高速磨削18CrNiMo7-6磨削力和比磨削能試驗研究*
2016-08-31 07:11:27劉昱范
制造技術與機床 2016年8期
劉昱范 王 棟 陳 鑫
(鄭州大學機械工程學院,河南 鄭州 450001)
?
高速磨削18CrNiMo7-6磨削力和比磨削能試驗研究*
劉昱范王棟陳鑫
(鄭州大學機械工程學院,河南 鄭州 450001)
以高速重載齒輪常用材料18CrNiMo7-6為對象,采用陶瓷CBN砂輪對其進行高速磨削工藝試驗。在測定磨削過程中的兩個重要參數——磨削力和比磨削能的基礎上,對試驗材料在高速磨削加工中磨削力與比磨削能的變化規律進行了研究。剖析了高速磨削條件下磨削用量(如砂輪線速度、磨削深度和工作臺進給速度)對磨削力以及比磨削能的影響,并建立了磨削力經驗公式,確定了磨削參數與磨削力之間的定量關系,為18CrNiMo7-6在高速磨削條件下磨削參數的選擇提供了依據。
高速磨削;磨削力;比磨削能;砂輪線速度;磨削深度;工作臺速度
磨削工藝以其高效精密的特點廣泛應用于各種機械加工,并且往往是齒輪加工的最后一道工序。高速磨削作為磨削工藝的一種新興技術,其砂輪線速度可達到45~150 m/s[1-3]。并且高速磨削可以顯著提高磨削效率與磨削質量,同時又能延長砂輪壽命,這些優勢使磨削工藝擴大了應用范圍。
現階段齒輪實際生產中的磨削速度尚未達到高速磨削,而粗劣的磨削條件會嚴重影響齒輪的使用性能。磨削力和比磨削能作為磨削過程中的重要參數,其大小將影響砂輪的磨削質量,是研究磨削精度和表面完整性的重要控制目標。無論是磨床的設計還是磨削工藝的制定與改進都需要知道磨削力和比磨削能。因此,對于魔削力和比磨削能的研究具有重要的理論與應用價值。由于目前國內外對齒輪材料高速磨削的研究甚少,因此,分別以砂輪線速度、工作臺進給速度、磨削深度為變量,針對齒輪常用材料18CrNiMo7-6,進行高速磨削工藝試驗,分析磨削力、比磨削能與磨削參數之間的關系,并通過建立磨削力經驗公式確定磨削參數與磨削力之間的定量關系,從而為齒輪材料高速磨削提供理論依據。
1 試驗裝置
1.1磨削試驗平臺
由于目前尚未有齒輪高速成型磨床,因此用高速平面磨床來模擬齒輪材料高速磨削過程。試驗在MKL7132X8/17型超高速平面磨床上進行,該磨床采用西門子840D五軸數控系統,磨削時能實現自動磨削循環,自動補償砂輪修整量,具有磨削成形精度高,型面表面質量好,磨削效率高等特點。主軸最高轉速達10 000 r/min,砂輪電動機功率為50 kW。
1.2 測力儀
試驗所用測力儀是由瑞士KISTLER公司生產的,型號為5233A。該測力儀是精密三向壓電晶體結構,在磨削過程中,三個方向的磨削力經過石英壓電晶體傳感器轉換成電信號,放大后再經A/D轉換將模擬電壓信號轉換成數字電壓信號。
磨削力檢測系統如圖1所示。
2 試驗條件
2.1試驗材料
試樣選用齒輪常用材料18CrNiMo7-6,其具有良好的加工性能與力學性能。為了使試驗更好地反映齒輪實際磨削加工,試樣熱處理工藝同齒輪實際熱處理工藝相同。使用拉伸試驗機對此齒輪材料進行拉伸試驗,性能如表1所示。
