可轉位刀片周邊刃磨夾具的結構分析與優化*
2016-08-31 07:11:48余肖進凌秉達
制造技術與機床 2016年8期
余肖進 賈 檀 馮 偉 凌秉達 李 庚
(①廈門大學航空航天學院,福建 廈門 361005;②廈門大學嘉庚學院機電工程系,福建 漳州 363000;③廈門鎢業股份有限公司,福建 廈門361005)
?
可轉位刀片周邊刃磨夾具的結構分析與優化*
余肖進①②賈檀②馮偉①凌秉達③李庚③
(①廈門大學航空航天學院,福建 廈門 361005;②廈門大學嘉庚學院機電工程系,福建 漳州 363000;③廈門鎢業股份有限公司,福建 廈門361005)
針對硬質合金可轉位刀片的周邊精密刃磨加工,基于有限元方法對刃磨夾具進行了結構靜力學和動力學分析研究。研究在磨削力和夾緊力作用下夾具各個方向的變形情況。通過模態分析和諧響應分析,研究夾具的振動特性,獲得夾具隨激振力頻率變化的幅頻響應曲線,識別出產生共振的激振頻率。根據分析結果找出了夾具設計的薄弱環節,進而提出了優化夾緊頂尖結構和材料方法,結果表明該方法可有效提高夾具的定位精度和磨削加工的可靠性。
可轉位刀片;刃磨夾具;有限元分析;結構優化
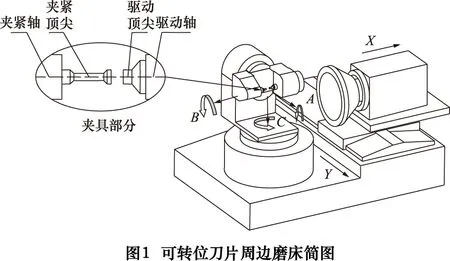
隨著制造業的發展,高硬材料硬質合金可轉位刀片因其具有無需重磨、可迅速轉位使用、更換切削刃的輔助時間短、重復定位精度高、成本相對低等優點而被廣泛應用于精密切削加工領域[1]。在可轉位刀片的周邊刃磨過程中,由于可轉位刀片種類繁多、外形偏小,往往采用可快速更換的雙頂尖定位壓緊裝夾方式。目前,國外主流的刀片工具磨床,如瑞士AGATHON公司的刀片工具磨床、德國JUNKER公司的刀片工具磨床以及日本WAIDA公司的刀片工具磨床等均采用此種定位裝夾方式(圖1所示)。受可轉位刀片內切圓直徑的限制,為了盡可能避免頂尖與砂輪發生碰撞,雙頂尖桿直徑一般較小,這樣將導致夾具結構剛性相對薄弱,影響裝夾的可靠性和磨削加工質量的穩定性。
