高速銑削45鋼工件硬度對(duì)切削力及表面粗糙度影響的試驗(yàn)研究
2016-08-31 07:11:24郝清龍孔維森侯和龍李春風(fēng)王宇飛王文龍
制造技術(shù)與機(jī)床 2016年8期
郝清龍 孔維森 侯和龍 曹 碩 李春風(fēng) 王宇飛 王文龍
(①承德石油高等專科學(xué)校工業(yè)中心,河北 承德067000;②上海航天設(shè)備制造總廠,上海 201108)
?
高速銑削45鋼工件硬度對(duì)切削力及表面粗糙度影響的試驗(yàn)研究
郝清龍①孔維森②侯和龍①曹碩①李春風(fēng)①王宇飛①王文龍①
(①承德石油高等專科學(xué)校工業(yè)中心,河北 承德067000;②上海航天設(shè)備制造總廠,上海 201108)
通過對(duì)45鋼高速銑削試驗(yàn),研究了工件材料硬度對(duì)切削力以及工件表面粗糙度的影響趨勢(shì)。結(jié)果表明,當(dāng)工件硬度低于HRC50時(shí),隨工件硬度的增大,切削力減小、表面粗糙度增大;而工件硬度高于HRC50時(shí),隨著工件硬度的增加,切削力增大,表面粗糙度值減小。提出了切削硬度的概念,揭示了切削過程中材料硬度的變化機(jī)理,對(duì)以上影響規(guī)律進(jìn)行了合理的解釋,同時(shí)對(duì)工件硬度、切削溫度、粗糙度、切削力之間的內(nèi)在相互作用進(jìn)行了分析。
表面粗糙度;切削力;銑削;工件硬度;切削硬度
在零件的設(shè)計(jì)加工過程中,表面粗糙度不僅是設(shè)計(jì)過程中的重要技術(shù)要求之一,同時(shí)也是衡量加工質(zhì)量的重要指標(biāo)[1]。表面粗糙度對(duì)零件的疲勞強(qiáng)度、接觸剛度、耐腐蝕性以及零件之間的配合等有著重要的影響,因此對(duì)切削加工過程中表面粗糙度的研究不僅具有較大的理論意義,而且具有一定的實(shí)用價(jià)值。
劉獻(xiàn)禮通過車削試驗(yàn)研究了工件硬度對(duì)于表面粗糙度和切削力的影響趨勢(shì),確定了PCBN刀具硬態(tài)干切GCr15時(shí)的臨界硬度[2]。同時(shí)劉獻(xiàn)禮等還利用PCBN刀具切削不同硬度淬硬軸承鋼,研究了工件硬度對(duì)切削溫度的影響規(guī)律,為制定PCBN刀具切削淬硬軸承鋼的最佳切削規(guī)范提供了依據(jù)[3]。朱學(xué)超通過干式切削淬硬鋼SKD11試驗(yàn),對(duì)切削過程中切削量、工件硬度等對(duì)切削溫度的影響進(jìn)行了研究[4]。