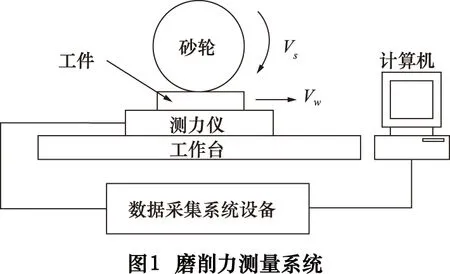
表1試驗材料及性能

材料熱處理方法抗拉強度/MPa屈服強度/MPa延伸率/(%)斷面收縮率/(%)試樣尺寸/mm18CrNiMo7-6滲碳淬火12201016169635×25×40
2.2磨削條件
2.2.1磨削方式及工藝參數
由于在相同的磨削條件下,順磨比逆磨的磨削力大,磨削溫度也要高。因而試驗采用平面逆磨的磨削方式[4]。磨削方式及工藝參數如表2所示。
表2磨削方式及工藝參數
砂輪線速度vs/(m/s)工作臺速度vw/(m/min)切削深度ap/mm磨削方式60~1602~60.01~0.05逆磨
2.2.2磨削液選擇
高速磨削時砂輪磨粒與工件之間高速切削與滑擦產生的高溫,會使工件表面產生燒傷,為了避免這種現象,結合試驗條件,采用GYSyn 256C磨削液。
2.2.3砂輪選擇
高速磨削工藝中常用的砂輪有CBN砂輪和金剛石砂輪[5-6]。試驗選用砂輪型號為V-CBN 14A1 400×40×127×5×15 ,V代表陶瓷結合劑,粒度為120/140,外徑為400 mm,砂輪寬度為40 mm,孔徑為127 mm,磨削層厚度為5 mm,磨削寬度為15 mm,砂輪允許最高線速度為200 m/s,修整方式為金剛石滾輪修整。
3 試驗結果和分析
3.1磨削環境對磨削力測量的影響
在高速磨削時由于磨床剛度不夠會產生振動,因此試驗采集信號時必須將較雜的信號過濾掉。且由于試驗當中磨削力測量系統固定在工作臺上,測力儀實際測量的磨削力包含了磨削液的水壓以及砂輪周圍氣壓對測力儀產生的磨削力附加值,導致測力儀示數偏大。因此為了保證所測磨削力的準確性,在處理磨削力時應減去水壓、氣壓產生的磨削力附加值。在一種試驗參數下完成磨削后,應對此種工況下磨削液的水壓、砂輪周圍氣壓進行測量。測量是在相應的砂輪線速度、工作臺速度以及砂輪磨削深度為零的條件下進行[7-8]。
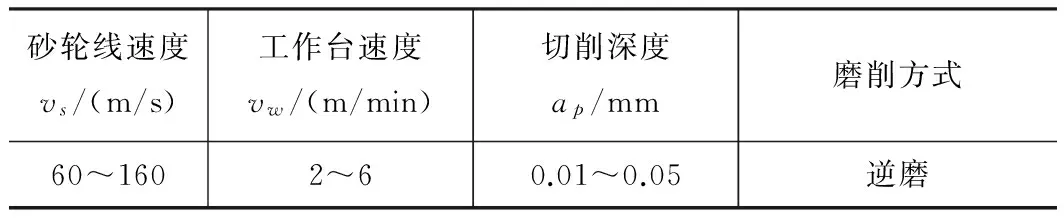
砂輪線速度為60 m/s,工作臺速度為4 m/min,磨削深度為0.02 mm時,磨削力信號經Matlab處理后如圖2所示。將試驗所得數據處理后,發現引入水壓和氣壓產生的法向磨削力附加值范圍為5~16 N,實際法向磨削力為55~130 N,誤差在10%左右。
3.2磨削力的計算
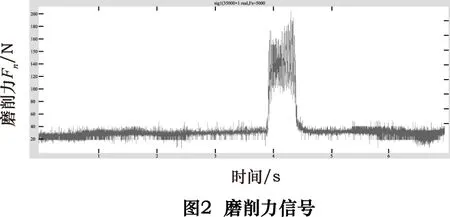
圖3為磨削力示意圖。其中,測力儀測得的水平方向磨削力為Fx,垂直方向磨削力為Fz,θ為轉角,ds為砂輪直徑,ap為磨削深度。由于隨著磨削深度的變化,工件與砂輪的接觸長度發生變化,工件表面與磨削弧區的夾角也隨之發生改變。因此,水平磨削力Fx和垂直磨削力Fz并不能代替真實的切向磨削力Ft與法向磨削力Fn。根據幾何關系,試樣的實際磨削力應由式(1)~(3)計算:
