某型號航空零件后壁接頭工藝技術攻關與實施*
2016-08-31 07:11:47陳土軍
制造技術與機床 2016年8期
關鍵詞:合格率
尹 霞 陳土軍 唐 波
(①湖南化工職業(yè)技術學院機電工程學院,湖南 株洲 412011;②中航工業(yè)南方航空動力分公司,湖南 株洲 412000)
?
某型號航空零件后壁接頭工藝技術攻關與實施*
尹霞①陳土軍①唐波②
(①湖南化工職業(yè)技術學院機電工程學院,湖南 株洲 412011;②中航工業(yè)南方航空動力分公司,湖南 株洲 412000)
航空產(chǎn)品后壁接頭零件尺寸超差嚴重的現(xiàn)象。通過采用改進工裝夾具,根據(jù)工件實際值進行基準換算等措施,產(chǎn)品加工質(zhì)量得到保證。
后壁接頭;尺寸超差;基準換算;加工質(zhì)量
1 存在的問題
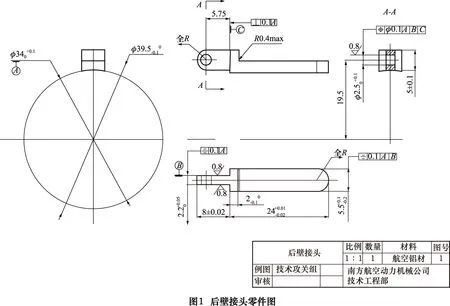
航空零件后壁接頭(圖1),它是眾多航空零件中外形較小的產(chǎn)品,但是零件尺寸精度和位置精度要求很高。訂單投入7批產(chǎn)品。但是實際生產(chǎn)情況是:大多數(shù)工件在加工過程中就已經(jīng)報廢了,送進車間檢驗的工件很少,并且100%的工件需要經(jīng)過鉗工進行返修。又投產(chǎn)144件,在多次返修后,合格率僅為13%,報廢率高達87%。這樣直接導致企業(yè)無法承接后續(xù)訂單,該圖號的加工生產(chǎn)一度停滯。
為此成立了攻關小組。課題組通過大量實驗,對現(xiàn)場加工的86件進行了調(diào)研和數(shù)據(jù)分析,主要問題集中在以下幾個尺寸(如表1):
表1主要問題尺寸
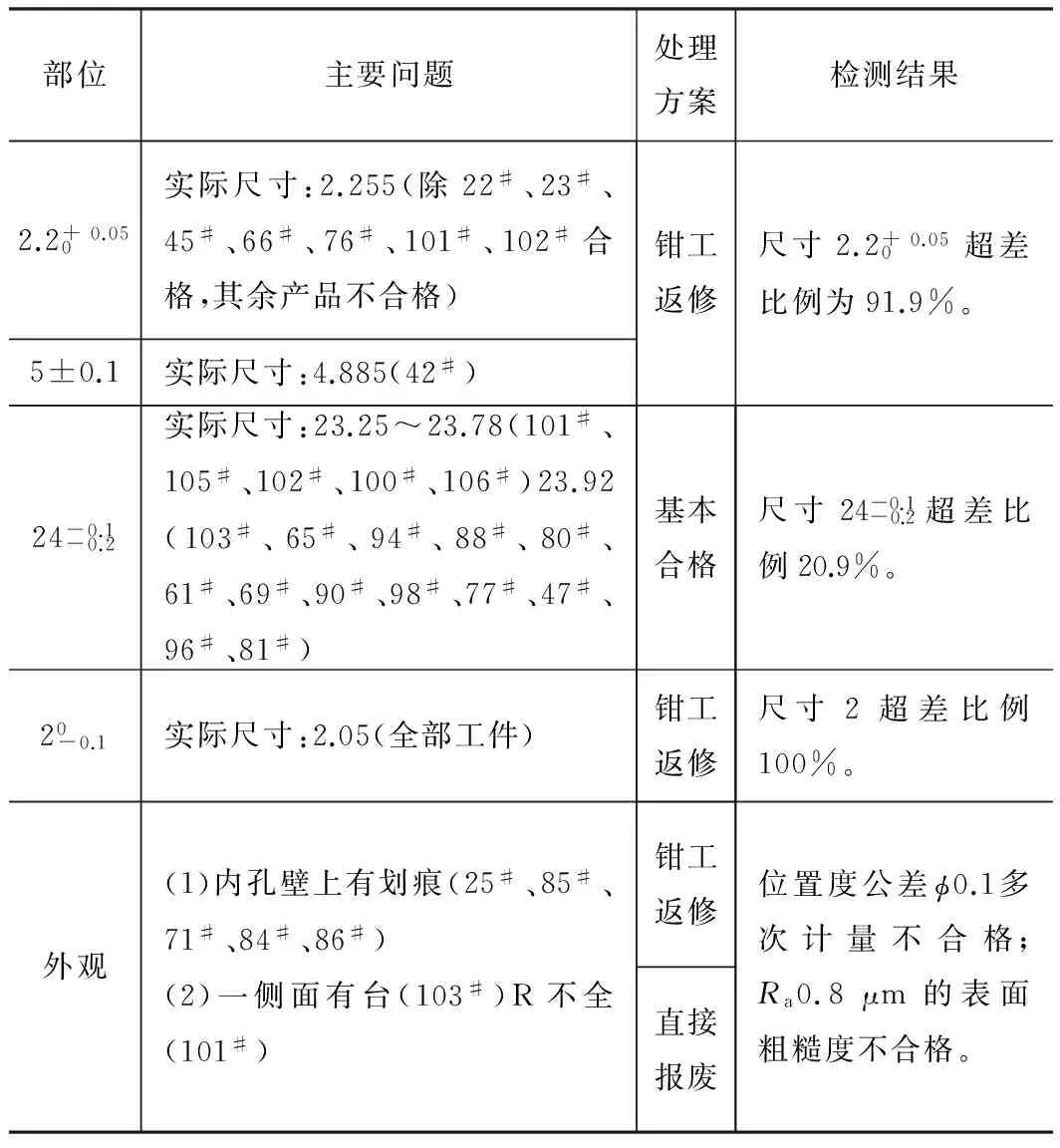
部位主要問題處理方案檢測結果2.2+0.050實際尺寸:2.255(除22#、23#、45#、66#、76#、101#、102#合格,其余產(chǎn)品不合格)5±0.1實際尺寸:4.885(42#)鉗工返修尺寸2.2+0.050超差比例為91.9%。24-0.1-0.2實際尺寸:23.25~23.78(101#、105#、102#、100#、106#)23.92(103#、65#、94#、88#、80#、61#、69#、90#、98#、77#、47#、96#、81#)20-0.1實際尺寸:2.05(全部工件)基本合格鉗工返修尺寸24-0.1-0.2超差比例20.9%。尺寸2超差比例100%。外觀(1)內(nèi)孔壁上有劃痕(25#、85#、71#、84#、86#)(2)一側(cè)面有臺(103#)R不全(101#)鉗工返修直接報廢位置度公差?0.1多次計量不合格;Ra0.8μm的表面粗糙度不合格。
(1)80工序φ2.5 μm孔的位置度工藝要求為0.05 μm,在計量過程中基準為φ34 μm的內(nèi)孔弧面,由于該零件是只占圓周的1/19,導致在計量過程中基準取值不可靠,計量尺寸不準確,不能正確指導生產(chǎn)。
(2)80工序和85工序銑工件2.20+0.05mm的正反面用了一套數(shù)控夾具STM309/0005兩次裝夾,很難保證加工的臺階兩邊尺寸一致。