文東輝等通過PCBN刀具精密切削淬硬軸承鋼GCr15,研究了工件硬度對(duì)加工表面質(zhì)量的影響趨勢(shì)[5]。?zel T通過AISI H13淬硬鋼車削試驗(yàn)研究了工件硬度對(duì)表面粗糙度的影響。以上研究對(duì)工件硬度對(duì)表面粗糙度和切削溫度的影響規(guī)律進(jìn)行了詳細(xì)的研究,但是大部分研究?jī)?nèi)容只是停留在表象層面,對(duì)工件硬度、切削溫度、粗糙度、切削力之間存在的內(nèi)在相互作用分析不夠透徹。
本文以淬硬45鋼為研究對(duì)象,通過一系列的45鋼高速銑削試驗(yàn),研究了高速銑削過程中工件硬度對(duì)表面粗糙度以及切削力的影響規(guī)律,并提出切削硬度的概念,揭示了切削過程中材料硬度的變化機(jī)理,闡述了工件硬度、切削溫度、粗糙度、切削力之間的內(nèi)在相互作用。
1 高速銑削45鋼試驗(yàn)
1.1試驗(yàn)材料與設(shè)備
高速銑削試驗(yàn)在東昱CMV-850A立式加工中心上進(jìn)行(機(jī)床主軸轉(zhuǎn)速最大8 000 r/min,三軸最大切削進(jìn)給速度10 m/min);銑削刀具采用機(jī)夾式刀具(刀具直徑d=20 mm,2刃,刀具前角-7°),其中刀片為瑞士LAMINA RCMT數(shù)控銑削刀片,刀桿采用臺(tái)灣SKIF TRP-5R2525-160刀桿。工件材料為經(jīng)過熱處理后硬度分別為30、40、50、55、60的45鋼(長(zhǎng)方體)。加工方式為平面干式銑削。測(cè)力系統(tǒng)為大連理工大學(xué)研制的YDXM-Ⅲ97型三向壓電石英測(cè)力儀,粗糙度測(cè)量采用日本SE-3H表面粗糙度測(cè)量?jī)x。
試驗(yàn)現(xiàn)場(chǎng)如圖1所示,表面粗糙度以及切削力采集如圖2、3、4所示。
1.2試驗(yàn)過程
本文采用單因素試驗(yàn)法,分別對(duì)硬度為30、40、50、55、60 HRC的5種工件進(jìn)行干式銑削加工,每次銑削加工僅改變工件材料的硬度,其他切削因素不變,選用的切削速度分別為150 m/min 和350 m/min。本文主要研究工件材料硬度對(duì)切削力和已加工表面粗糙度的影響,為了規(guī)避銑削顫振對(duì)切削力和表面粗糙度造成的附加影響,故選擇較小的切削深度和進(jìn)給量(切削深度為0.06 mm、進(jìn)給量為0.06 mm/r),共進(jìn)行10組單因素試驗(yàn)。為避免銑削過程中銑刀磨損造成的切削力和工件表面粗糙度誤差,每進(jìn)行一組試驗(yàn)后均更換一組新的刀片重新進(jìn)行切削。