對夾具的剛性變形進行有限元分析尤為重要。文獻[2]對五軸可轉位刀片磨床夾具進行了靜態特性分析,并提出了改善結構特性和誤差補償的措施。但沒對夾具進行動態特性分析,無法反映出磨削加工過程中,夾具的動態性能。本文基于此,對可轉位刀片周邊刃磨夾具進行了靜力學和動力學分析,探討了金剛石砂輪磨削加工正方形硬質合金刀片過程中夾具的動態特性,為夾具結構改進提供了分析依據。
1 夾具的工作原理
所分析的可轉位刀片周邊磨床夾具,其主體部分,如圖1所示,包含夾緊軸、夾緊頂尖、驅動頂尖和驅動軸等4個部分。夾緊軸通過杠桿與液壓缸相連,驅動軸通過蝸輪蝸桿與電動機相連。在實際工作中,液壓缸產生油壓力,推動夾緊軸,使夾緊頂尖壓緊刀片,完成刀片夾緊。驅動頂尖提供支撐力和驅動力,并帶動刀片繞B軸旋轉。在不計夾具支座以及其下方連接件變形的情況下,頂尖部分是主要的變形環節。
2 夾具有限元模型的建立
2.1夾具幾何模型簡化
為便于有限元模型建立與分析,在不改變夾具模型基本特征的基礎上,忽略夾緊軸和驅動軸上的倒角、圓角、小孔以及退刀槽等特征,并對一些出于安裝工藝要求而設計的小凸臺、螺紋孔進行了簡化處理。對夾具驅動軸上的角接觸球軸承和夾緊軸上的推力滾針軸承,忽略其具體形式,取而代之以等效的彈簧單元。
2.2夾具材料定義和受力分析
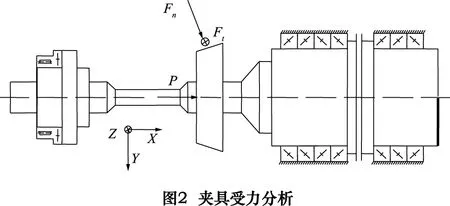
可轉位刀片磨削夾具和工件的材料參數如表1所示。在刀片磨削過程中,夾具受力如圖2所示,P為夾緊頂尖油壓力,Fn、Ft為砂輪磨削時產生的法向磨削力和切向磨削力。砂輪法向方向為影響刀片尺寸精度的敏感方向,因而本文僅考慮法向磨削力Fn,忽略切向磨削力Ft對磨削加工質量的影響。
