鋼結構建筑銹蝕及防腐處理的技術研究
2016-08-23 07:35:52中鐵國際集團有限公司北京100000
安徽建筑 2016年3期
秦 耀 (中鐵國際集團有限公司,北京 100000)
?
鋼結構建筑銹蝕及防腐處理的技術研究
秦耀(中鐵國際集團有限公司,北京100000)
鋼結構建筑長期外露在空氣中受到雨水的侵蝕銹蝕比較嚴重,需要對鋼結構建筑銹蝕及防腐處理的進行技術研究,提出解決方案。
鋼結構;銹蝕;防腐;處理
1 概述
由于建筑鋼材強度高、塑性韌性好、自重輕,加上鋼結構具有制作簡便、施工工期短,適用于跨度大、高度高、承載重的結構等優點,使鋼材在建筑業中得到了廣泛應用。
但是鋼材耐腐蝕性和耐銹蝕性差。據發達國家的不完全統計,每年由于腐蝕造成的經濟損失約占國民經濟總產值的4%。鋼結構的腐蝕不僅造成經濟損失,也給結構的安全帶來隱患,由于鋼材銹蝕而導致的工程事故也屢見不鮮,因此鋼結構建筑的防腐處理具有重要的經濟和社會意義。

圖1 鋼結構建筑鋼立柱銹蝕

圖2 鋼結構建筑檁條銹蝕
2 鋼結構建筑防腐處理主要施工工藝
2.1鋼結構防腐處理的一般規定
鋼結構建筑長期外露在空氣中受到雨水的侵蝕銹蝕比較嚴重,構件應按表1所示外界條件對結構的侵蝕作用分類選擇表面處理方法及配套涂料。
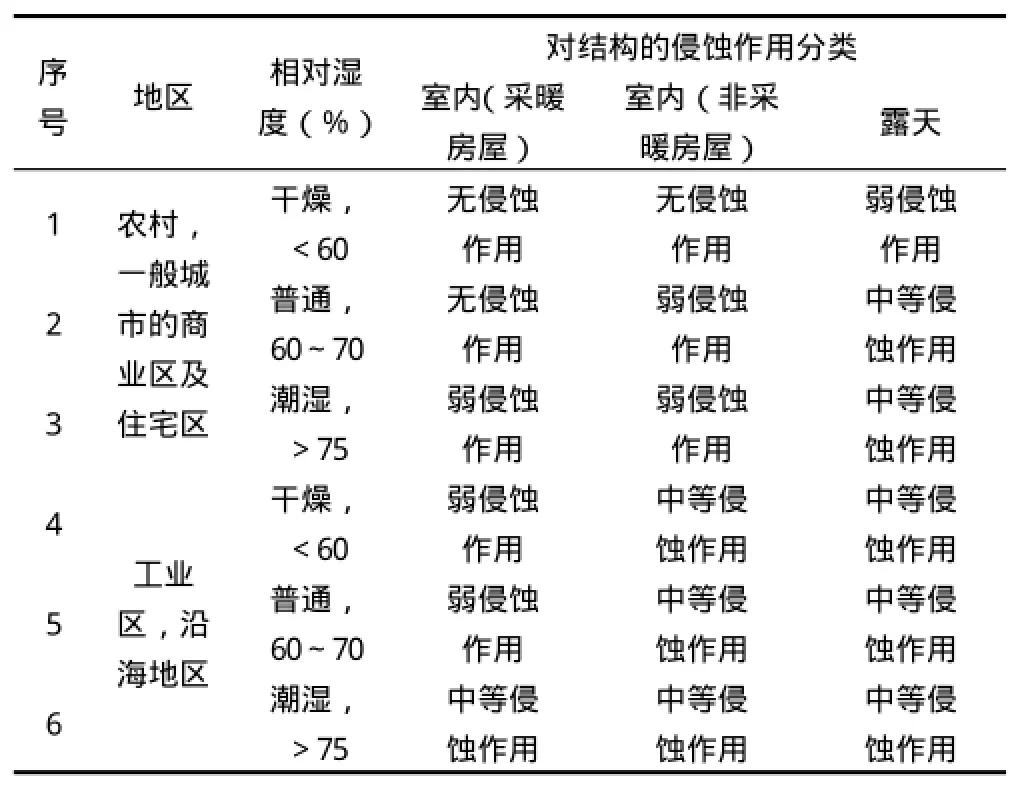
外界條件對鋼結構的侵蝕作用分類 表1
注意事項:鋼構件表面的涂裝系統應相互兼容。涂裝施工時,應采取相應的環境保護和勞動保護措施。
2.2鋼結構腐蝕的主要原因
常溫下鋼鐵的腐蝕主要是電化學腐蝕。鋼結構在常溫大氣環境中使用,鋼材受大氣中水分、氧和其他污染物(未清理干凈的焊渣、銹層、表面污物)的作用而被腐蝕。大氣的相對濕度在60%以下時,鋼材的腐蝕是很輕微的;但當相對濕度增加到某一數值時,鋼材的腐蝕速度突然升高,這一數值稱為臨界濕度。常溫下,一般鋼材的臨界濕度為60%~70%。
當空氣被污染或在沿海地區空氣中含鹽時,臨界濕度都很低,鋼材表面容易形成水膜。此時焊渣和未處理干凈的銹層(氧化鐵皮)作為陰極,鋼結構構件(母材)作為陽極在水膜中發生電化學腐蝕。大氣中的水分吸附在鋼材表面形成的水膜是造成鋼材腐蝕的決定因素;大氣的相對濕度和污染物的含量是影響大氣腐蝕程度的重要因素。
2.3鋼結構腐蝕的防護方法
根據鋼材腐蝕的電化學原理,只要防止或破壞腐蝕電池的形成或強烈阻滯陰、陽極過程的進行,就可防止鋼材的腐蝕。采用防護層方法防止鋼結構腐蝕是目前通用的方法,常用的保護層有以下幾種。
