白車身焊接技術的研究進展*
2016-08-31 07:11:06崔洪剛汪永超
制造技術與機床 2016年8期
關鍵詞:規劃
崔洪剛 汪永超 唐 浩
(①廣東工業大學,廣東 廣州 510006;②河源廣工大協同創新研究院,廣東 廣州 517025)
?
白車身焊接技術的研究進展*
崔洪剛①汪永超②唐浩②
(①廣東工業大學,廣東 廣州 510006;②河源廣工大協同創新研究院,廣東 廣州 517025)
汽車白車身焊接在汽車工業中占有重要地位,隨著白車身焊接技術的發展和機器人在焊接生產線中的應用,提高了白車身焊接的質量和生產效率。由于汽車工業的不斷發展,對白車身焊接和焊接機器人提出更高的要求。這就需要解決單臺焊接機器人或多臺機器人組成的焊接系統出現干涉多、余量少的問題,同時使機器人快速、高效率地完成各個焊點的焊接任務。研究白車身焊接生產線中機器人的路徑規劃,具有重要的理論研究價值與廣闊的應用前景。
白車身;焊接;機器人;路徑規劃
針對這些要求,機器人的出現為汽車白車身的焊接過程帶了新的發展,采用機器人技術,可以降低制造成本,提高設備利用率和工作效率,提高焊接質量,為實現柔性自動化生產注入前所未有的生機。
1 焊接技術的發展現狀
1.1焊接技術的發展現狀
目前,隨著焊接技術的發展,各大汽車生產廠家的白車身焊接從傳統的電阻焊技術,輔助以少量的弧焊工藝逐漸向激光焊接技術、機器人焊接技術、等離子焊接技術、膠接電焊技術等新型焊接技術轉變。
新型電阻焊技術,包括中頻電阻焊、伺服點焊鉗、一體式點焊鉗,更適應目前新型車身材料的焊接。中頻電阻焊能夠控制焊接質量,在配置新型控制器后,可以凈化焊接環境;能夠降低焊接壓力。伺服點焊鉗在高強度鋼板、鍍鋅鋼板、不同厚度工件的電焊中有著出色的應用。一體式點焊鉗,縮短了焊接二次回路,能夠節約能源降低維護成本,同時減少了強磁場對人體的傷害[3]。
激光焊接技術包括激光釬焊、激光熔焊、激光復合焊等,激光焊接的速度快,焊接深度大,產生的熱變形小,改善車身機械力學性能,而焊接設備裝置簡單。激光聚焦后,功率密度高,對難熔材料及異種材料有良好的焊接性能。非接觸式遠距離焊接使激光焊接靈活度高,焊接定位準確,可自動化程度高。如圖1所示,激光焊接技術在白車身頂蓋焊接中的應用[4]。

摩擦攪拌點焊技術(FSW spot welding)是英國焊接研究所(TWI)研發的專利焊接技術,能夠對不同材料的薄板進行點焊,非常適用于汽車鋁與鋼、鋁合金的車身件焊接。可進行不同焊接位置和多種接頭形式的連接。
冷金屬過渡焊接(cold metal transfer 簡稱 CMT)是在傳統電弧焊基礎上發展起來的精確控制型電弧焊方法和工藝,能夠在焊絲運動和熔滴過渡之間形成一個聯系,通過這個聯系能夠保證這種工藝實現熱輸入量小、變形小、無飛濺等特點[5]。