表1夾具材料參數
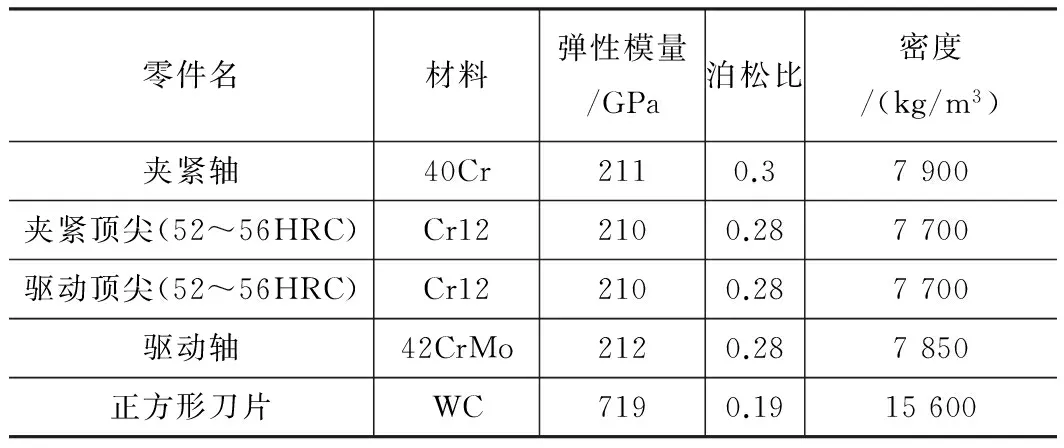
零件名材料彈性模量/GPa泊松比密度/(kg/m3)夾緊軸40Cr2110.37900夾緊頂尖(52~56HRC)Cr122100.287700驅動頂尖(52~56HRC)Cr122100.287700驅動軸42CrMo2120.287850正方形刀片WC7190.1915600
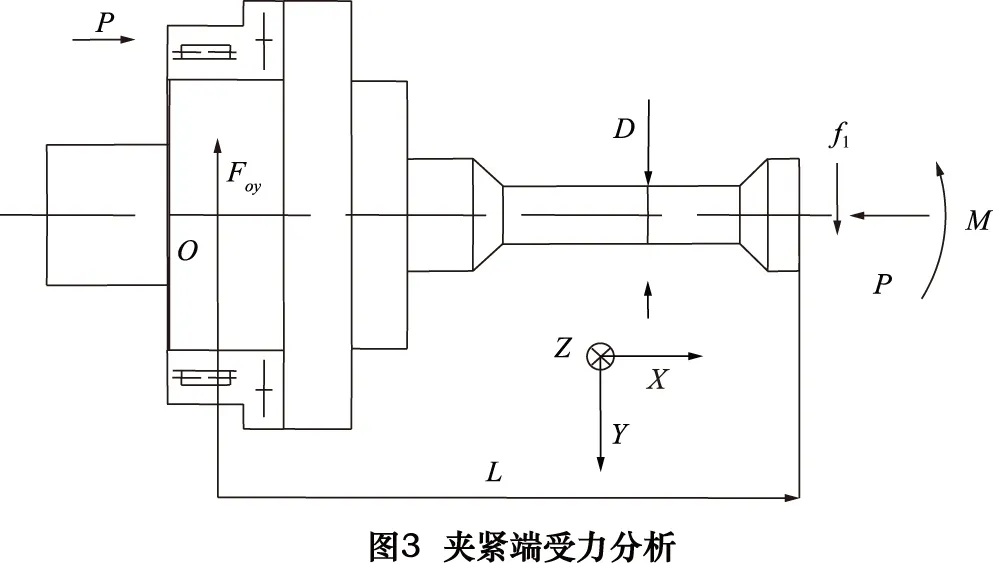
對夾緊端進行受力分析,見圖3所示,P為液壓缸產生的夾緊力,f1為夾緊頂尖受到的摩擦力,M為頂尖受到的彎矩,Foy為軸承安裝位置的支撐力,L為軸承安裝位置到夾緊頂尖端面的距離,D為夾緊頂尖的最小直徑。其平衡方程滿足式(1)。
(1)
2.3軸承剛度計算
如圖2所示,夾具采用了兩對角接觸球軸承組(B71910-C-T-P4S-UL和7602050-TVP)和一個推力滾針軸承(NKX20)。根據FAG超精密軸承技術手冊可知,對于接觸角為α的角接觸球軸承,軸承布置方式不同,其軸向剛度Ca和徑向剛度Cr不一樣,如表2所示。
表2軸承組剛度計算[3]
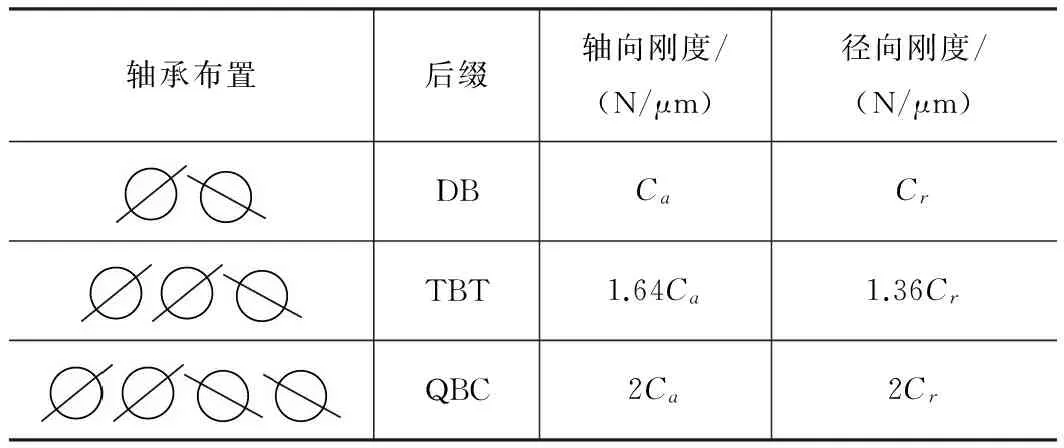
軸承布置后綴軸向剛度/(N/μm)徑向剛度/(N/μm)DBCaCrTBT1.64Ca1.36CrQBC2Ca2Cr
軸向剛度與徑向剛度之間的關系如下:
(2)
由此計算出軸承的軸向剛度和徑向剛度如表3所示。
表3軸承剛度
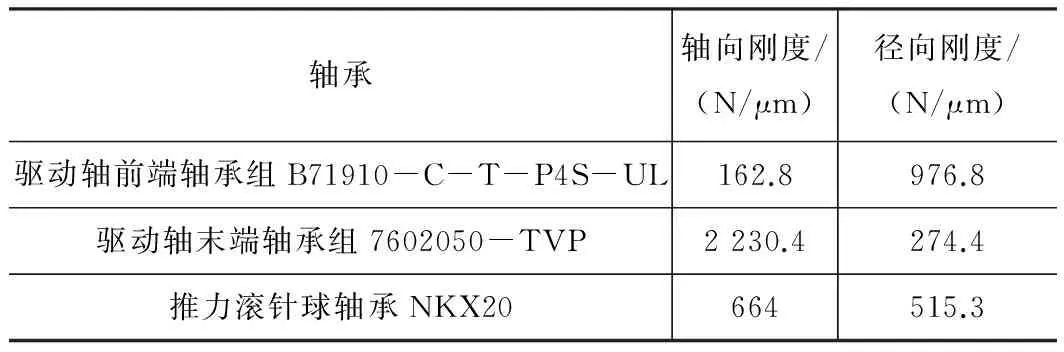
