免組裝滾動軸承的激光選區熔化增材制造研究*
2016-08-31 07:11:37李湘勤吳偉輝黃長征
制造技術與機床 2016年8期
李湘勤 吳偉輝 黃長征
( 韶關學院物理與機電工程學院,廣東 韶關 512005)
?
免組裝滾動軸承的激光選區熔化增材制造研究*
李湘勤吳偉輝黃長征
( 韶關學院物理與機電工程學院,廣東 韶關 512005)
為通過免組裝方法獲得圓錐滾子軸承,建立了免組裝圓錐滾子軸承幾何模型,并成功采用激光選區熔化技術進行了免組裝制造;對免組裝軸承的運動性展開了實驗驗證,發現除因激光選區熔化工藝限制導致成型元件表面粗糙度值較大影響到元件受力不均外,軸承內部元件的相對運動性能滿足軸承的運動功能需求,且隨配合運動時間的延長,各元件的運動越發平穩。這為進一步增材制造其他免組裝結構提供了借鑒。
增材制造;激光選區熔化; 免組裝機構; 滾動軸承
免組裝機構是指在計算機中將機構預先組裝好,然后直接制造出來,免去后續的組裝工序的機構[1]。現今已廣為應用的增材制造亦稱為快速成型或3D打印技術[2],有別于傳統的機加工方式,該技術通過逐點成線、逐線成層、逐層堆積成體這樣一個原理來實現零件的直接制造,由于成型幾乎不受結構復雜程度影響及成型精度的提高,當前采用增材制造技術直接制造免組裝機構已成為可能。例如,Mavroidis等[3]采用光固化成型和選區激光燒結增材制造工藝成型了旋轉關節、球形關節和線性關節; Cali等[4]采用選區激光燒結增材制造工藝成型了免組裝機械手。在金屬零件成型方面,激光選區熔化(selective laser melting,SLM)增材制造工藝有著十分獨特的優勢[5-7]。例如制造出的零件具有完全冶金結合組織、具有較高的成型精度、成型零件結構特征幾乎不受限制等。因此,采用SLM技術十分適合直接成型要求配合精度較高的免組裝金屬部件。但即使SLM工藝可以直接制造具有復雜結構的金屬組件,以此工藝直接制造免組裝機構仍需要針對SLM工藝特點以及免組裝機構模型功能需求研究合適的免組裝機構間隙特征、支撐方式及成型工藝參數,這方面的研究已有不少學者展開了研究。SU等[8]研究了基于激光選區熔化成型免組裝機構的數字化設計規則,初步分析了間隙擺放位置對成型的影響,并成功針對SLM工藝設計及制造出萬向節、曲柄滑塊機構等免組裝機構;劉洋等[1]等采用SLM技術對激光選區熔化成型免組裝機構的間隙特征進行了研究;王迪等[9]研究了免組裝機構的設計工藝。
軸承作為機械產品中的具有較高精度的標準件,起著支撐軸、減小摩擦阻力的作用,避免了軸與座孔直接接觸,減緩了軸與座孔直接觸接導致摩損后間隙得不到補償而引起摩擦阻力增大、回轉精度降低、噪聲增大等現象。圓錐滾子軸承因其承載能力大,且可同時承受徑向載荷與軸向載荷,在使用軸承的場合有著廣泛應用。傳統的軸承生產制造,是通過沖壓、鑄造、車削等多道工序對軸承內部的單一元件進行逐個加工,并最終進行裝配而成,其工序復雜、耗時、耗材。為此,本文研究利用激光選區熔化增材制造工藝,結合圓錐滾子軸承的功能要求,展開了免組裝圓錐滾子軸承的設計制造。