表面粗糙度的評(píng)定以輪廓偏距絕對(duì)值的算術(shù)平均值Ra作為測(cè)量標(biāo)準(zhǔn),在進(jìn)行粗糙度測(cè)量時(shí),粗糙度測(cè)量?jī)x沿垂直于切削進(jìn)給的方向放置,在已加工表面隨機(jī)選取選擇3個(gè)不同的點(diǎn)測(cè)量并記錄其相應(yīng)的粗糙度值,取測(cè)量值的算術(shù)平均值作為該次試驗(yàn)獲得的表面粗糙度值。
1.3試驗(yàn)結(jié)果
通過45鋼高速銑削單因素試驗(yàn),測(cè)得不同工件硬度條件下的切削力和加工表面粗糙度如表1所示。
表145鋼銑削加工單因素試驗(yàn)結(jié)果
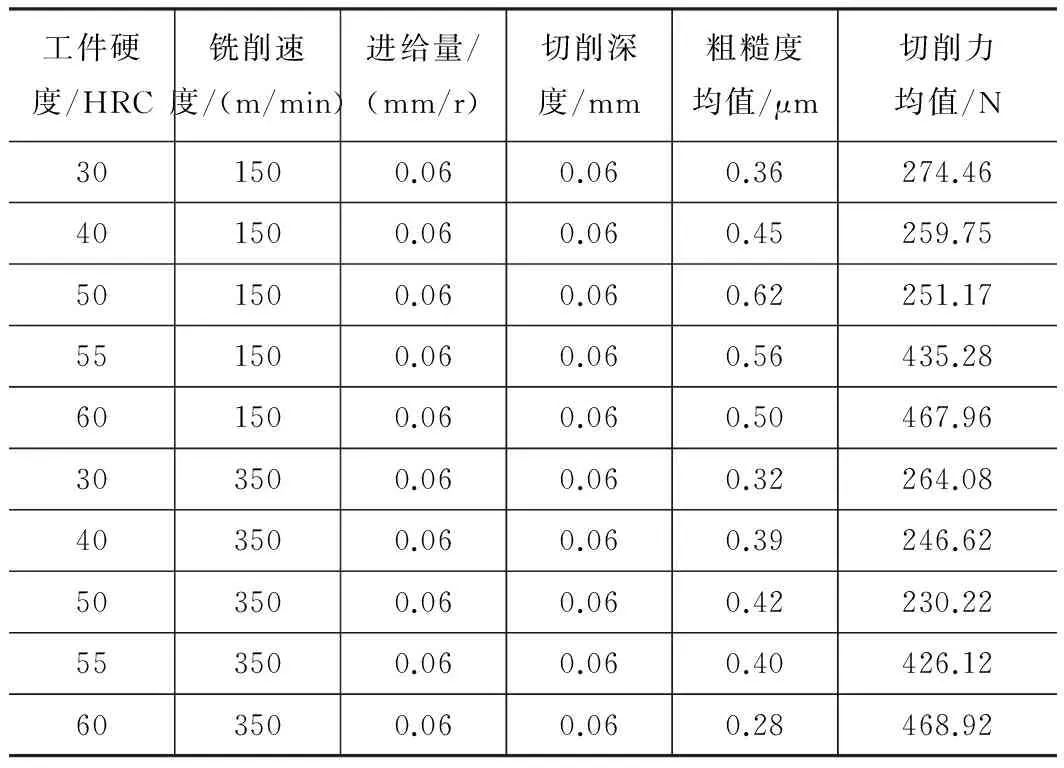
工件硬度/HRC銑削速度/(m/min)進(jìn)給量/(mm/r)切削深度/mm粗糙度均值/μm切削力均值/N301500.060.060.36274.46401500.060.060.45259.75501500.060.060.62251.17551500.060.060.56435.28601500.060.060.50467.96303500.060.060.32264.08403500.060.060.39246.62503500.060.060.42230.22553500.060.060.40426.12603500.060.060.28468.92
2 工件硬度對(duì)切削力、表面粗糙度的影響規(guī)律分析
2.1工件硬度對(duì)切削力、表面粗糙度的影響規(guī)律
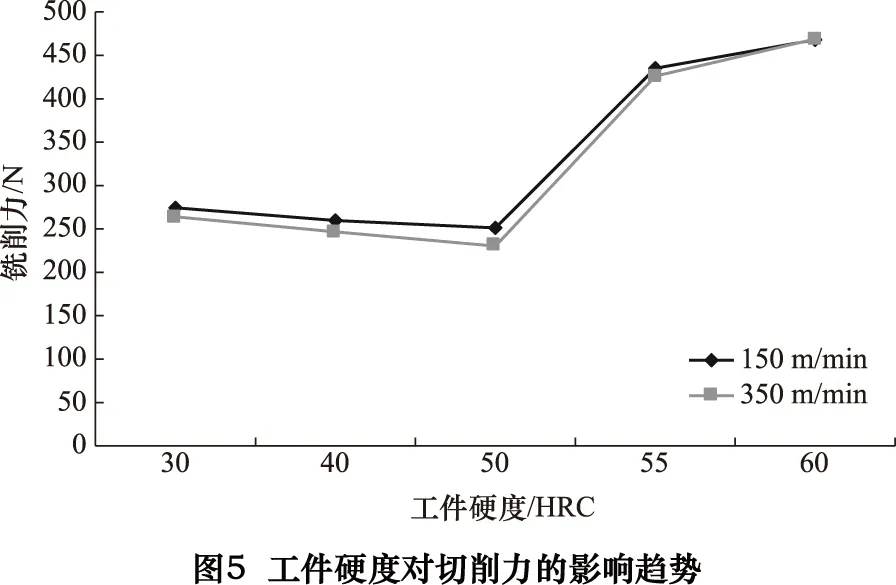
兩種切削速度條件下,工件硬度對(duì)切削力的影響規(guī)律如圖5所示。
由表1及圖5可知,切削速度為150 m/min和350 m/min時(shí),工件硬度對(duì)切削力的影響規(guī)律均表現(xiàn)為:當(dāng)工件硬度低于50 HRC時(shí),隨工件硬度的增高,切削力隨之減小;當(dāng)工件硬度高于50 HRC時(shí),隨著工件硬度的增高,切削力隨之增大。因此,銑削硬度高的工件并不意味著其切削力就大,此觀點(diǎn)與文獻(xiàn)[4]中試驗(yàn)得到的結(jié)論是相一致的。
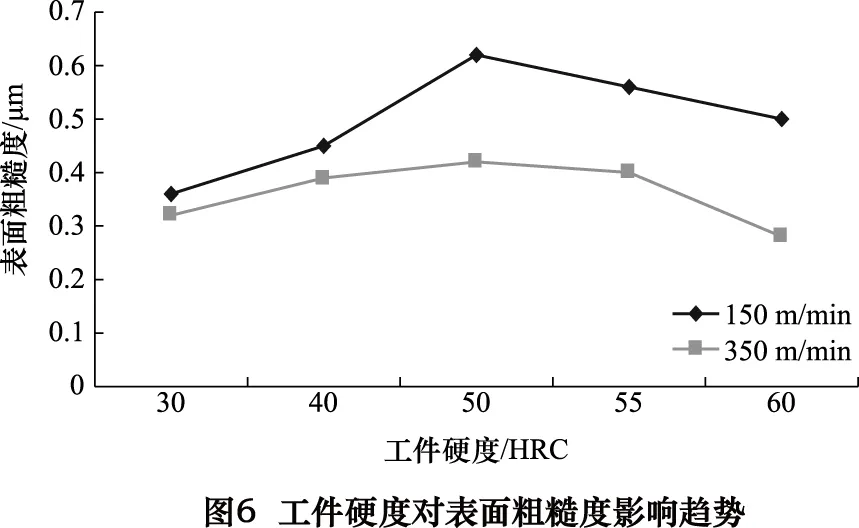
兩種切削速度下,工件硬度對(duì)已加工工件表面粗糙度的影響規(guī)律如圖6所示。
由表1及圖6可知,針對(duì)兩種切削速度,均在工件硬度為50 HRC左右時(shí)獲得的表面粗糙度達(dá)到了最大值,并且當(dāng)工件硬度低于50 HRC時(shí),表面粗糙度值隨工件硬度的增高而增大,當(dāng)工件硬度高于50 HRC時(shí),隨著工件硬度的增高,表面粗糙度值卻隨之減小。
