一種大偏心距零件的夾具設計
2016-08-23 03:47:50黃建平
現代制造技術與裝備 2016年1期
黃建平
一種大偏心距零件的夾具設計
黃建平
(廣東省惠州市技師學院,惠州 516003)
偏心零件的定位裝夾即專用夾具的設計,好與壞直接影響加工精度和企業經濟效益。本文將主要介紹一種大偏心距零件的夾具設計,以提高加工精度,促進機械加工業更好地發展。
偏心距 專用夾具(工裝) 自由度 鑄鐵
引言
偏心零件在機械加工中經常碰到。如何將偏心的零件在機床上進行加工,是機械工程師遇到的一個難題,其中的關鍵是如何進行零件的裝夾。夾具設計的好壞將直接影響加工的方便性和加工的質量。夾具設計是企業日常生產的一個重要組成部分,本文介紹的大偏心距零件為攪拌機的攪拌軸零件,如1圖所示鑄造毛坯,材料為(HT200)鑄鐵,小批量生產。由于其偏心距比較大,裝夾比較麻煩,定位的難度高,為加工出符合圖紙要求的零件(見圖2),必須采用專用夾具來進行裝夾定位。

圖1 攪拌軸零件圖
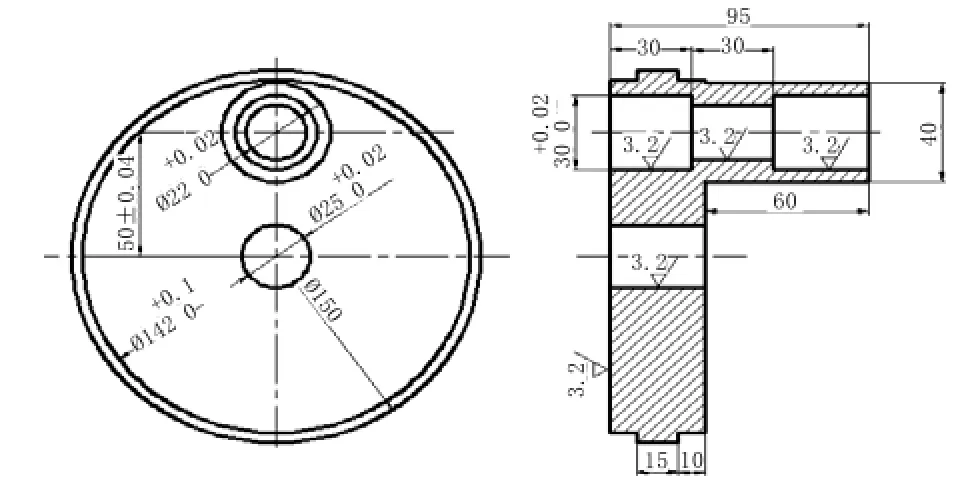
圖2 攪拌軸零件的圖紙要求結構圖
1 偏心距的主要技術要求
2 偏心夾具的設計思路
由于零件偏心距大,裝夾不能直接夾在零件上。所以,需要設計一個夾具來裝夾該零件。考慮到這類零件可以在普通機床上加工,我們就充分利用機床夾具來設計這種專用的偏心夾具。在12厚的鋼板上切割一個φ200圓餅,將φ200圓餅的兩側面在銑床上銑平,并鉆好中心孔φ22、絞孔φ22,控制φ22的精度要求。以φ22的孔為基準,加工φ200的外圓,保證孔φ22和φ200的外圓同心。在φ200的圓盤上,設計好將待加工孔φ22和φ30處在φ200的回轉體圓心位置。左右對稱的2個帶有螺紋的銷軸距離圓心68.4mm,用螺帽擰緊至φ150的小凸臺,可以固定零件;φ25的孔首先加工好,在定位時可以起導向、定位作用。在φ200的圓盤的上方焊接一塊重量與零件的重量相當的材料來平衡夾具,防止在高速旋轉過程中,離心力過大出現事故。設計圖如圖3所示。
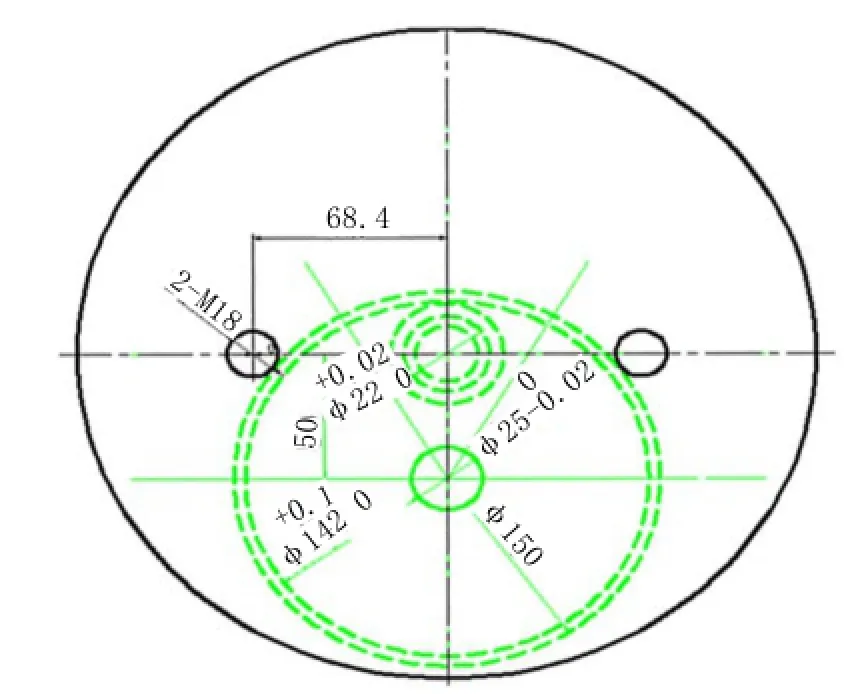
圖3 夾具裝配示意圖
3 定位誤差分析