1 免組裝圓錐滾子軸承的幾何模型構建
圖1所示為單列圓錐滾子軸承,由外圈、內圈、保持架和滾動體四部分組成。圓錐滾子軸承的外圈一般可分離。
選用哈爾濱軸承制造有限公司所生產的型號為32904x的圓錐滾子軸承(文后統一簡稱為裝配軸承)為幾何模型原型展開免組裝軸承的結構設計,其主要尺寸參數值如表1。
由于單列圓錐滾子軸承的外圈可以分離,且外圈結構相對簡單、加工容易,在嘗試對圓錐滾子軸承進行激光選區熔化直接免組裝制造時,不考慮外圈,即只研究采用激光選區熔化技術對無外圈的圓錐滾子軸承進行免組裝設計制造。
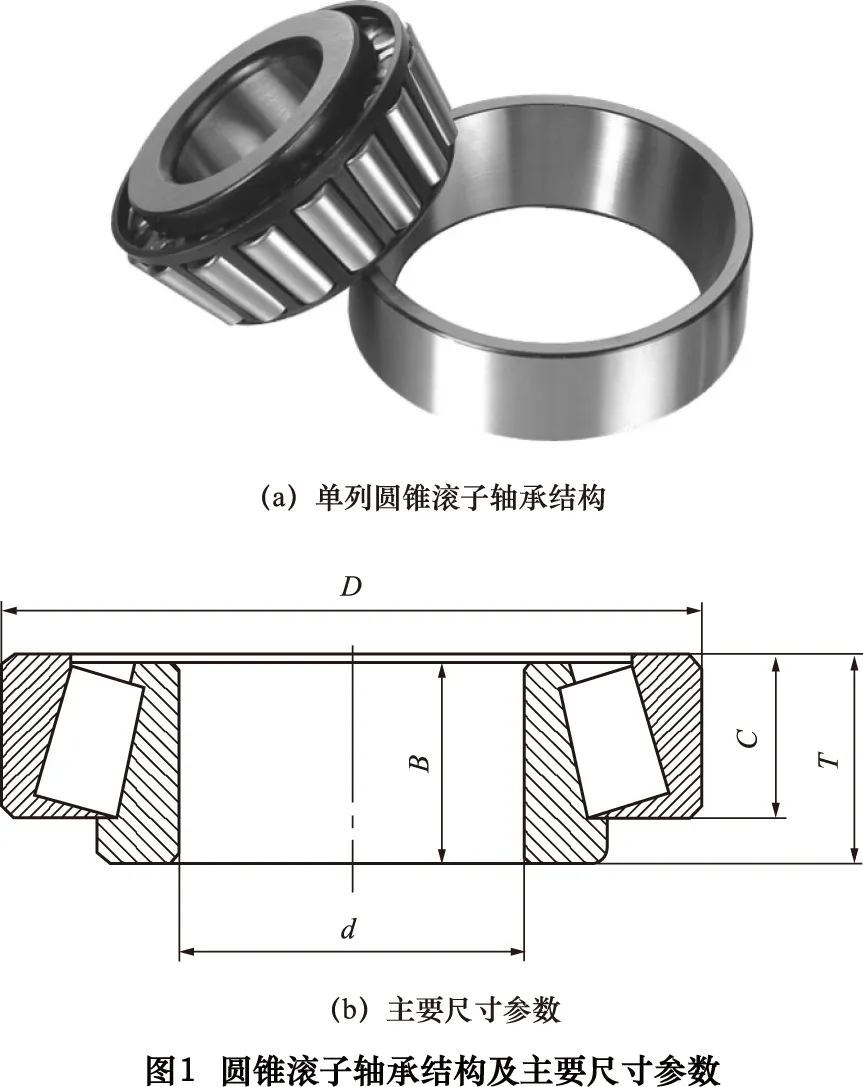
表132904型圓錐滾子軸承主要尺寸參數值

參數dDTBC值/mm203712129
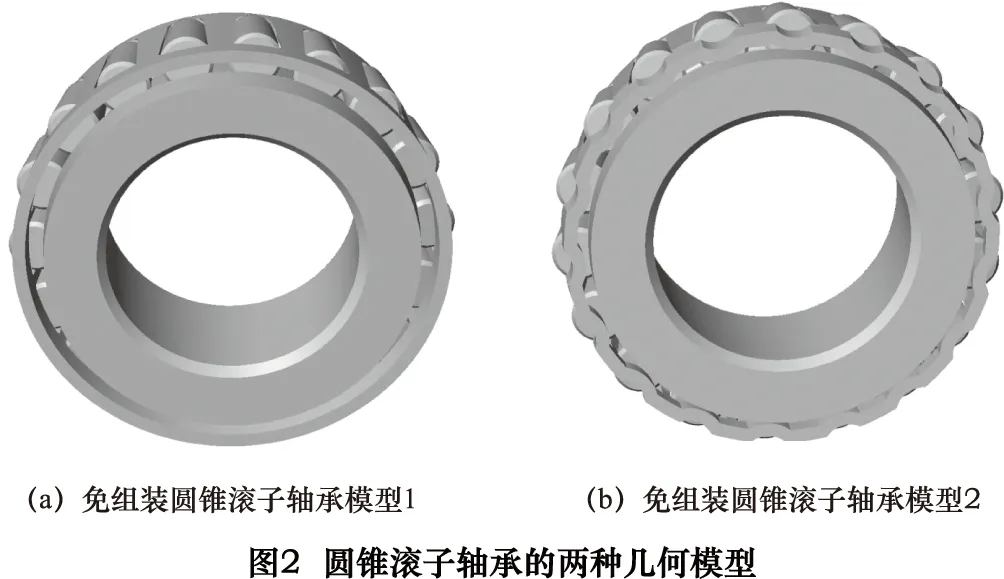
為了便于實驗結果對比和分析,設計了兩種免組裝軸承幾何模型。一種是直接在現有裝配軸承基礎上,不加任何幾何形狀的改動,僅在計算機內對各元件組裝形成的免組裝三維幾何模型,如圖2a所示。另一種是在裝配軸承外形基礎上作了形狀變動的三維幾何模型,如圖2b所示。對免組裝機構而言,添加支撐結構則影響機構元件之間的相對運動,但對激光選區熔化工藝而言,零件在成型過程中必須保持固定。為此,圖2b所示的幾何模型改變了保持架大端的幾何形狀,針對圖2a幾何模型修改外形設計,使保持架大端相對滾動體大端的部位,由原來的圓弧段變為內凹圓弧段,使得圓錐滾子大端底面露在保持架外部的面積增加,這樣支撐更方便添加到滾動體上及成型后更容易去除滾動體上的支撐。
在軸承的設計中,圓錐滾子軸承的滾動體與保持架及內圈的配合間隙是保證圓錐滾子軸承能否正常運轉的關鍵。成功實現圓錐滾子軸承運動功能的主要判斷標準是:(1)成型后圓錐滾子軸承的保持架能否繞內圈自由轉動;(2)成型后滾動體與內圈及保持架能否牢固裝配在一起,不出現滾動體脫落的情況。
鑒于激光選區熔化成型件一般表面粗糙度較徑機械加工工藝加工的要差很多,并且存在需要對比裝配軸承及免組裝軸承單個元件成型精度的情況,這里對于滾動體圓錐面與保持架及內圈的配合間隙可采用下式控制:
ε=εb+Δε
(1)
式中:ε為滾動體圓錐面與保持架及內圈的配合間隙;εb為基礎間隙量,取為40 μm;Δε為補償間隙量。間隙補償量可通過對STL模型進行二維切片時添加刀具補償量靈活調節,增加補償量,則配合間隙增大,減少補償量,則配合間隙減小。
對圖2a所示的幾何模型,為使將成型后免組裝軸承的滾動體、保持架及內圈能相互分離,以便對比裝配軸承與免組裝軸承各零件的成型效果,采用了稍大的滾動體圓錐面與保持架及內圈的配合間隙刀具補償量,設為:0.125 mm;圖2b所示的幾何模型,為防止滾動體滑出保持架,采用了較小的滾動體圓錐面與保持架及內圈的配合間隙刀具補償量,值為0.03 mm。圓錐滾子軸承的滾動體的兩端面與保持架間的間隙通過三維模型計算機內裝配得到,圖2a所示的圓錐滾子兩端面與保持架的距離設為相等,都取為0.4 mm;對圖2b所示模型,為方便去除成型后的支撐,加大了圓錐滾子軸承大端端面與保持架的間隙,取為0.6 mm,小端端面與保持架間不用設計支撐,不存在去除支撐的問題,因此小端端面與保持架的間隙取小值,為0.2 mm。