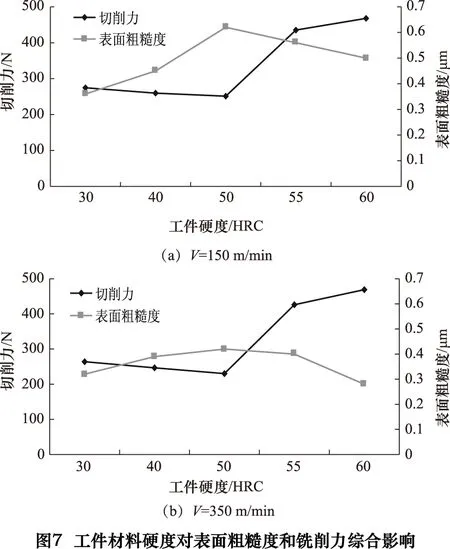
將相同銑削條件下切削力和表面粗糙度的變化趨勢(shì)放置于同一張圖上,可得到相同銑削條件下工件材料硬度對(duì)表面粗糙度和銑削力綜合影響趨勢(shì),如圖7所示。
由圖7可以看出,45鋼高速銑削加工過程中,工件的切削力和表面粗糙度之間存在一定的負(fù)相關(guān)關(guān)系。以工件硬度50HRC為臨界點(diǎn),當(dāng)工件硬度低于50HRC時(shí),隨著工件材料硬度的增高,切削力減小,而表面粗糙度值逐漸增大;當(dāng)工件硬度高于50HRC時(shí),隨著工件硬度增高,切削力增大,而工件表面粗糙度值卻逐漸減小。
2.2切削硬度
為解釋該現(xiàn)象,引入并定義切削硬度的概念。切削硬度是指在切削加工過程中,工件切削區(qū)域在切削熱、應(yīng)力、應(yīng)變等因素影響下的硬度。工件切削硬度不僅與工件原始硬度相關(guān),而且還受到切削過程中產(chǎn)生的切削熱、應(yīng)力、應(yīng)變的影響,是切削過程中工件的瞬時(shí)硬度,其大小等于工件常溫硬度(即工件原始硬度)與切削瞬時(shí)溫度、應(yīng)力、應(yīng)變等因素對(duì)工件硬度削弱程度的差值。其表達(dá)式為
HC=H-HT
(1)
式中:HC為工件切削硬度;H為工件常溫下硬度;HT為切削熱、應(yīng)力、應(yīng)變等因素對(duì)工件硬度的削弱程度,其數(shù)值可正可負(fù)。切削熱對(duì)材料硬度的影響主要表現(xiàn)為熱軟化作用,因此對(duì)材料硬度有削弱作用;而應(yīng)力、應(yīng)變對(duì)切削加工的影響表現(xiàn)為加工硬化,因此,對(duì)材料硬度具有增強(qiáng)作用;因此,HT取正或負(fù)主要由切削過程中切削熱和應(yīng)力、應(yīng)變哪個(gè)因素占主導(dǎo)作用決定。
但是,切削加工是一個(gè)動(dòng)態(tài)變化的過程,因此工件切削硬度是個(gè)瞬態(tài)值,難以直接測(cè)得。當(dāng)工件切削硬度較低時(shí),對(duì)應(yīng)的切削力也小,反之亦然,即工件切削力與切削硬度存在一定的正相關(guān)關(guān)系。因此,換個(gè)角度講,可以用切削加工中測(cè)得的切削力來(lái)表征工件切削硬度。
