發動機氣缸頭氣門精加工專用機床設計*
2016-08-31 08:35:15肖鐵忠
制造技術與機床 2016年8期
肖鐵忠 黃 娟 羅 靜
(①四川工程職業技術學院車輛工程系,四川 德陽 618000;②重慶理工大學機械工程學院,重慶400054 )
?
發動機氣缸頭氣門精加工專用機床設計*
肖鐵忠①黃娟①羅靜②
(①四川工程職業技術學院車輛工程系,四川 德陽 618000;②重慶理工大學機械工程學院,重慶400054 )
通過分析發動機氣缸頭氣門精加工精度要求,確定了氣門的精加工工藝方案。根據工藝方案,制定了專用機床的整體布局方案,并對機床關鍵部件——專用夾具、專用數控滑臺及專用主軸箱等的結構進行了設計,說明了各自的工作原理。此專用機床已在重慶某企業投產使用。通過實際加工實驗,氣門各項精度均達到企業的技術要求,氣缸頭的生產節拍為0.63 min/件,實際生產能力達到30萬件/年以上。
發動機氣缸頭;氣門;精加工;專用機床
氣缸頭氣門是發動機的配氣元件,是發動機動力源泉的重要保證之一[1-2],氣缸頭更是發動機的重要部件之一,其精度將直接決定發動機的整體性能[3-4]。在氣缸頭加工過程中,導管孔與座圈孔的加工是最關鍵的工序之一,其加工質量將直接影響發動機的整體品質,因而其尺寸精度及形位精度要求通常都較高,對其加工工藝及工藝設備等均提出了較高的要求[5-6]。為保證加工質量,企業一般選擇高精度加工中心加工,但是無法滿足大批量生產的要求[7-9]。重慶某企業氣缸頭的年生產量在12萬件左右,屬于大批量生產,故需要設計針對此工序的專用夾具及機床,以滿足企業對加工精度及生產效率的要求。
1 工藝方案設計
1.1工件技術要求
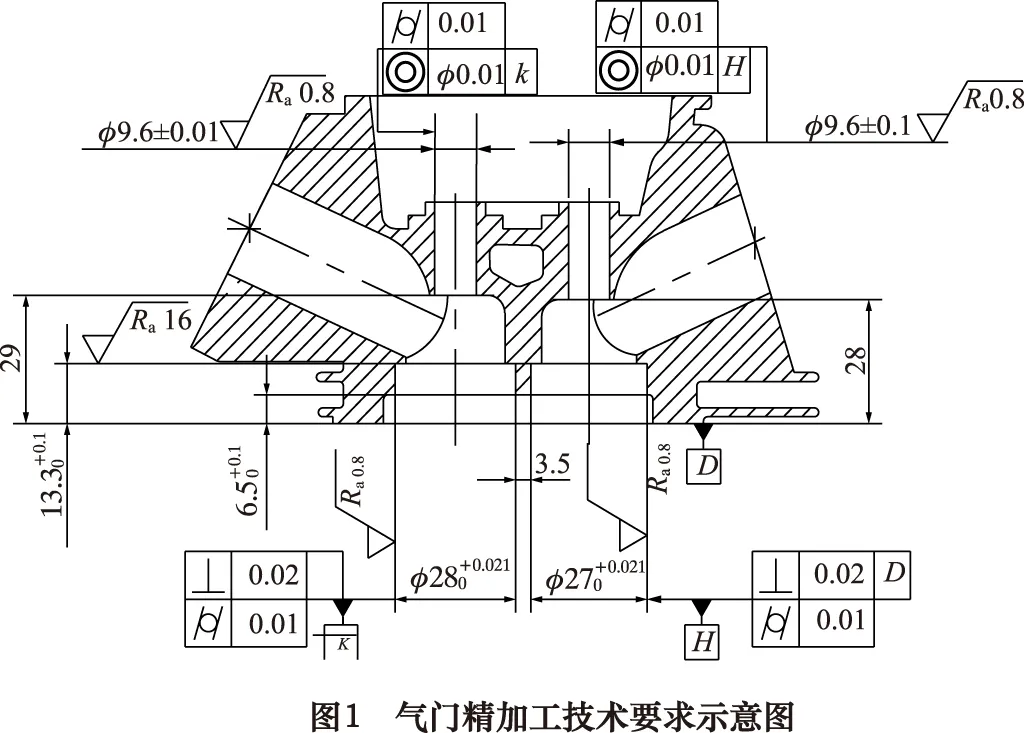
氣門精加工技術要求如圖1所示,主要技術要求如下:
(2)座圈孔與導管孔的圓柱度為0.01 mm,導管孔軸心線與座圈孔軸心線的同軸度為φ0.01 mm,座圈孔心線相對于氣缸頭底面的垂直度為0.02 mm。
(3)導管孔與座圈孔的表面粗糙度Ra=0.8 μm。
(4)導管孔與座圈孔軸心線與氣缸頭底面成77°夾角(見圖3)。
1.2工藝方案的確定