軸承軸向剛度/(N/μm)徑向剛度/(N/μm)驅動軸前端軸承組B71910-C-T-P4S-UL162.8976.8驅動軸末端軸承組7602050-TVP2230.4274.4推力滾針球軸承NKX20664515.3
2.4軸承有限元簡化
將角接觸球軸承簡化成Combin14、Combin214彈簧單元[4-6],忽略其軸向剛度的方法,矩陣單元Matrix27能有效模擬軸承的軸向剛度和徑向剛度。在Ansys中矩陣單元Matrix27是由空間2個節點來表示,每個節點6個自由度,可以表示任意單元。該單元通過12×12階的矩陣來表征其彈性運動響應的剛度、阻尼或質量的信息。因此,對于矩陣單元實常數的設置就是給矩陣中的每一個元素賦值,該矩陣的表示形式如下[7]:
(3)
單元具有X、Y、Z三個方向不同剛度時,假設沿坐標軸方向上的三個剛度分別為Kx,Ky和Kz,則對應剛度矩陣中各元素的取值為:C1=-C7=C58=Kx,C13=-C19=C64=Ky,C24=-C30=C69=Kz。其余各元素的值為0。
2.5夾具網格劃分
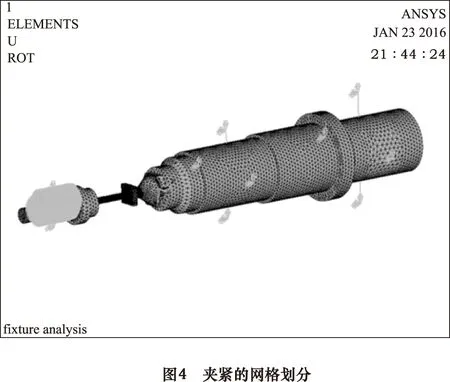
夾具選用SOLID45結構實體單元進行自由網格劃分,網格精度等級設置為4級,對頂尖與工件的接觸區域進行局部網格細化處理。通過設置網格的材料屬性和單元屬性,完成對夾具各個部分的網格劃分,共劃分成266 496個單元。夾具模型網格劃分如圖4所示。
2.6夾具載荷與邊界條件確定
工作時夾具受到的載荷包含兩個部分:一是液壓缸產生的夾緊力P=8 000 N,將夾緊力以均布載荷的形式加載到夾緊軸端面上;二是砂輪磨削刀片產生的法向磨削力Fn,通過金剛石砂輪磨削硬質合金刀片實驗發現,不同加工參數條件下的法向磨削力Fn為20~100 N[8],取Fn=100 N。