1.2機器人在焊裝生產線的發展現狀
采用MATLAB軟件,對成都地鐵4號線來龍站—明蜀王陵站間的追蹤間隔進行了模擬計算,發現在不對緊急制動距離進行優化時,正線的追蹤間隔為100 s(見圖5);當在列車進站前450 m的區域設置36 km/h的功能限速時,可得到最小的追蹤間隔78 s(見圖6);當功能限速值更低或限速區域更長時,不會再降低追蹤間隔,反而會使得追蹤間隔增大。
汽車車身焊裝線從最初的使用懸掛式點焊機進行人工作業,發展到多點自動焊接技術的運用和簡單的人工操作機械手作業,進入20世紀以來,高度自動化、柔性化、多工位混流機器人焊裝自動線已經成為汽車白車身焊裝的主流。目前機器人在白車身焊裝生產線中的應用主要有:點焊、弧焊、滾邊、搬運、裝配、檢測等[6]。
國外在機器人焊裝線方面的研究應用處于領先地位,在美國、日本、德國等汽車工業較為發達的國家,機器人在汽車焊裝線中的應用已經極為普遍和成熟。美國通用汽車的機器人焊裝自動線,使用“模塊化”和“柔性化”設計車身焊接夾具,使得焊裝線使用更為靈活,能夠適應多種車型的焊裝。德國大眾(Volkswagen)汽車公司的“高爾夫”、“寶來”焊裝廠使用混流柔性焊裝線,采取先進焊接技術,日產量達到2 400輛。目前,國外機器人在焊裝生產線中的應用發展有如下幾個趨勢:由適用于單一車型向著適用多車型的柔性化發展;焊裝線裝備結構和控制方法向著結構復雜、機器人系統集成控制發展;由人工作業、半自動化作業向著系統集成控制的方向發展[7]。
我國這方面的研究起步較晚,但在機器人的整機設計、關鍵零部件及周邊設備的設計開發、機器人應用等方面取得了很大進展。資料顯示,2014年全國工業機器人銷售 3.7 萬臺,汽車行業運用最多,焊裝生產線是使用機器人最多的部位。湖北恒力達焊接裝備公司為東風小康重慶工廠 SUV 車型生產的焊裝生產線,整體自動化程度超過 60%。可在兩分半鐘內,將一堆沖壓鋼板經過底盤、側圍、頂蓋、總拼等工位,焊成一臺完整的白車身。圖2所示為寶馬鐵西工廠的焊裝生產線,該生產線高度自動化,智能化,采用了最新的焊接技術,極大地提高了焊裝效率和焊裝質量。
我國在機器人焊裝生產線方面的研究應用現狀主要表現在以下幾個方面:設計開發的機器人焊裝生產線及機器人工作站的整體性能與國外水平有一定差距;焊裝線系統控制在生產線的多級、多總線控制及聯網水平方面仍較為落后;大型、專業的應用工程軟件的開發基本處于空白;目前研究重點在機器人作業系統的周邊裝備及控制系統上。總之,我國機器人焊裝線的自動化程度及裝備的設計制造水平和國外先進水平仍有很大距離,焊裝生產線的關鍵技術和機器人設備的自主研發仍需進一步提升。

2 機器人焊接路徑規劃的研究現狀及分析