企業設計的氣缸頭生產綱領為12萬件/年,合格率為99.9%,針對氣門精加工,設計專用機床以滿足大批量生產需求。氣門導管孔精度要求較高,直接鉆削無法滿足精度要求,需在鉆削的基礎上再次精鉸;同理,座圈孔也需在粗鏜的基礎上進行精鏜;氣門軸線與氣缸頭底面成77°角,此角度由專用夾具保證;氣門兩座圈孔壁最小間隔為3.5 mm,如果在同一夾具上采用雙軸同時加工,刀具極易產生干涉,所以將氣門孔在同一機床的同一夾具上的兩個工位上雙軸同時加工,既防止干涉,也能提高生產效率;單個氣門由鏜鉸復合刀具同時完成。
2 機床方案
2.1機床布局
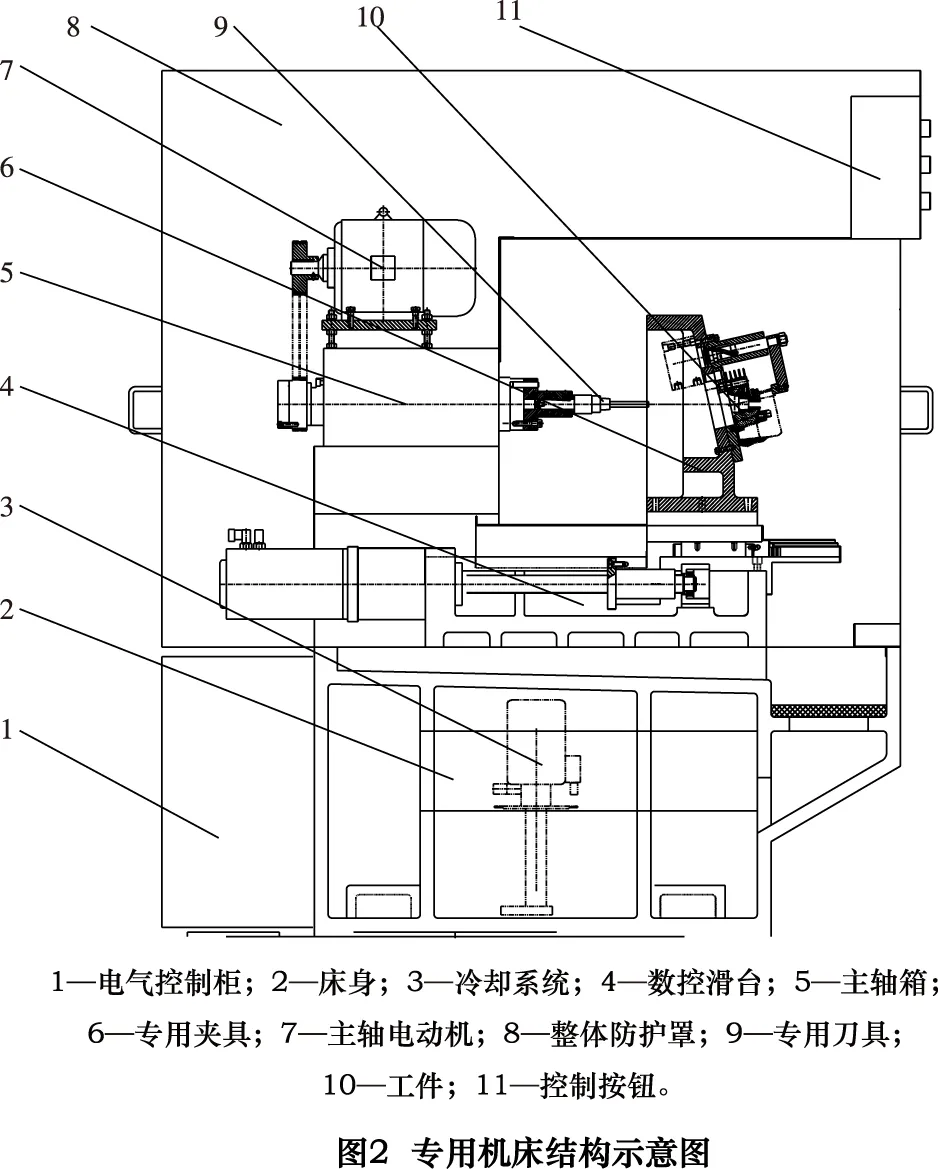
對于專用機床的布局,與通用機床有所不同,主要是根據工件的姿態進行設計。具體布局是根據工件設計夾具,又根據夾具對專用機床進行布局。本文所加工的工件為氣缸頭,綜合考慮專用機床各零部件結構、方便更換刀具、方便工件上下料、便于維護專用機床和技術經濟性等,確定出氣缸頭底面向左下方的姿態[10]。
設計的專用機床如圖2所示,機床主要由床身、數控滑臺、專用夾具、主軸箱、專用刀具、主軸電動機、控制系統、冷卻系統等組成。床身的上端直接安裝數控滑臺,驅動夾具做快移及進給運動;在數控滑臺的右上端安裝主軸箱,提供氣門加工時所需的主運動;在床身的右上端安裝專用夾具,用于工件的定位與夾緊,保證氣缸頭具有正確的位置;夾具上設置兩個工位,能同時裝夾兩個工件。
2.2工作循環
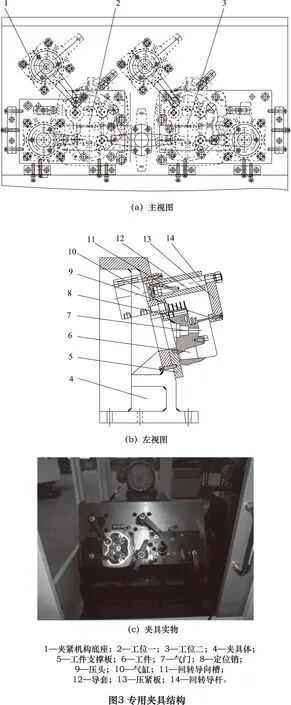
人工在專用夾具(如圖3所示)工位一與工位二上分別裝夾兩個工件,啟動自動加工程序,主軸電動機啟動,帶動兩個主軸旋轉,數控滑臺在伺服電動機的驅動下使夾具快移至工進位置,然后工進,分別完成工位一(工件1)上孔1及工位二(工件2)上孔2的氣門精加工,夾具退刀至起始位置,松開專用夾具夾緊機構,人工將工位一與工位二上的工件對調,自動夾緊后再次啟動自動加工程序,夾具在數控滑臺的驅動下完成工位一(工件2)孔1與工位二(工件1)孔2的精加工,退刀,人工下料并再次上料,如此循環往復,對氣門進行精加工。
3 機床關鍵零部件設計
3.1專用夾具