夾具的邊界條件如圖4所示,夾緊軸上的推力滾針球軸承,限制其外圈節點的Y、Z、ROTX、ROTY、ROTZ等5個自由度,并限制內圈安裝面所有節點Y、Z、ROTY、ROTZ等4個自由度。對驅動軸上的角接觸球軸承,在外圈節點上施加全約束。
3 夾具有限元分析
3.1靜態特性分析
根據夾具的實際工作狀況,對其有限元模型施加載荷和邊界條件,進行靜態分析。研究夾具在受到夾緊力和磨削力作用時,不同方向上的最大變形和刀片的位移,其變形結果如表4。
表4說明,X方向最大變形發生在夾緊軸上,變形量為93.2 μm,其中刀片的位移變形19.6 μm,分析發現,夾緊頂尖和驅動頂尖在夾緊力作用下沿軸繞方向發生收縮,所有變形沿軸線方向疊加,因而會導致自由端的夾緊軸產生較大的X方向變形;Y方向的最大變形發生在夾緊頂尖,變形量為5.47 μm,刀片的位移3.76 μm,相比于驅動頂尖,夾緊頂尖長徑比較大,在法向磨削力作用下易發生彎曲變形;Z方向的最大變形發生在夾緊頂尖,變形量為1.39 μm,刀片位移0.24 μm,夾緊頂尖桿比較細長,受夾緊力作用會沿半徑方向膨脹,所以Z方向變形發生在夾緊頂尖。結果表明夾緊頂尖的結構剛性較差,需要改進結構。
表4夾具受夾緊力、磨削力時的變形
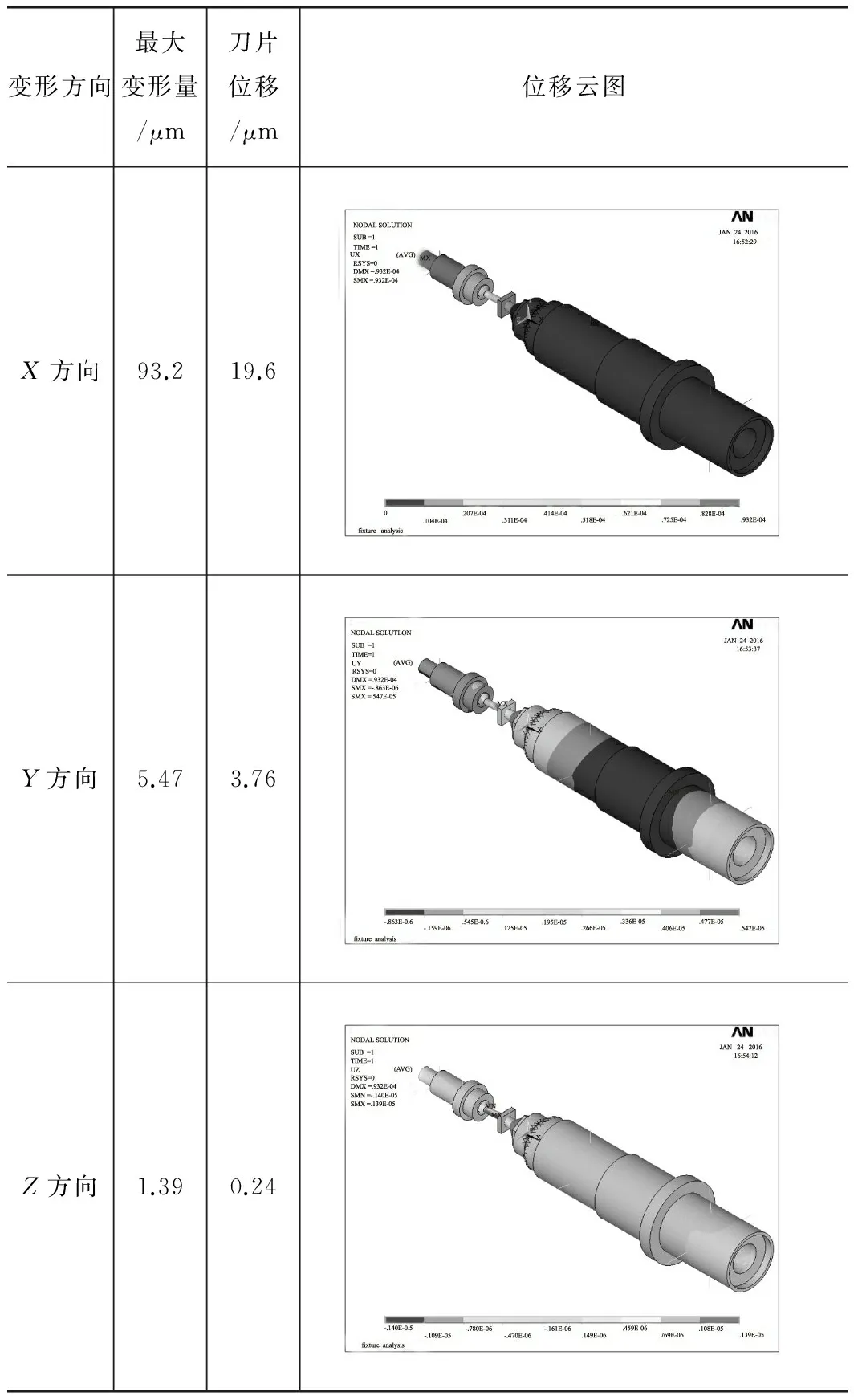
變形方向最大變形量/μm刀片位移/μm位移云圖X方向93.219.6Y方向5.473.76Z方向1.390.24
3.2動態特性分析
磨削加工是一個動態的過程,分析結構振動特性和動力響應特性,有利于更好地減小振動對磨削加工的影響。模態分析和諧響應分析是研究結構動力學性能的兩個重要手段。在結構的動態分析中,低階模態特性基本決定了產品的動態性能。因此在分析計算中,一般只對幾個低階特征值和相應的特征向量比較關注[9]。