2 支撐設計
在激光選區熔化成型過程中,由于在粉床上成型[10],為了防止成型過程中已固化成型金屬下陷、移動,需要再對懸置的結構施加必要的支撐。對圓錐滾子軸承,除了對保持架和內圈底部需要添加支撐外,由于滾動體懸置在保持架的孔中,且與內圈有一段間隙,為了保證滾動體在成型過程中不發生移動,需要對滾動體添加結構支撐(圖3)。
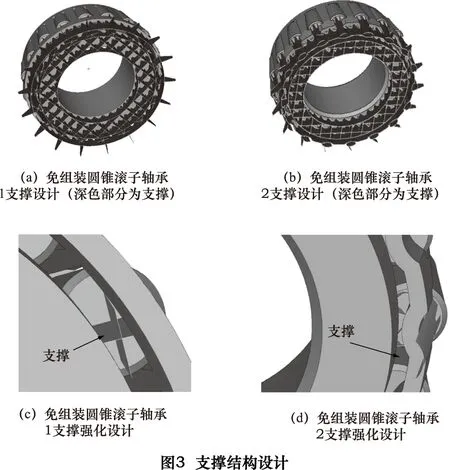
對圖2a所示的幾何模型建立的支撐結構如圖3a所示。因為型號為32904的圓錐滾子軸承的滾體動較小,滾動體底端露出在保持架外面的面積也較小,所以對滾動體的支撐結構只能從內圈與保持架之間的間隙穿過,與滾動體相接,達到支撐滾動體的目的,對單個滾動體施加的支撐結構如圖3c所示,采用了易于穿越細小間隙的線型支撐單元。圖2b所示的幾何模型的支撐結構如圖3b所示;對單個圓錐滾子施加的支撐結構的幾何形狀如圖3d所示,為更好地固定滾動體,采用了接觸面積更大的塊狀支撐單元,并且為方便成型后取下支撐,將支撐設置在保持架底面輪廓之外。
3 實驗設備、材料及方法
軸承的免組裝直接制造實驗采用韶關學院研制的Metal3DP-100激光選區熔化設備,激光器為200W光纖激光器,聚焦光斑為30~50 μm;所用原材料為325目316L不銹鋼球形粉末;采用高純氮氣作為保護氣體,氧含量控制在0.02%以下;采用304不銹鋼作為成型基板;兩次實驗的加工參數和掃描策略如表2所示。
4 結果與討論
采用上述方法和實驗條件得到的免組裝圓錐滾子軸承1和與裝配軸承的對比結果如圖4所示。
圖2a所示免組裝圓錐滾子軸承1幾何模型通過激光選區熔化成型后得到的實驗結果與裝配軸承對比如圖4a所示。從實驗結果可以看出,經激光選區熔化成型技術得到的圓錐滾子軸承與原裝配軸承在形狀上無異,但表面粗糙度存在較大差異。
表2加工參數和掃描策略
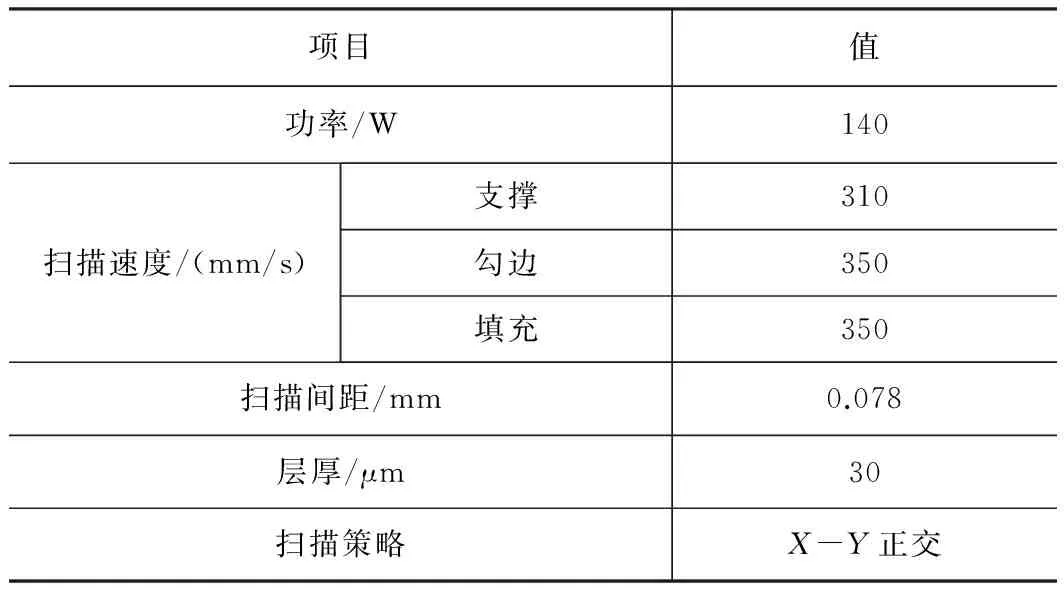
項目值功率/W140掃描速度/(mm/s)支撐310勾邊350填充350掃描間距/mm0.078層厚/μm30掃描策略X-Y正交

另外,圖4a所示的免組裝圓錐滾子軸承1支撐非常難以拆除。實驗發現,內圈與保持架被中間的支撐結構牢固地連在一起,但因為模型采用的刀具補償量較大,所以成型得到的保持架孔與滾動體之間的間隙較大,滾動體可以穿過保持架上的孔,這使得成型后可通過強力使滾動體與支撐脫離,從保持架上的孔內拆除出來,然后再轉動內圈和保持架,使內圈和保持架與各支撐分離。