對于一批工件來說,由于每個工件彼此在尺寸、形狀和相互位置上均有差異,使得同一批工件在同一個夾具中進行定位時,工件的各個表面具有不同的位置精度。使用夾具裝夾工件按調整法進行加工時,即夾具(定位元件)相對于刀具的位置經調整后,加工一批工件時不再變動(對刀尺寸不變)。因此,對于這一批工件而言,如果不計加工過程中的其他誤差,則刀具成形表面(工件的被加工表面)在機床上的位置是不變的。因此,產生工序尺寸誤差的原因,就在于由于定位造成的同一批工件的每個工件的工序基準位置不一致。所以,定位誤差是由于工件定位造成的、被加工表面的工序基準在沿工序尺寸或位置要求方向上的最大可能變動范圍,用表示。計算定位誤差的目的就是判斷定位精度。看定位方案能否保證加工要求,是決定定位方案是否合理的重要依據。
一般,定位誤差與加工精度應滿足式(1)的關系。這里,T為工件的工序尺寸公差或位置公差。

在定位誤差分析時,一般考慮兩個方面:基準位移誤差和基準部重合誤差。
(1) 基準位移誤差。定位基面和定位元件本身的制造誤差會引起同一批工件的定位基準相對位置的變動,這一變動的最大范圍稱作基準位移誤差,用表示。基準位移誤差引起的定位誤差是將在加工要求(尺寸、位置要求)方向上投影,即:。這里,β為與工序尺寸(或位置要求)方向的夾角。
(2) 基準不重合誤差。當工件的工序基準與定位基準不重合時,工序基準與定位基準之間必然存在位置誤差。由此引起同一批工件的工序基準的最大變動范圍,稱為基準不重合誤差,用表示。工序基準與定位基準之間的聯系尺寸稱為基準尺寸。等于基準尺寸的公差。基準不重合誤差引起的定位誤差,是將在加工要求(尺寸、位置要求)方向上投影。
如圖4所示,用φ200圓盤的兩個M18螺紋的銷軸來定位。銷軸必須經過精加工,保證尺寸為。由于兩個M18螺紋的銷軸是已加工過的定位,基準位移誤差。高度定位基準是底面,依靠M18的螺帽來壓緊10mm寬的凸臺,工序基準是的圓孔中心線,二者不重合,因此產生基準不重合誤差。基準尺寸為,定位點與零件中心成36°夾角,零件中心點在水平方向的定位誤差為:△L=0.04cos36°=0.0323mm。所以,基準不重合誤差為0.0323mm。由于偏心距50±0.04mm,公差為±0.04mm,故以上定位誤差在精度范圍內,可以達到加工要求。
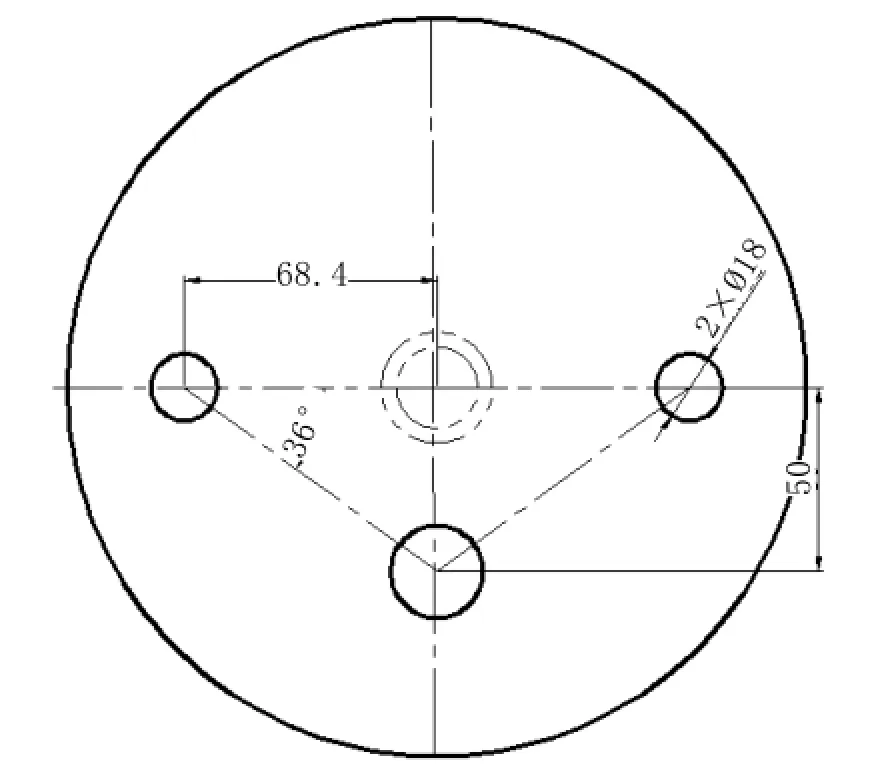
圖4 定位誤差示意
4 加工工藝分析