2.3.1金屬保護層
金屬保護層是用具有陰極或陽極保護作用的金屬或合金,通過電鍍、噴鍍、化學鍍、熱鍍和滲鍍等方法,在需要防護的金屬表面形成金屬保護層(膜)來隔離金屬與腐蝕介質的接觸,或利用電化學的保護作用使金屬得到保護,從而防止腐蝕。
2.3.2化學保護層
通過化學或電化學方法使鋼材表面生成一種具有耐腐蝕性能的化合物薄膜,以隔離腐蝕介質與金屬的接觸,來防止對金屬的腐蝕。
2.3.3非金屬保護層
用涂料、塑料、搪瓷等材料,通過涂刷和噴涂等方法,在金屬表面形成保護膜,使金屬與腐蝕介質隔離,從而防止金屬的腐蝕。
2.4鋼材表面處理方式
鋼結構表面處理方法及質量要求:鋼結構表面的處理方法,可采用噴射或拋射除銹,手工和動力工具除銹,化學除銹或火焰除銹。建筑防腐蝕工程現場施工常采用:噴射或拋射除銹、手工和動力工具除銹。建筑構配件的車間制作常采用:噴射或拋射除銹、手工和動力工具除銹、化學除銹或火焰除銹。各種處理方法的質量要求如下。
2.4.1噴射或拋射除銹
噴射或拋射除銹等級,分為 Sal級、Sa2級、Sa2.5級和Sa3級。
Sal級:鋼材表面無可見的油脂和污垢,并且沒有附著不牢的氧化皮、鐵銹和油漆涂層等。
Sa2級:鋼材表面無可見的油脂和污垢,并且氧化皮、鐵銹和涂料涂層等附著物已基本清除,其殘留物是牢固可靠的。
Sa2.5級:鋼材表面無可見的油脂、污垢、氧化皮、鐵銹和涂料涂層等附著物任何殘留的痕跡應僅是點狀或條紋狀的輕微色斑。
Sa3級:又稱 “出白級”,是一種較為理解的狀態。對化工設備內表面防腐蝕需要有此規定,建筑防腐蝕鋼結構的處理一般沒有必要如此嚴格。
2.4.2手工和動力工具除銹
手工和動力工具除銹等級,分為 St2級和 St3級。
St2級:鋼材表面無可見的油脂和污垢,并且沒有附著不牢的氧化皮、鐵銹和涂料涂層等。
St3級:鋼材表面無可見的油脂和污垢,并且沒有附著不牢的氧化皮、鐵銹和料涂層等附著物。除銹等級應比 St2更為徹底,底材顯露部分的表面具有金屬光澤。
2.5防腐涂料的選擇
經過除銹后的鋼材表面在檢查合格后,應在要求的時限內進行涂裝,其防銹涂料的選用應符合以下規定。
①防銹涂層一般應有底漆、中間漆和面漆組成,選擇涂料時應考慮油漆與除銹等級相匹配,以及底漆和面漆的匹配組合。具體可參見表2。
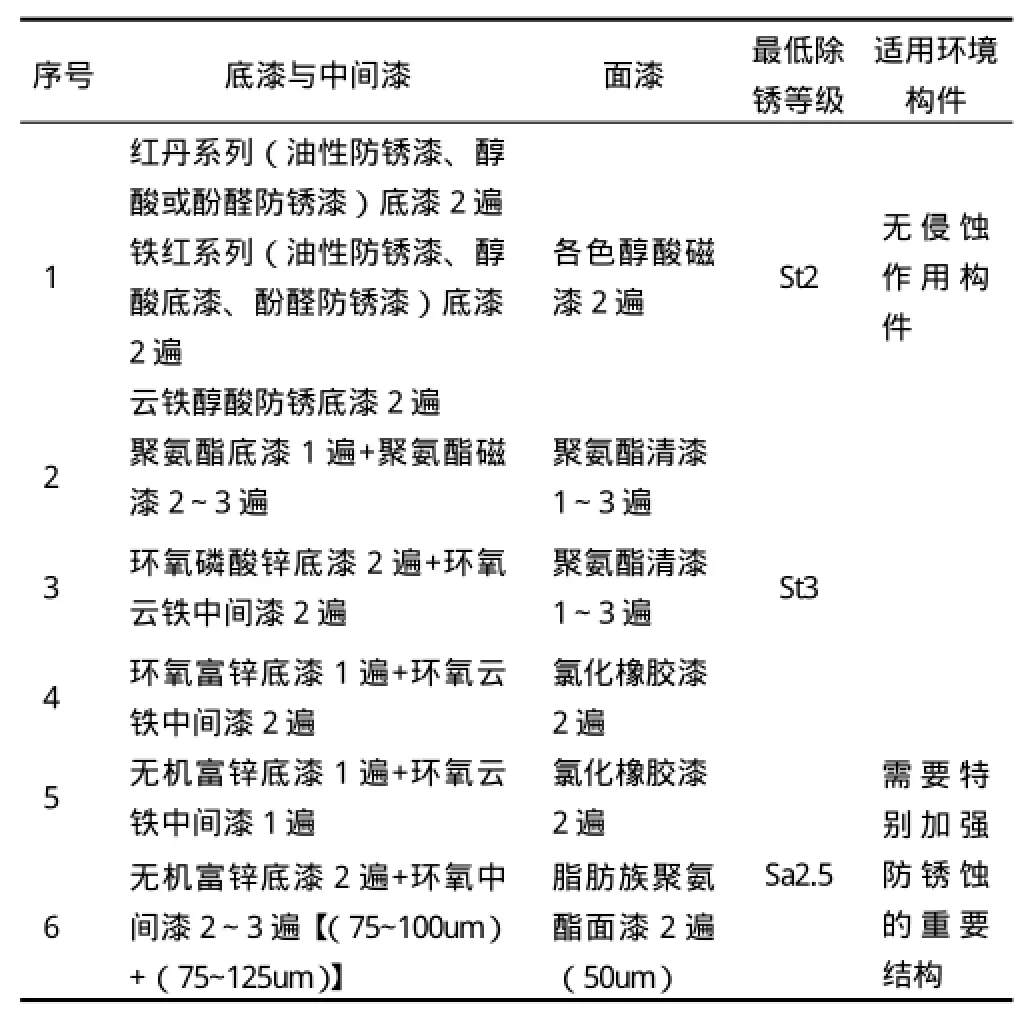