Fn=Fzcosθ-Fxsinθ
(1)
Ft=Fzsinθ+Fxcosθ
(2)
(3)
3.3磨削參數對磨削力的影響
3.3.1砂輪線速度對磨削力的影響
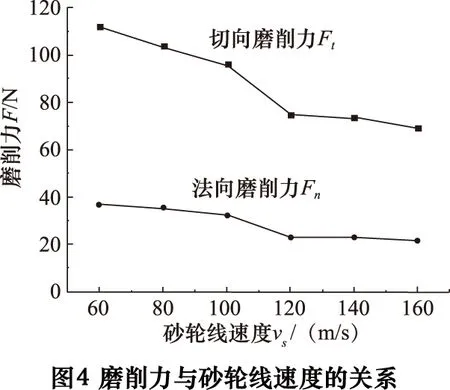
圖4反映了當工作臺速度為4 m/min,磨削深度為0.02 mm時,砂輪線速度與磨削力之間的關系。可看出:磨削力隨著砂輪線速度的增大而減小。這是因為砂輪線速度越高,單位時間內磨削區的總磨粒數越多,在材料磨除率不變的情況下,單顆磨粒的切削厚度變薄,因而磨削力減小。
3.3.2磨削深度對磨削力的影響
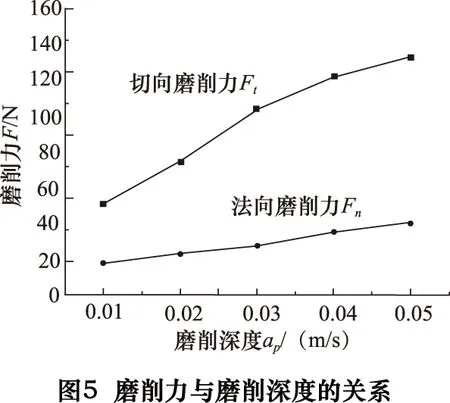
圖5反映了當砂輪線速度為120 m/s,工作臺速度為4 m/min時,砂輪磨削深度與磨削力之間的關系。可看出:磨削力與磨削深度呈正相關。這是因為當磨削深度增大時,砂輪與試樣接觸弧增長,因而使磨削力增大。
3.3.3工作臺速度對磨削力的影響
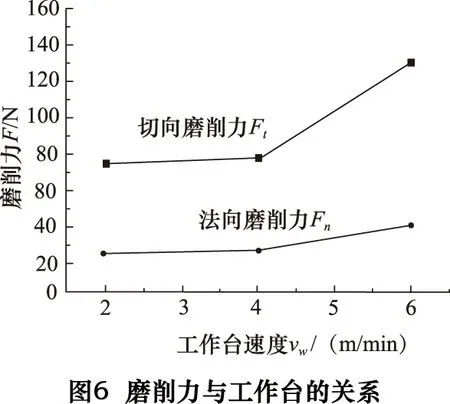
圖6反映了當砂輪線速度為120 m/s,磨削深度為0.02 mm時,工作臺速度與磨削力之間的關系。可看出:磨削力隨著工作臺速度的增大而增大。這是由于隨著工件速度的提高,單位時間內磨除的材料量增大,每個磨粒的切削厚度也會隨之增大,因而磨削力也增大。
3.4磨削力的經驗公式
現有的磨削力預測方法多是基于磨削試驗建立經驗公式,從而建立磨削力與各磨削工藝參數之間的關系。近年來,學者們提出了各種各樣的磨削力經驗公式[9-10]。本文針對齒輪常用材料18CrNiMo7-6,在試驗基礎上收集大量數據,采用角正回歸法,得到試驗材料在高速磨削條件下的磨削力經驗公式,如式(4)所示。
(4)
式中:Ft為切向磨削力,N;ap為磨削深度,mm;vs為砂輪線速度,m/s;vw為工作臺速度,m/min。當然,本文所得經驗公式只是在一定的試驗條件下得到的,在工程實踐中磨削條件如果發生改變,那么應適當對該經驗公式進行修正。
3.5磨削參數對比磨削能的影響
比磨削能指的是磨除單位體積或質量的材料所消耗的能量,其值通常可由式(5)進行計算。
(5)
式中:b為磨削寬度,mm。
3.5.1砂輪線速度對比磨削能的影響
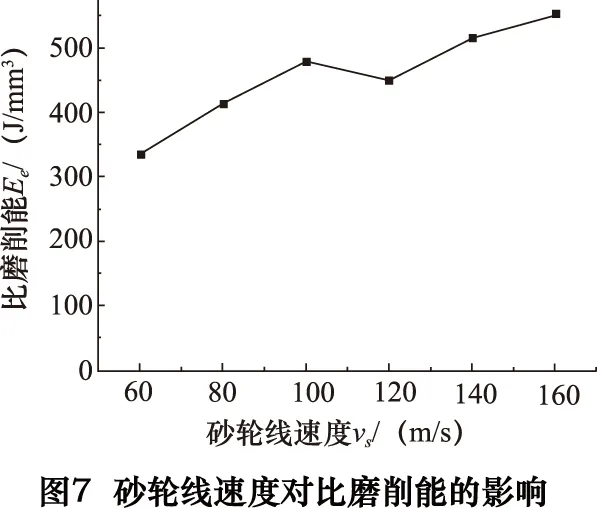
如圖7所示,當工作臺速度為4 m/min,磨削深度為0.02 mm時,比磨削能隨著砂輪線速度的增大而呈增大的趨勢。這是由于隨著砂輪線速度的增加,最大未變形切削厚度減小,材料易于產生塑性變形,因而消耗能量增大。
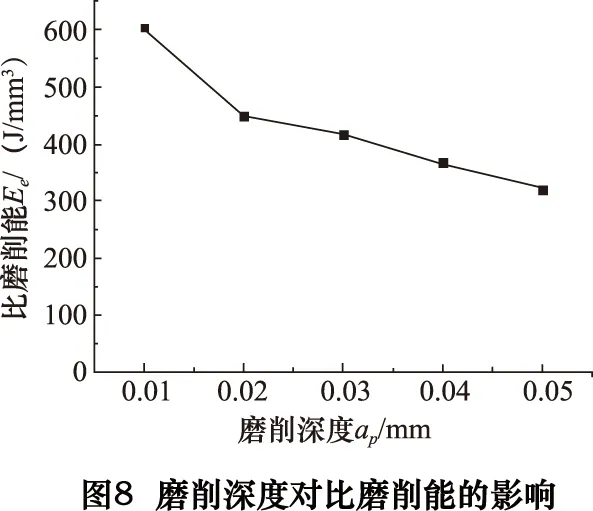
3.5.2磨削深度對比磨削能的影響
當砂輪線速度為120 m/s,工作臺速度為4 m/min時,比磨削能與磨削深度的關系如圖8所示,即比磨削能與磨削深度呈負相關。這是由于最大未變形切削厚度隨著砂輪磨削深度的增加而增加,參與切削的有效磨粒數目增加,因此去除單位體積材料所需要的能量減少,比磨削能減少。