該零件加工工藝分析非常重要,工藝不同會導致加工成本直線上升。根據加工的實際情況,結合專用的偏心夾具,可以按照如下工藝來加工:將零件找正,車內孔,再以的內孔定位車φ150的外圓和10mm的凸臺;將零件裝在夾具上,用M18的銷軸進行定位;擋住φ150的外圓,用M18的螺母來壓緊10mm的凸臺;用的孔進行導向;利用銷軸壓緊零件,車通孔,車階梯孔;然后將零件反過來裝夾,校正,車另外的階梯孔,如圖5、圖6所示。
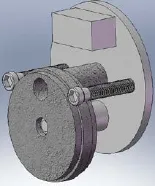
圖6 零件反面裝配圖
5 小結
采用這種專門設計的偏心夾具,大幅提高了加工的速度,降低了工人的加工難度,且加工的精度也容易保證,給生產帶來了較好的利潤。
[1]雷小軍.一種自定位磨削偏心孔的夾具[J].機械工人冷加工,2006,(8):53-62.
[2]東北重型機械學院,洛陽工學院,第一汽車制造廠職工大學.機床夾具設計手冊[M].上海:上海科學技術出版社,2000.
[3]王建平,夏季,曾國英.加工夾具定位誤差的計算[J].重型機械科技,2005,(4):10-11.
A Large Eccentricity Parts of Fixture Design
HUANG Jianping
(Huizhou Technician Institute, Huizhou 516003)
Eccentric parts clamping the orientation of the design of the special fixture is very important, Special fixture design is good or bad directly affect the machining accuracy and the enterprise economic benefit.This article will introduce a large part of eccentricity fixture designed to improve processing accuracy, and promote the development of machinery industry better.
eccentricity, Special fixture, Degrees of freedom, Cast iron