鋼結構常用底漆、中間漆和面漆的配套組合 表2
3 案例分析
南京站火車站雨棚經現場考察,由于火車站周圍的環境惡劣,火車內燃機排放的煙氣造成鋼結構部分銹蝕現象嚴重并伴存大量的油污,且部分原涂層有脫落開裂現象。該工程防腐涂裝底漆選用環氧磷酸鋅漆、中間漆選用環氧云鐵漆、面漆選用與主結構顏色相近的聚氨脂漆,鋼結構采用輥涂的方式進行涂裝。
涂裝工藝流程:表面手工除銹→檢查驗收→防銹底漆→中間漆→面漆→驗收。
3.1涂裝施工工藝
①先采用手工電動除銹,除去金屬表面堆積的脫落銹、油污,打磨至局部微露金屬基體,手工除銹要求達到St2級以上。
②用抹布去除表面銹粉及水露,施工爭取在30min之內完成。
③刷涂第一道環氧磷酸鋅底漆,要求干膜厚度>40μm。
④刷涂完成養護2h后,輥涂第二道環氧磷酸鋅底漆,要求干膜總厚度達到80μm。
⑤養護2h后,輥涂環氧云鐵中間漆一道,(要求來回輥涂),施工完畢,中間漆施工一道厚度為30μm。
⑥刷涂完成養護1h后,輥涂第二道環氧云鐵中間漆,要求干膜總厚度達到140μm。
⑦養護1h后,輥涂聚氨脂面漆一道,(要求來回輥涂),施工完畢,一道厚度為30μm。
⑧刷涂完成養護1h后,輥涂第二道聚氨脂面漆,要求總干膜厚度≥200μm。
施工環境溫度為5℃~40℃,相對濕度為≤85%,工作表面溫度高于露點溫度3℃以上,不可在下雨時露天施工,涂裝后2h內漆膜不可淋雨;涂裝作業中如有灑潑于水泥地面,應及時沖洗干凈,以免影響地面美觀。
3.2涂裝效果(見圖3、4)

圖3 涂裝前

圖4 涂裝后
TU761.1+3
B
1007-7359(2016)03-0119-03
10.16330/j.cnki.1007-7359.2016.03.042
秦耀(1977-),男,上海人,畢業于合肥工業大學,工程師。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
北方建筑(2021年6期)2021-12-31 03:03:54
建材發展導向(2021年9期)2021-07-16 07:10:58
文苑(2020年10期)2020-11-07 03:15:36
現代裝飾(2020年6期)2020-06-22 08:43:12
現代裝飾(2020年4期)2020-05-20 08:55:08
中國公路(2017年15期)2017-10-16 01:31:54
福建農業科技(2016年10期)2016-03-07 09:46:49