由圖7可以看出,當(dāng)工件硬度低于50 HRC時(shí),隨著工件原始硬度的增高,切削力減小,即工件切削硬度降低。這是因?yàn)楣ぜ捕鹊陀?0 HRC時(shí),隨著工件硬度的增高,切削溫度逐漸升高,切削熱對(duì)材料的熱軟化作用占主導(dǎo)地位,并且隨著工件硬度的增高,切削熱對(duì)材料的軟化速率大于工件硬度的增高速率,因此實(shí)際切削硬度是降低的;切削高溫同時(shí)導(dǎo)致加工區(qū)域塑性流動(dòng)增強(qiáng),從而導(dǎo)致工件表面粗糙度值增大。根據(jù)文獻(xiàn)[4,7]以及試驗(yàn)中切削力變化趨勢(shì)推測(cè)45鋼發(fā)生絕熱剪切的臨界硬度應(yīng)在50 HRC左右。發(fā)生絕熱剪切時(shí),大部分切削熱被鋸齒形切屑帶走,工件加工區(qū)域受熱軟化作用不明顯,應(yīng)力、應(yīng)變對(duì)材料硬度的增強(qiáng)反而成為主導(dǎo)作用,并且,當(dāng)工件硬度高于50 HRC時(shí),工件硬度越高,絕熱剪切現(xiàn)象越明顯。因此,工件硬度高于50 HRC時(shí),隨著工件硬度的增高,切削熱對(duì)工件硬度的削弱作用逐漸減弱,從而導(dǎo)致切削硬度增高,切削力增大;同時(shí),絕熱剪切使切削區(qū)域的熱軟化作用逐漸減小,切削區(qū)域的塑性流動(dòng)減小,故切削加工表面粗糙度值減小。
3 結(jié)語(yǔ)
本文通過對(duì)45鋼高速銑削加工硬度單因素試驗(yàn),研究了45鋼高速銑削過程中,材料硬度對(duì)切削力以及工件表面粗糙度的影響規(guī)律,結(jié)論如下:
(1)工件硬度以50 HRC為臨界點(diǎn),當(dāng)工件硬度低于50 HRC時(shí),隨工件硬度的增高,切削力減小、表面粗糙度值增大;當(dāng)工件硬度高于50HRC時(shí),隨著工件硬度的增高,切削力增大,但是表面粗糙度值隨之減小。
(2)提出了工件切削硬度的概念,揭示了切削過程中材料硬度的變化機(jī)理,對(duì)工件硬度對(duì)切削力及表面粗糙度的影響規(guī)律進(jìn)行了合理的解釋,同時(shí)對(duì)工件硬度、切削溫度、粗糙度、切削力之間的內(nèi)在相互作用進(jìn)行了詳盡的闡述,為后續(xù)切削力和表面粗糙度的研究提供了新思路。
[1]王素玉,趙軍,艾興,等.高速切削表面粗糙度理論研究綜述[J].機(jī)械工程師,2004( 10) : 3-6.
[2]劉獻(xiàn)禮, 孟安, 陳立國(guó),等. 硬態(tài)干式切削GCr15時(shí)的臨界硬度[J]. 機(jī)械工程學(xué)報(bào),2000,36(3):13-16.
