jī)床液壓缸相連接,液壓缸通過管路壓力的調(diào)整,負(fù)責(zé)工件的夾緊和松開,上拉桿與機(jī)床尾架連接,同時(shí)帶動(dòng)漲套,壓蓋等部件一起運(yùn)動(dòng),上下拉桿配合完成工件的夾緊和松開動(dòng)作。由此可見,在漲緊和松開的過程中,上拉桿要帶動(dòng)漲套,上、下楔塊等一起穿過零件內(nèi)孔,這就對(duì)零件的內(nèi)孔直徑有一定的要求。
1.2 原裝夾具適用范圍
在原裝夾具結(jié)構(gòu)的設(shè)計(jì)中,如圖2所示,考慮到強(qiáng)度及變形,拉桿最小設(shè)計(jì)直徑不能小于16mm,即D1≥16,夾具的定位部分是由漲套,上、下楔塊以及拉桿組成,漲套最薄錐面厚度單邊不能小于2mm,否則會(huì)漲裂,圓柱形厚度單邊最小按3mm設(shè)計(jì),即D3/2≥3,上楔塊單邊厚度最小按3mm設(shè)計(jì),即D2/2≥3,D1/2+D2/2+D3/2≥14,即D1+D2+D3≥28,如果零件孔徑小于φ28,上、下楔塊及漲套的徑向尺寸無法保證,這種結(jié)構(gòu)就不再適用,必須設(shè)計(jì)一種新的加工小孔徑零件的滾齒夾具。
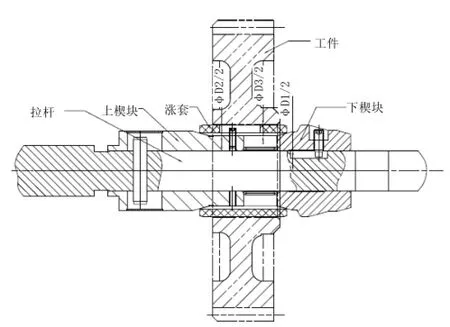
圖2 原裝夾具部分結(jié)構(gòu)
2 小孔徑零件滾齒夾具設(shè)計(jì)方案
2.1 設(shè)計(jì)方案
(1)根據(jù)以上分析,目前要加工的零件最小內(nèi)孔直徑是φ21.6,原有拉桿機(jī)構(gòu)不能全部通過零件內(nèi)孔,因此將拉桿設(shè)計(jì)成下拉式,即拉桿的松開和漲緊都在零件內(nèi)孔以下,這樣可以避開內(nèi)孔直徑的限制;
(2)分析零件內(nèi)孔是階梯孔,分別是φ21.6和φ54.6,雖然用φ21.6設(shè)計(jì)也可以完成,但考慮到夾具的強(qiáng)度,優(yōu)先采用階梯孔中的大孔φ54.6定位,這樣拉桿和漲套的強(qiáng)度會(huì)有大的提升;
(3)考慮到零件內(nèi)孔在加工中會(huì)產(chǎn)生跳動(dòng),粗糙度等精度問題,如果采用光心軸定位,內(nèi)孔和夾具心軸之間會(huì)產(chǎn)生間隙,從而造成零件偏心等不良影響,影響齒部精度,因此我們采用彈性漲套定位,可以彌補(bǔ)工件內(nèi)孔加工質(zhì)量對(duì)定位的影響;
(4)考慮到零件的松開和緊時(shí)漲套要有一定的運(yùn)動(dòng)行程。因此,漲套端面和大孔端面要預(yù)留出一定的間隙,零件的大孔徑長度僅有24,除去間隙,定位長度有限制,因此設(shè)計(jì)成單錐面的漲套。
2.2 夾具結(jié)構(gòu)分析
根據(jù)以上方案分析,我們最終設(shè)計(jì)了一種下拉式的小孔徑滾齒夾具,整個(gè)夾具由以下4種機(jī)構(gòu)組成,見圖3。
(1)夾具連接機(jī)構(gòu):將原有的上拉桿只保留與機(jī)床尾架相連接的部分,圖3中3-1,3-3是連接法蘭,用于連接拉桿頭和壓蓋,3-12是心軸,跟機(jī)床底座連接,一方面保證跟工作臺(tái)同軸,另一方面跟拉桿配合,起到拉桿定心的作用;3-15是下拉桿,用于跟機(jī)床液壓缸螺紋連接,用于完成零件的漲緊和松開;
(2)支撐機(jī)構(gòu):3-5是壓蓋,用于將零件端面壓緊,防止零件在滾齒過程中產(chǎn)生軸向運(yùn)動(dòng),3-7是支撐,用于零件的端面定位;
(3)漲緊松開機(jī)構(gòu):由3-8漲套和3-11拉桿錐面配合完成;3-11向下運(yùn)動(dòng)時(shí),見圖4,選定漲套為分析對(duì)象,漲套受到拉桿對(duì)其垂直于錐面的壓力F合,沿著錐面受力分解,F(xiàn)合由兩個(gè)分力組成,一個(gè)是Fx,,使?jié)q套產(chǎn)生向下的壓力,另一個(gè)是Fy,使?jié)q套產(chǎn)生徑向的力,這個(gè)力使得漲套沿徑向漲開,從而產(chǎn)生漲緊力;