(3)夾具沒有側(cè)向壓緊裝置,A基準和夾具的貼合全靠裝夾時用手頂緊,容易造成φ2.5+0.1 mm孔對A、B、C的位置度φ0.1 mm超差。
(4)壓板單點壓緊裝夾剛性差,容易造成切削振刀影響粗糙度。而靠鉗工手工拋光來獲取Ra為0.8 μm的表面粗糙度不但效率低下,而且常常導致尺寸失控。
(5)工件在加工過程中,由于工件外形很小,裝夾定位面只有3 mm×20 mm的面積,支靠面只有1.5 mm×5 mm的面積,因此工件重復定位精度差,為了保證工件最終客戶要求的尺寸精度,所以工序中尺寸公差被壓縮得很小,加工難度大大提高。即使這樣,也不能避免工件多次裝夾導致的加工誤差超出公差要求,工件成批報廢 。
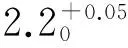
(6)超差尺寸的形成主要分布在圖2所示的3道工序。
2 工藝技術改進的具體實施
(1)通過與計量員商討后,明確在80工序計量φ2.5+0.1mm孔對A、B、C的位置度工藝要求φ2.5+0.1mm孔對A、B、C的位置度工藝要求φ0.05 mm時,將φ34 mm的基準孔過程實測值記錄一并告知計量員,計量員可以根據(jù)內(nèi)孔實際值進行基準換算,這樣計量結果準確可靠。

(3)在工件裝夾剛性得到提高的情況下,改進切削參數(shù)。將主軸轉(zhuǎn)速由500 r/min提高至3 000 r/min,將φ12 mm的合金銑刀取代原來的φ8 mm的合金銑刀,采用高速銑保證工件表面Ra為0.8 μm的粗糙度。
(4)在臥式加工中心上實現(xiàn)了原先2道數(shù)控工序和1道線切割工序的合并進行加工,通過一次裝夾加工完成保證工件的尺寸精度和位置精度。
3 項目應用情況及效益
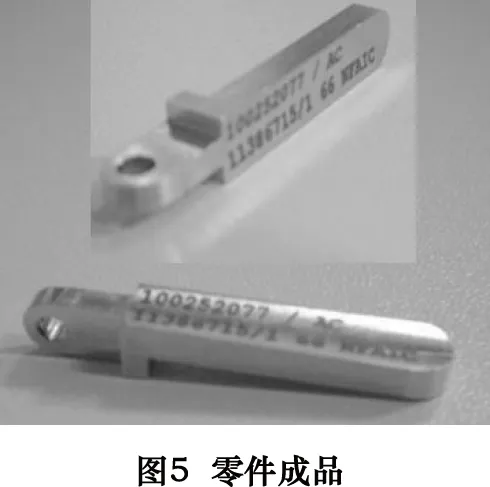
(1)零件成品見圖5,主要問題尺寸改進前后合格率對比見表2。
另外,φ2.50+0.1mm孔對基準A、B、C的位置度φ0.05 mm計量合格率為100%;表面粗糙度Ra為0.8 μm首末件計量分別為Ra為0.4 μm、Ra為0.3 μm,合格率提高到100% 。
(2)2015年7月份,我們使用新的數(shù)控夾具,對重新投入生產(chǎn)的58件零件進行工序合并加工,并且用該新的工藝方法對老工藝加工遺留下來的66件不合格品進行補充加工,一次交檢合格率為91% 。
表2主要問題尺寸改進前后合格率對比
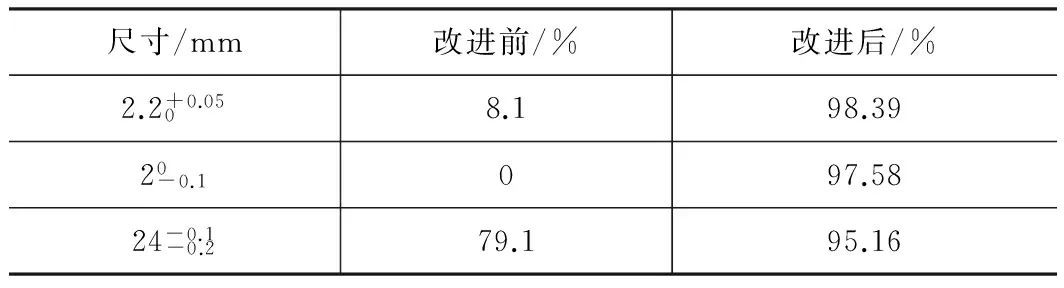
尺寸/mm改進前/%改進后/%2.2+0.0508.198.3920-0.1097.5824-0.1-0.279.195.16
(3)工件的加工效率提高3倍以上,大大縮短了交付周期,準時交付由13%提高到100%。
[1]曹文軍,杜成立,高濤. 基于立臥轉(zhuǎn)換數(shù)控技術的復雜接頭類零件的高效加工工藝研究[J].制造技術與機床,2013(11):103-106.
[2]李鎮(zhèn). 復雜薄壁支架零件精密加工工藝研究[D].南京:南京理工大學,2015.
[3]蔣宇平. 薄壁結構件銑削加工穩(wěn)定性分析研究[D]. 上海:上海交通大學,2015.