[3]劉獻(xiàn)禮, 孫靈敏, 徐廣輝,等. GCr15軸承鋼的切削溫度[J].軸承,1999 (7):30-32
[4]朱學(xué)超. 淬硬鋼SKD11硬態(tài)干式切削溫度試驗(yàn)研究[J]. 煤礦機(jī)械, 2008, 29(11):32-34.
[5]文東輝, 劉獻(xiàn)禮, 嚴(yán)復(fù)鋼,等. 用PCBN刀具精密切削GCr15淬硬軸承鋼[J]. 工具技術(shù), 2002, 36(3):11-13.
[6]龐俊忠, 王敏杰, 吳伏家,等. 高速銑削P20淬硬鋼的試驗(yàn)研究[J]. 中北大學(xué)學(xué)報(bào):自然科學(xué)版, 2008, 29(5):399-404.
[7]?zel T, Hsu T K, Zeren E. Effects of cutting edge geometry, workpiece hardness, feed rate and cutting speed on surface roughness and forces in finish turning of hardened AISI H13 steel[J]. International Journal of Advanced Manufacturing Technology, 2005, 25(3-4):262-269.
[8]李國(guó)和, 王敏杰, 段春爭(zhēng). 正交切削淬硬45鋼絕熱剪切臨界條件實(shí)驗(yàn)研究[J]. 大連理工大學(xué)學(xué)報(bào),2011(4): 518-524.
(編輯汪藝)
如果您想發(fā)表對(duì)本文的看法,請(qǐng)將文章編號(hào)填入讀者意見調(diào)查表中的相應(yīng)位置。
Experimental research on the influence of workpiece hardness on cutting force and surface roughness while milling 45 steel at high speed
HAO Qinglong①, KONG Weisen②, HOU Helong①, CAO Shuo①, LI Chunfeng①, WANG Yufei①, WANG Wenlong①
(①Chengde Petroleum College, Chengde 067000, CHN; ②Shanghai Aerospace Equipment Manufacture Factory, Shanghai 201108, CHN)
Based on the experiments of high speed milling of 45 steel, the influences of material hardness on cutting force and surface roughness are investigated. The results indicate that, when the material hardness is less than HRC50, cutting force decreases meanwhile surface roughness increases with the increase of material hardness. Otherwise, when the material hardness is over HRC50, cutting force increases and surface roughness decreases with the increase of material hardness. The conception of cutting hardness is proposed, which reveals the mechanism of the change of material hardness during cutting process. A reasonable explanation of the influences of material hardness on cutting force and surface roughness is also given based on this conception. Meanwhile, the internal interaction of material hardness, cutting temperature, cutting force, surface roughness is analyzed.
surface roughness; cutting force; milling; materials hardness; cutting hardness
TG54
A
10.19287/j.cnki.1005-2402.2016.08.013
2016-01-12)
160824
猜你喜歡
體育科技文獻(xiàn)通報(bào)(2022年3期)2022-05-23 13:46:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年3期)2022-03-16 05:55:08
天津外國(guó)語(yǔ)大學(xué)學(xué)報(bào)(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機(jī)設(shè)計(jì)與研究(2019年4期)2019-05-21 07:21:24
汽車工程學(xué)報(bào)(2017年2期)2017-07-05 08:13:02
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國(guó)塑料(2016年3期)2016-06-15 20:30:00

- 制造技術(shù)與機(jī)床的其它文章
- 精誠(chéng)合作 休戚與共
——訪中國(guó)汽車工程學(xué)會(huì)副秘書長(zhǎng)韓鐳 - 突破常規(guī) 光芒四射
——2016年山特維克可樂滿新聞發(fā)布會(huì) - 智能自動(dòng)化 重塑生產(chǎn)力
——埃馬克召開CIMES2016新聞發(fā)布會(huì) - 深耕細(xì)作 內(nèi)容為王
——巨能機(jī)器人2016年工廠開放日活動(dòng)在銀川舉行 - 新工藝 新技術(shù) 新思路
——訪上海麥迅機(jī)床工具技術(shù)有限公司總經(jīng)理薛俊倫 - 兩化深融合 車企智升級(jí)
——2016數(shù)字化工廠國(guó)際研討會(huì)