專用夾具如圖3所示,工件加工時由兩個φ10 mm的定位銷8與工件支撐板5構成定位裝置對工件進行完全定位,限制工件的六個自由度。為保證加工過程中正確的定位位置不變,每個工位設置兩個夾緊機構,夾緊機構由氣缸10、夾緊機構底座1、回轉導桿14、回轉導向槽11、導套12、壓緊板13及壓頭9等組成。氣缸向上運動時,推動夾緊機構使其處于圖示雙點劃線位置,松開工件,方便人工下料及工件定位;工件正確定位后,氣缸向下運動,拉緊夾緊機構對工件進行夾緊,保證加工過程中工件的正確定位位置固定不變,順利正確地完成氣門的精加工。
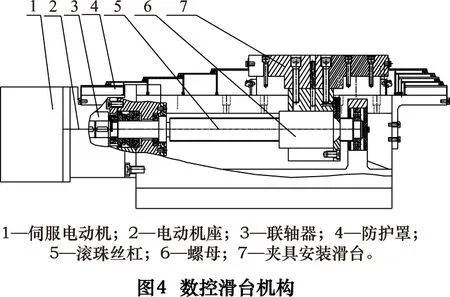
3.2數控滑臺
夾具的快移與工進運動由數控滑臺實現,數控滑臺由伺服電動機、聯軸器、滾珠絲杠螺母、主軸箱安裝滑臺等組成。夾具快移與工進數控滑臺系統結構如圖4所示,伺服電動機軸通過聯軸器與滾珠絲杠聯接,將動力傳遞至滾珠絲杠,滾珠絲杠通過螺母與夾具安裝座固結在一起,將滾珠絲杠的旋轉運動轉化為夾具的直線運動,實現夾具的快移與工進運動,數控滑臺快進與快退速度為6 m/min,工進速度為200 mm/min,重復定位精度為±0.1 mm。
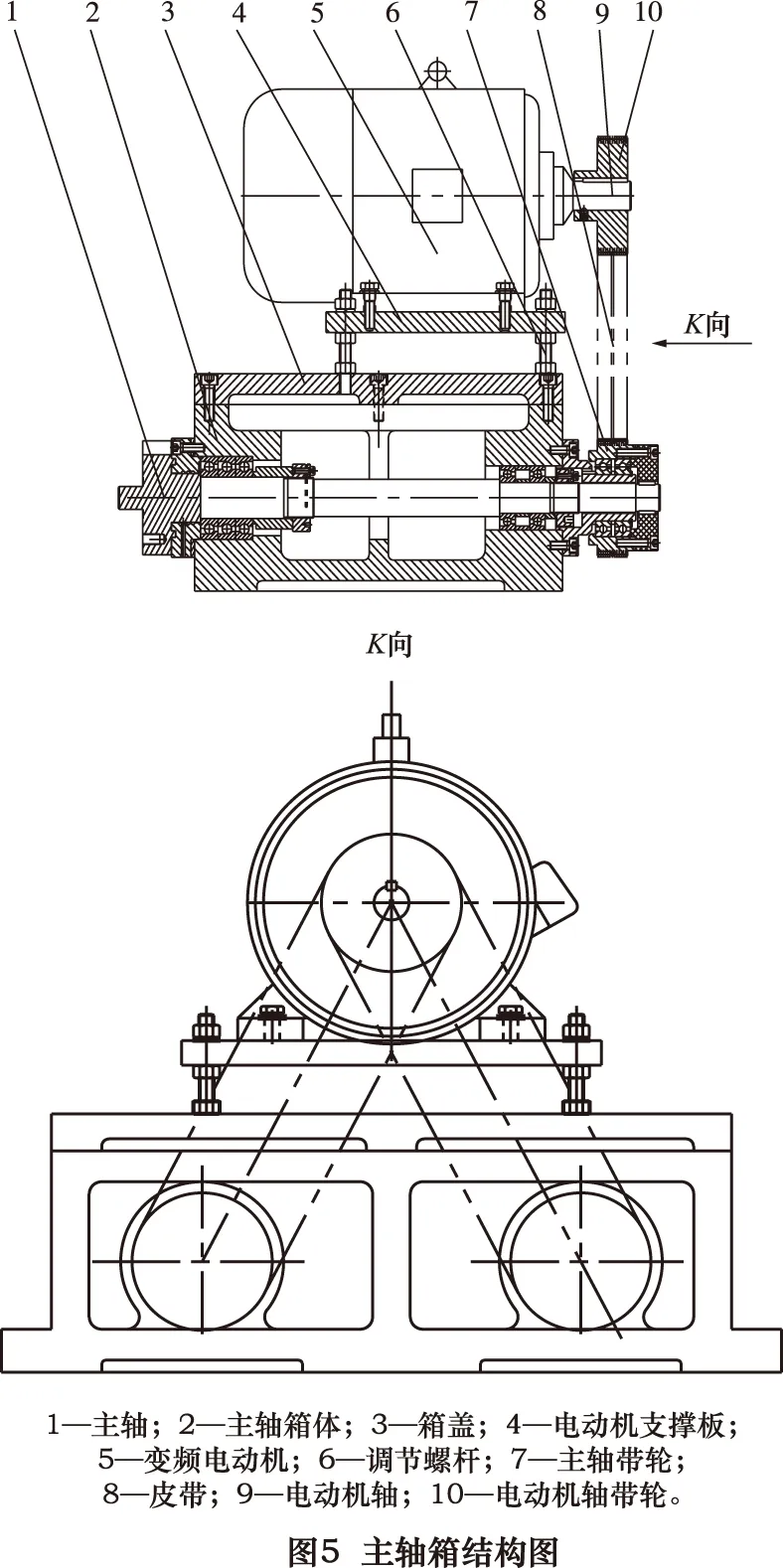
3.3主軸箱
主軸的旋轉運動是主運動,經加工實驗,精加工時刀具旋轉速度為1 000 r/min左右。本專用機床的主軸箱結構如圖5所示,采用雙主軸結構,以保證機床在循環加工時,主軸箱有2個主軸同時旋轉,帶動刀具旋轉,同時完成兩個工位上相應孔的加工。由圖5知,主軸箱部件由主軸、箱體、箱蓋、電動機支撐板、變頻電動機、調節螺桿、皮帶傳動機構等組成;變頻電動機安裝在電動機支撐板上,支撐板通過4個調節螺桿安裝在箱蓋上,通過調整調節螺桿上的螺母可以調節皮帶傳動機構的松緊程度;動力由變頻電動機5提供,經帶傳動機構將動力與運動傳遞給2個主軸,從而帶動刀具旋轉;通過改變變頻電動機的頻率達到改變主軸轉速的目的,更換主軸前端的刀具,可以粗加工氣門,即本】機可以實現氣門的粗精加工。
4 結語
通過分析氣門精加工工藝技術要求,確定了雙工位雙軸精鏜加工工藝方案,在此基礎上確定了機床的整體方案,并對專用夾具、專用數控滑臺及專用主軸箱等機床的關鍵部件進行設計。經實際加工驗證,氣門的精度均超過技術要求標準,單件加工時間在0.7 min左右,實際生產綱領達到30萬件以上。本文所設計的專機結構簡單,自動化程度高,大大提高了加工精度及生產效率,對相關專用設備的研制具有一定的參考價值。