在焊裝生產線中,白車身焊接任務一般較為繁重,對單臺焊接機器人而言,滿足工作需求較為困難,所以一般需要多臺焊接機器人相互協作完成復雜的焊接任務。多臺焊接機器人系統中對單臺機器人本身要求不高,但需要整個系統在任務、空間與時間上有較好的分布性,在信息、資源和功能上能有一定互補。由于工位設備多,機器人工作空間有限,機器人與機器人難免發生干涉,因此焊裝機器人路徑規劃的研究是焊裝生產線的重要一環。通過合理規劃機器人焊接路徑,可以減少機器人工位的生產時間,縮短整體工時,提高生產效率,降低生產成本。
傳統的機器人焊接路徑規劃方法一般是由設計人員根據經驗、工位上的焊點數量及焊接順序,對相應的設備進行焊接程序設計,這種方法缺少嚴謹的數學理論依據,焊接方案也可能因人而異。涉及到多機器人協調加工時,易出現發生碰撞而損壞設備的情況,焊接順序設計不當,路徑復雜,影響整線生產等問題。而且需要反復調試機器人,效率較低下。傳統的路徑規劃方法大多存在收斂過快、易陷入局部最優和搜索率較低等缺陷。所以近年來,模糊控制、神經網絡和遺傳算法等智能方法被廣泛用于機器人的路徑規劃[8]。在實際的焊接過程中,有很多因素影響機器人焊接路徑,在用上述算法求得優化的路徑后,可以模擬實際的工作環境并模擬仿真其工作過程,進而增加安全性,縮短了機器人不工作時間,降低了成本等。
國外較早開始針對機器人路徑規劃問題的研究,取得了巨大的成果。自1975年以來國外學者先后提出遺傳算法、人工勢場法、蟻群算法、粒子群算法等智能算法。每種算法都有其適用的場合和優缺點。國內關于機器人路徑規劃算法的研究晚于國外。

劉海江, 張春偉, 姜冬冬[9]通過建立白車身焊接中機器人關節包絡的簡化模型,根據多機器人之間啟動時間的不同和焊點的先后順序,提出一種機器人干涉規避算法,該算法能夠解決多機器人在焊接生產線上的動態干涉問題。并使用ROB-CAD軟件建立了如圖3所示的KUKA機器人仿真模型,能夠通過仿真實際工作環境和工作過程驗證算法的真確性。
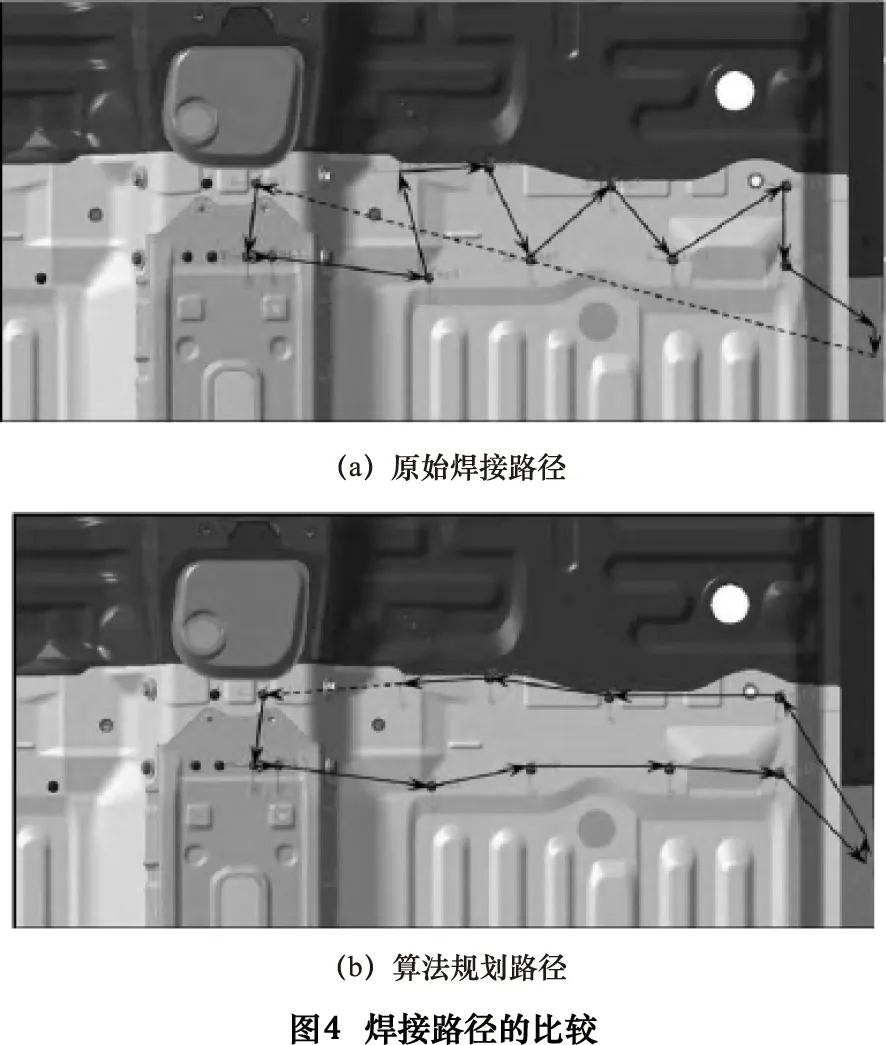
林巨廣, 湯東華[10]通過DELMIA仿真軟件以機器人補焊工作站為基礎,仿真分析了該機器人在電阻點焊中的應用情況,確定了機器人數量選型,空間布置,以及焊槍設計等內容。并通過對機器人焊接動作的模擬仿真分析,有效的避免了機器人運動過程中的干涉。林巨廣、陳甦欣、戴淮初等[11]使用DELMIA仿真軟件建立了白車身底板焊接工藝模型,對機器人焊接路徑進行了仿真分析,結合白車身底板焊接的特點,設計出蟻群算法的計算程序,從而優化了焊接路徑,并通過仿真分析驗證了蟻群算法的可行性。如圖4所示為使用蟻群算法對焊接路徑規劃的對比圖。