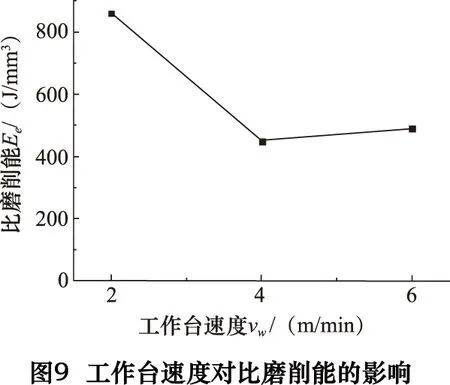
3.5.3工作臺速度對比磨削能的影響
圖9反映了當砂輪線速度為120 m/s,磨削深度為0.02 mm時,工作臺速度與比磨削能之間的關系。可看出,當砂輪線速度與切削深度保持不變時,隨著工作臺速度的增加,比磨削能呈減少的趨勢。這是由于提高工件速度,工件表面材料更多的被脆性去除,所需求的成屑能減少,因而比磨削能減少。
4 結語
針對齒輪常用材料18CrNiMo7-6進行了單因素高速磨削工藝試驗,得到了砂輪線速度、磨削深度以及工作臺速度對磨削力以及比磨削能的影響規律:
(1)磨削齒輪試樣時,測力儀測得的磨削力包含了磨削液的水壓以及砂輪周圍氣壓產生的磨削力附加值,其與真實磨削力誤差接近10%。因此為了保證所測磨削力的準確性,在處理磨削力時應減去水壓、氣壓產生的磨削力附加值。

(3)比磨削能與砂輪線速度大致呈正相關,與磨削深度負相關;隨著工作臺速度的增大,比磨削能呈減小的趨勢。
[1] 任敬心. 磨削原理[M]. 北京:電子工業出版社,2011:259-260.
[2] 郭隱彪. 磨削加工工藝及應用[M]. 北京:國防工業出版社,2010:8-9.
[3] 陳濤,盛曉敏,宓海青. 40Cr超高速磨削工藝試驗研究[J]. 湖南大學學報:自然科學版,2007(10)39-43.
[4] 林正白,徐昌齊,陳迅. 關于平面磨削中順、逆磨特性的研究[J]. 磨料磨具與磨削,1983(4):12-17.
[5] 李蓓智. 高速高質量磨削理論、工藝、裝備與應用[M]. 上海:上海科學技術出版社,2012:260-261.
[6] 陳濤. CBN砂輪210m/s超高速磨削工藝試驗研究[D].長沙:湖南大學,2006.
[7] John Webster ,Brian Rowe. Fluid flow and pressure in the grinding wheel-workpiece interface[J]. Journal of Manufacturing Science and Engeering, 2005,127(2):198-205.
[8] 肖鵬. 鈦合金TC4超高速磨削表面完整性的研究[D].長沙:湖南大學,2009.
[9] 李伯民. 現代磨削技術[M]. 北京:機械工業出版社,2003:41-43.
[10]吳玉厚,王宇,李頌華,等. 氧化鋯陶瓷軸承套圈內圓磨削力的試驗研究[J]. 機械設計與制造,2015(9):159-161,165.
(編輯譚弘穎)
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
Experimental study on the grinding force and specific grinding energy of 18CrNiMo7-6 under high-speed grinding