[4]文桂清. 精密復雜鈦合金零件制造工藝技術研究[D].南京:南京理工大學,2013.
如果您想發(fā)表對本文的看法,請將文章編號填入讀者意見調(diào)查表中的相應位置。
Research and implementation of the technology for the rear wall joint of a certain type of aircraft parts
YIN Xia①, CHEN Tujun①, TANG Bo②
(①Department of Mechanical and Electrical Engineering, Hunan Chemical Vocational Technology Collage,Zhuzhou 412011,CHN; ②Energy Branch Company, China National South Aviation Industry Co., Ltd., Zhuzhou 412000,CHN)
Due to the size over tolerance of the rear wall joint of aircraft parts, the quality of workpeices processing can be fully guaranteed not only by using improved fixture, but also masures as the reference conversion though actual value of the parts.
rear wall joint; size over tolerance; reference conversion; processing quality
TH162
B
10.19287/j.cnki.1005-2402.2016.08.030
尹霞,女,1971年生,教研室主任,副教授,高級技師。主要研究方向為機械制造與自動化、機電典型設備的安裝調(diào)試與維修。
(編輯孫德茂)(2016-01-26)
160841
* 中國職教學會院校技能競賽工作委員會規(guī)劃課題(jszy2015028)
猜你喜歡
中國化肥信息(2022年4期)2023-01-02 15:41:59
今日農(nóng)業(yè)(2021年4期)2021-11-27 08:41:35
今日農(nóng)業(yè)(2021年1期)2021-11-26 07:00:56
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:38:48
裝備制造技術(2021年1期)2021-05-21 07:55:24
電子制作(2018年12期)2018-08-01 00:47:52
現(xiàn)代工業(yè)經(jīng)濟和信息化(2016年6期)2016-05-17 05:36:13
通信電源技術(2016年3期)2016-03-26 07:13:40
中國衛(wèi)生質(zhì)量管理(2015年2期)2015-12-01 05:43:57
中國衛(wèi)生質(zhì)量管理(2015年1期)2015-12-01 05:43:29