圖4b是免組裝圓錐滾子軸承1的內圈與裝配軸承內圈對比效果圖,圖4c是免組裝圓錐滾子軸承1的保持架與裝配軸承的保持架對比效果圖,圖4d是免組裝圓錐滾子軸承1的圓錐滾動體與裝配軸承的圓錐滾動體對比效果圖。從對比結果可以看出,激光選區熔化成型出的免組裝圓錐滾子軸承各單一元件幾何特征明顯,與裝配軸承幾何形狀一致。通過實際測量,發現X-Y方向的成型精度較高,達到±0.05 mm/10 mm,能維持軸承元件旋轉所需的間隙量,并且滾動體也能被牢固地約束在內圈及保持架間;Z向由于多個元件底部受添加支撐的影響,成型精度稍差,為±0.17 mm/10 mm,但由于Z向采用的設計間隙量較大,因此,軸承元件相對運動也不受影響。
圖5是圖2b所示的免組裝圓錐滾子軸承2幾何模型的成型結果圖。針對性設計的內凹圓弧保持架大端底面形狀以及將圓錐滾動體大端端面與保持架間隙取大值的措施,使得成型后支撐很容易脫離免組裝件,稍加振動,即可使支撐與免組裝元件間的連接斷開;由于采用了較小的配合間隙,滾動體不能脫離保持架的約束,但可在保持架及內圈間靈活滾動。

固定圖5所示的免組裝圓錐滾子軸承2的內圈,并套上軸承的外圈(實驗所用外圈為裝配軸承的外圈),旋轉外圈,發現外圈能靈活不受阻礙地相對內圈轉動,很好地實現了滾動軸承的功能。
為了展示經激光選區熔化成型技術得到的免組裝軸承實際運動效果,在免組裝圓錐滾子軸承2特定部位進行畫線標識,圓錐滾動體在最外部畫上一條直線作為初始位置標記,如圖6a所示,同時,在內圈、保持架和外圈上端同一側畫上一條共線標識,作為內圈、保持架和外圈初始相對位置的標記,如圖6a和圖6b所示。固定內圈,使外圈相對內圈順時針轉動,如圖6c所示,當外圈相對內圈轉動半圈后,其保持架和滾動體位置變化情況如圖6c和圖6d所示,可以看出滾動體、保持架、內圈和外圈都發生了明顯的相對位置變動,其中保持架相對內圈轉過了1/4圈以上,各圓錐滾動體轉過的角度不一樣,實驗出現有些滾動體轉過了一圈,有些滾動體不足一圈,有些滾動體轉過的角度很小,主要原因是經激光選區熔化技術得到的圓錐滾子軸承各元件表面粗糙度值較大,因受力不均,導致滾動體之間轉過的角度差異較大。但是,這并不影響對于軸承運動功能至關重要的內圈、保持架及外圈間的相對運動,因此軸承內部元件的相對運動性能滿足軸承的運動功能需求。

盡管免組裝圓錐滾動軸承各元件初始表面粗糙度不如裝配軸承元件,但免組裝軸承各元件的配合運動并不存在明顯抖動,這是由于激光選區熔化工藝是一種具有較高成型精度增材制造工藝,其成型件的表面粗糙度可達到Ra為30 μm左右[10],因而在采用合理的間隙設計基礎上,免組裝軸承元件的配合運動表現較好。
此外,令免組裝圓錐滾動軸承的各元件持續運轉一段時間,發現經長時間配合研磨,免組裝軸承各元件的表面粗糙度值逐漸變小,元件的運動越來越平穩。
5 結語
(1)通過研究工程上批量生產的圓錐滾子裝配軸承結構,建立了免組裝圓錐滾子軸承幾何模型,并成功進行激光選區熔化增材制造。