晁永生等[12]提出一種綜合運用遺傳算法和仿真分析的求解方法,合理規劃多焊接機器人的焊接路徑,分析各個焊點的焊接順序,以最短的工位時間為優化目標,建立焊接路徑的數學模型,采用自適應遺傳算法進行優化。同時在eM-power平臺上進行生產線的虛擬仿真,模擬優化后的路徑,并將模擬結果作為優化條件,調整焊點優先順序,直至焊接全程路徑最優。通過這種求解方法,有效地避免了焊槍與零件的干涉,提高了焊接的可靠性,大大縮短了路徑規劃的時間,同時也避免了在實際加工環境中因機器人與設備發生碰撞而損壞設備的情況發生,同時增加了焊接系統的柔性。如圖5所示為對焊接過程干涉情況進行優化前后的仿真分析對比圖。
吳迪[13]基于后端板兩道焊接工序路徑規劃的特點,結合前人對遺傳算法和蟻群算法對比研究的成果,使用基于路徑編碼的遺傳算法結合旅行商問題,處理后端板焊接工序一中的20個焊點;同時對后端板焊接工序二中44和88個焊點采用蟻群算法結合旅行商問題進行路徑規劃,并對比得出最優解。然后通過DELMIA仿真軟件搭建了點焊機器人工作站,對焊接工藝流程進行仿真分析,對機器人焊接路徑進行優化,找到最優的焊接方案。

趙碩[14]針對單臺焊接機器人的特點,建立焊接機器人路徑規劃的數學模型,采用粒子群算法對其進行路徑規劃,并求解旅行商問題,最后使用MATLAB軟件驗證求解的正確性。同時分析了多臺焊接機器人路徑規劃的約束條件和目標,使用基于協同進化的粒子群算法對多臺機器人焊接路徑規劃的算法,分析多臺機器人工作時易出現的干涉問題,建立防干涉模型,在MATLAB中編寫程序,證明了多臺焊接機器人路徑規劃的合理性,并通過對ROBCAD二次開發實現對路徑規劃的仿真分析,再次驗證了基于協同的粒子群算法的有效性。
趙娜[15]采用一種將遺傳算法和蟻群算法相融合的算法:遺傳蟻群算法。這種算法同時兼具遺傳算法和蟻群算法的優點,可隨機搜索,具有全局收斂性,同時求解率較高。通過對白車身結構和側圍焊接工藝流程的分析,建立焊接任務規劃的數學模型,對單機器人焊接路徑進行優化,并以雅閣側圍點焊為對象對多機器人協調點焊系統進行了優化,在MATLAB軟件中進行分析,驗證了改進后遺傳蟻群算法的正確性。
國內學者通過對機器人焊接路徑建立數學模型,采用各種智能算法所建立的模型進行優化,得出最優路徑,同時使用仿真軟件建立模型進行仿真分析,進而驗證采用的智能算法對路徑規劃的有效性和正確性,同時能夠確定焊接過程最優路徑。
3 結語
目前國內外學者在白車身焊裝生產線的機器人應用上投入了大量研究。隨著焊接技術及機器人技術的發展,極大的提高了白車身焊接的質量和效率,同時更能適應現階段汽車工業對白車身焊接的要求。通過對機器人焊接路徑的規劃更能推進機器人的應用,提高生產效率和質量。但同時對機器人路徑規劃結果的評價指標較為單一,如何將評價指標有機綜合評價規劃結果仍有待研究。
[1]李斌. 白車身機器人焊裝線PLC控制系統架構研究[D]. 合肥:工業大學, 2010.