[1] 吳嘉明.摩托車發動機氣缸頭氣門鏜鉸數控專機的設計[J].組合機床與自動化加工技術,2002(11):67-69.
[2] 黃麗云.一種氣缸蓋氣門導管孔加工工藝[J].內燃機,2013(5):26-27.
[3] 李文迪,王合增,楊紅梅. 精銑缸體底面鉆鉸定位銷孔數控機床的研發[J]. 組合機床與自動化加工技術,2013(6):124-129.
[4] 李吉,賴玉活,馮月霞. 發動機氣缸鉆孔專用夾具設計[J]. 組合機床與自動化加工技術,2013(3):108-110.
[5] 羅靜,肖鐵忠,龔文君,等.發動機缸體曲軸孔加工專用鏜床設計[J].制造技術與機床,2013(9):76-79.
[6] 高志永,張斌,羅和平,等.發動機缸體曲軸孔加工工藝研究[J].機械工程師,2013(2):19-20.
[7]張曉輝. 專用數控銑床的研究設計[D].重慶:重慶大學,2013.
[8] 張學周. 臥式雙面銑前軸拳頭面專用機床[J].制造技術與機床,2013(7):60-62.
[9] 羅靜,趙勇,龔文均,等. 摩托車曲軸箱孔系鉆鉸多面加工專用機床設計[J].組合機床與自動化加工技術,2014(1):14-16.
[10] 苑春迎. 汽車發動機缸體雙金屬曲軸孔數控精密鏜孔機床的設計及研究[D].重慶:重慶理工大學,2012.
(編輯孫德茂)
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
Design of engine cylinder head valve finishing special machine
XIAO Tiezhong①,HUANG Juan①, LUO Jing②
(①Vehicle Engineering Department, Sichuan Engineering Technical College, Deyang 618000, CHN; ②College of Mechanical Engineering, Chongqing University of Technology, Chongqing 400054, CHN)
By analyzing finishing accuracy requirements of the engine cylinder head valve, finishing process scheme of the valve was determined. According to the process scheme, overall layout scheme of the special machine was formulated.Then the key components’ structure of the special machine was designed, including special fixtures, special CNC slider and special headstock, etc. In addition, their respective working principle was expounded. The designed process and the special machine tool were successfully implemented in an enterprise in Chongqing. Through the actual machining experiments, the valve precision met enterprise requirements, and the takt is of 0.63min / pc. The actual production capacity reaches more than 300000 / year.
engine cylinder head; valve; finishing process; special machine
TH122
A
10.19287/j.cnki.1005-2402.2016.08.007
肖鐵忠,男,1986年生,碩士,教師,研究方向為先進制造技術及裝備。
2016-04-26)
160818
*墊江縣汽摩配套產業發展分析與研究(CSTC2013JCCXB60001)