LIU Yufan,WANG Dong,CHEN Xin
( Institute of Mechanical Engineering , Zhengzhou University,Zhengzhou 450001, CHN )
A process test of high-speed grinding was done by ceramic CBN grinding wheel,for 18CrNiMo7-6 which was usually used in high speed heavy gear material.As two significant issues in grinding process,grinding force and specific grinding energy were measured.Then researched the varying pattern of grinding force and specific grinding energy of experimental material under high-speed grinding.This paper analyzed the effects of grinding parameters(such as wheel velocity、grinding depth and workpiece velocity) on grinding force and specific grinding energy,Also,the empirical equation of grinding force was concluded,which identified the quantitative relation between grinding force and grinding parameters.This offers some references on the high-speed grinding for given materials.
high-speed grinding;grinding force;specific grinding energy;wheel velocity;grinding depth;workpiece velocity
TG580.1+3
A
10.19287/j.cnki.1005-2402.2016.08.016
劉昱范,男,1991年生,碩士,研究方向為抗疲勞制造技術。
2016-03-14)
160827
* 2014年國家工業和信息化部工業轉型升級強基工程—齒輪強度與可靠性試驗檢測技術基礎公共服務平臺
猜你喜歡
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
新聞傳播(2015年10期)2015-07-18 11:05:40