[2]王小川, 孫琦, 秦信武. 白車身新材料應用及制造工藝發展研究[J]. 汽車工藝與材料, 2015(3):10-15.
[3]許瑞麟, 朱品朝, 于成哉, 等. 汽車車身焊接技術現狀及發展趨勢[J]. 電焊機, 2010(5):1-18.
[4]許新培, 羅海國, 唐高中, 等. 汽車白車身制造先進技術研究-焊接技術[J]. 裝備制造技術, 2015(2):145-147.
[5]張雨芳. 冷金屬過渡技術的研究現狀分析[J]. 技術與市場, 2015,22(12):211.
[6]鄧志明. 機器人在汽車白車身焊接中的工程實現[J]. 科技經濟導刊, 2015(13):92-93.
[7]王瑋. 白車身機器人焊裝自動線關鍵裝備技術的研究[D].合肥:合肥工業大學, 2010.
[8]Reinhart G M U V W. A programming system for robot -based remote -laser -welding with conventional optics[J]. Manufacturing Technology, 2008,57(1):37-40.
[9]劉海江, 張春偉, 姜冬冬. 白車身焊接機器人干涉問題研究[J]. 機械設計, 2011(3):41-44.
[10]林巨廣, 湯東華. DELMIA在機器人白車身點焊工作站規劃設計中的應用[J]. 機械設計與制造, 2010(12):90-92.
[11]林巨廣, 陳甦欣, 戴淮初, 等. 蟻群算法在白車身底板焊接路徑規劃中的應用[J]. 焊接學報, 2015,36(1):5-9.
[12]晁永生, 劉海江. 白車身焊接機器人加工路徑優化和仿真[J]. 中國機械工程, 2010(4):442-445.
[13]吳迪. 轎車頂蓋橫梁及后端板點焊機器人工作站仿真分析[D]. 長春:吉林大學, 2014.
[14]趙碩. 多機器人協同的焊接路徑規劃研究[D]. 合肥:合肥工業大學, 2015.
[15]趙娜. 白車身側圍焊裝線多機器人協調路徑規劃及節拍優化[D].天津:天津工業大學, 2014.
(編輯汪藝)
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
Research development of welding technology of body in white
CUI Honggang①,WANG Yongchao②,TANG Hao②
(①Guangdong University of Technology, Guangzhou 510006, CHN; ②Synergy Innovation Institute of GDUT, Guangzhou 517025, CHN)
The welding of body in white occupies an important position in the automotive industry. It could improve the quality and production efficiency of welding body in white with the development of welding technology and the application of robot in welding production line. Welding and welding robot was put forward higher request due to the continuous development of the automotive industry. This need to solve problem that composed of interference, less allowance about a single or welding system with more welding robots and make complete each solder welding robot tasks fast and efficient. The welding robot path planning in the production line has the important theoretical research value and broad application prospects.
body in white; welding; robot; path planning
TP242;TG409
A
10.19287/j.cnki.1005-2402.2016.08.002
崔洪剛,男,1976年生,講師,主要研究方向為智能制造、智能計算。
2015-02-03)
160813
*廣東省科技計劃:河源市優勢產業標準信息服務共享平臺研究(2015A040405007);國家火炬計劃項目:陽泉市科技型中小企業創新資源共享服務平臺(2015GH511343);廣東省科技計劃:瓷磚超高壓水切割和拼圖機器人系統的研發與應用(2015B090922003)
猜你喜歡
房地產導刊(2021年6期)2021-07-22 09:12:46
中國石油石化(2021年9期)2021-07-17 09:24:00
中國農民合作社(2020年12期)2020-12-18 09:09:58
公民與法治(2020年11期)2020-07-25 02:02:06
河南水利年鑒(2020年0期)2020-06-09 05:43:30
領導決策信息(2018年50期)2018-02-22 06:17:16
商周刊(2017年5期)2017-08-22 03:35:26
制造技術與機床(2017年3期)2017-06-23 08:11:34
中國衛生(2016年2期)2016-11-12 13:22:16
華東科技(2016年10期)2016-11-11 06:17:41