(2)將獲得的免組裝軸承與裝配軸承作對比發現采用激光選區熔化增材制造免組裝金屬滾動軸承各元件配合運動較平穩,并且隨配合時間的延長,免組裝軸承各元件的表面粗糙度值逐漸變小,元件的運動越來越平穩。
(3)對免組裝軸承運動性能展開了實驗驗證,結果表明除因激光選區熔化工藝限制導致成型元件表面粗糙度值較大影響到元件受力不均外,軸承內部元件的相對運動性能滿足軸承的運動功能需求。
[1]劉洋,楊永強,王迪,等. 激光選區熔化成型免組裝機構的間隙特征研究[J]. 中國激光,2014(11):1103007-1-1103007-8.
[2]楊延波.數字化裝配及快速成型技術的應用與實踐[J]. 現代制造工程, 2014(2):77-87.
[3]Mavroidis C,Delaurentis KJ,Won J,et al.Fabrication of nonassembly mechanisms and robotic systems using rapid prototyping[J].Journal of Mechanical Design, 2000, 123(4):516-524.
[4]Cali J,Calian D A, Amati C, et al. 3D-printing of non-assembly, articulated moels[J].ACM Transactions on Graphics,2012,31(6):1-8.
[5]張升. 醫用合金粉末激光選區熔化成形工藝與性能研究[D].武漢:華中科技大學,2014:90-100.
[6]吳偉輝,楊永強,毛桂生. 316L選區激光熔化增材制造熔池搭接堆積形貌分析[J].制造技術與機床,2014(4):46-49.
[7]顧冬冬,沈以赴.基于激光選區熔化的金屬零件快速成形現狀與技術展望[J].航空制造技術,2012(8):32-37.
[8]Su Xubin,Yang Yongqiang, Xiao Dongming, et al.. Processability investigatation of non-assembly mechanisms for powder bed fusion process [J]. International Journal of Advanced Manufacturin, 2013, 64(5-8):1193-1200.
[9]王迪,劉睿誠,楊永強. 激光選區熔化成型免組裝機構間隙設計及工藝優化[J]. 中國激光,2014(2): 0203004-1-0203004-7.
[10]吳偉輝,楊永強,毛星,等.激光選區熔化增材制造零件側壁成型精度分析[J].光學精密工程,2015,23(10z):164-171.
(編輯孫德茂)
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
Research on selective laser melting of a non-assembly rolling bearing
LI Xiangqin, WU Weihui, HUANG Changzheng
(School of Physics and Mechanical & Electrical Engineering, Shaoguan University, Shaoguan 512005, CHN)
In order to obtain tapered roller bearing by non-assembly method, non-assembly geometric model of tapered roller bearing was established, then directly manufactured using selective laser melting technology; the motion function of the non-assembly bearing was verified by experiments, and the result shows that except for the phenomenon of uneven stress sustained in each component which forms because of poor surface roughness of metal part made by selective laser melting process, the relative movement of internal components can meet the demand of motion function of rolling bearing; and with the extension of movement time, motion of each element of the no-assembly rolling bearing becomes more and more stable. This provides a reference for the further additive manufacturing of other non-assembly structure.
additive manufacturing; selective laser melting; non-assembly mechanism; rolling bearing
TG665;TH133
A
10.19287/j.cnki.1005-2402.2016.08.023
李湘勤,男,1989年生,碩士,主要研究方向為機械結構設計、計算結構力學。
2016-04-12)
160834
* 廣東省高等學校優秀青年教師培養計劃資助項目(Yq2013149) ; 廣東高校優秀青年創新人才培養計劃項目(2013LYM_0083); 廣東省重大科技專項項目(2012A090300011)