(4)其余的螺栓、螺釘、圓柱銷用于夾具不同零件之間的定位,連接;
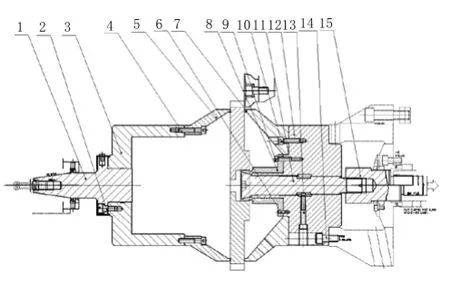
圖3 新夾具結(jié)構(gòu)
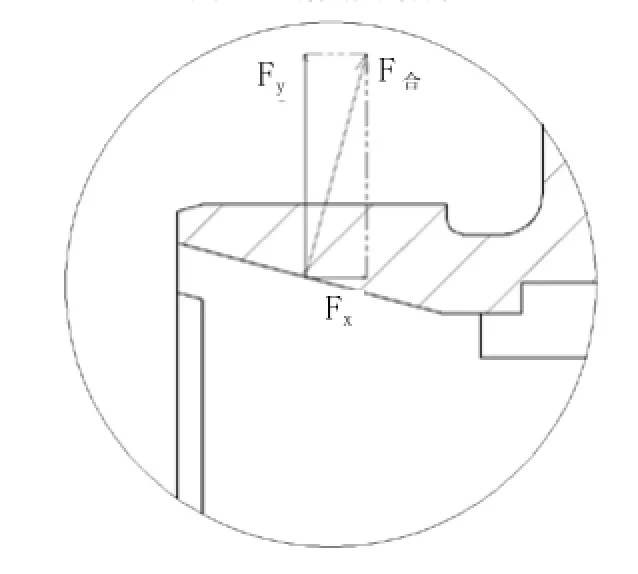
圖4 漲套受力分析
2.3 夾具的運(yùn)動(dòng)過程
(1)拉緊時(shí)動(dòng)作實(shí)現(xiàn)過程:液壓缸工作,下拉桿往下運(yùn)動(dòng),帶動(dòng)上拉桿往下運(yùn)動(dòng),同時(shí)漲套漲開,漲緊零件,尾架向下運(yùn)動(dòng),壓蓋壓緊零件端面,實(shí)現(xiàn)定位夾緊;
(2)松開時(shí)動(dòng)作實(shí)現(xiàn)過程:液壓缸工作,下拉桿向上運(yùn)動(dòng),同時(shí)拉桿向上運(yùn)動(dòng),漲套松開,同時(shí),尾架向上運(yùn)動(dòng),壓蓋離開零件表面,取下已經(jīng)加工的零件。
3 夾具驗(yàn)證
夾具的設(shè)計(jì)合理,制造精度容易滿足,裝配方便快捷,在調(diào)試過程中,支撐端面跳動(dòng)達(dá)到0.008,零件夾緊后,零件的外圓徑跳是0.01,達(dá)到滾齒的作業(yè)指導(dǎo)書要求,滾齒加工過程中,夾緊力合適,產(chǎn)品工藝要求齒形誤差0.02,齒向誤差0.02,累積總公差0.05,滾齒首件零件經(jīng)過三坐標(biāo)檢測,見圖5,齒部精度均達(dá)到工藝要求,驗(yàn)證了夾具的合理性。
4 結(jié)論
針對(duì)目前三菱滾齒機(jī)原裝夾具結(jié)構(gòu)在加工零件時(shí)的局限性,設(shè)計(jì)了一種針對(duì)小孔徑定位的滾齒夾具,夾具結(jié)構(gòu)設(shè)計(jì)合理,制造精度容易滿足,裝配簡便,完全能夠達(dá)到零件的加工要求,對(duì)以后小孔徑類的齒輪滾齒夾具設(shè)計(jì)有一定的借鑒作用。
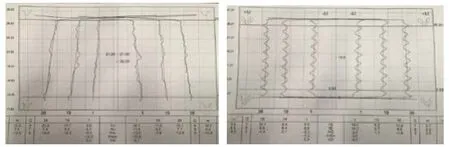
圖5 滾齒首件齒形齒向報(bào)告
[1]王啟平.機(jī)床夾具設(shè)計(jì)[M].哈爾濱:哈爾濱工業(yè)大學(xué)出版社,1995.
[2]朱耀祥,浦林祥.現(xiàn)代夾具設(shè)計(jì)手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2009.
A New Type of Hobbing Fixture Research for Small Hole Location
ZHANG Yun
(Shaanxi Fast Auto Drive Ltd, Shaanxi,xi'an,710077)
As current Mitsubishi hobbing original fixtures have limits for parts's hole diameter, a new type of hobbing fixture is designed, which not only has reasonable structure, but also is easily manufactured, and variable assembly. Processing requirements can completely be reached, so there are a guiding role on the future gear hob fixture design of small hole diameter.
hobbing fixture, small hole diameter
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