對夾具結構進行約束模態分析,得到前六階約束模態固有頻率分別為2 754.6、2 847.7、3 189.3、3 270.3、3 301.4、4 172.4 Hz。基于此6階模態頻率,通過完整的系統矩陣計算結構的諧響應。從模態分析可知,夾具結構固有頻率2 754.6~4 172.4 Hz,因此諧響應的頻率范圍取0~4 500 Hz,以法向磨削力Fn作為激振力。得到刀片磨削面上激振點的幅頻曲線,如圖5所示。橫坐標是頻率,縱坐標是幅值。
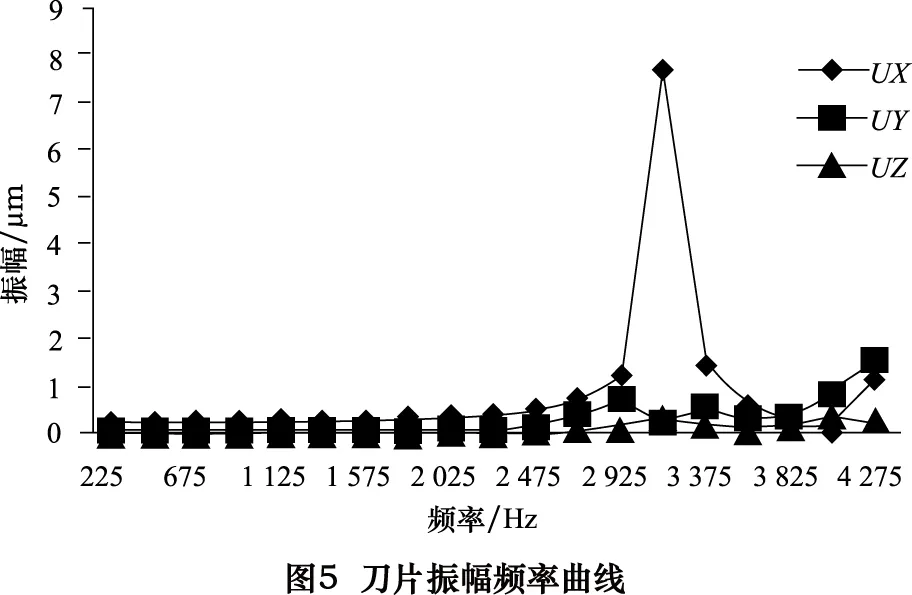
從諧響應分析結果(圖5)可以看出,在磨削力的激勵下,第3階振型對刀片的作用較大,在 3 150 Hz附近,刀片上激振點X方向的幅值發生突變,約為764 μm,因此在實際工作過程中,為了避免發生共振應使載荷頻率避開3 150 Hz。
4 夾具優化設計
通過分析發現,磨削加工過程中刃磨夾具的變形包括兩部分:一是夾緊力引起的X方向變形;二是法向磨削力引起的Y方向變形。其最大變形分別發生在夾緊軸和夾緊頂尖上。針對夾具的結構和材料,提出了如下優化方案:
(1)在保證不與碗型砂輪發生干涉的情況下,盡可能選用直徑較大的夾緊頂尖,以提高頂尖的抗彎強度。
(2)更改夾緊頂尖的材料為硬質合金,并對夾緊軸進行熱處理,提高其強度和剛度。
(3)對推力球軸承和角接觸球軸承的安裝,其預緊力、游隙嚴格按照所選軸承的實測值確定。
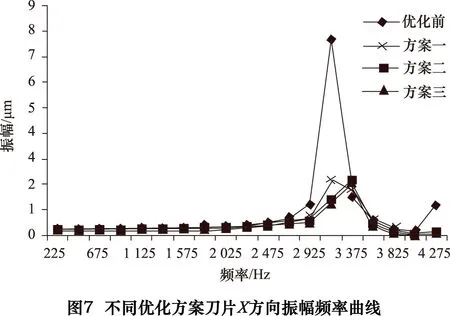
按相同的載荷邊界條件,對可轉位刀片刃磨夾具分別按表5進行優化,對優化后的有限元模型分別進行結構靜力學分析和動態特性分析,其有限元結果如圖5~7所示。
表5優化方案
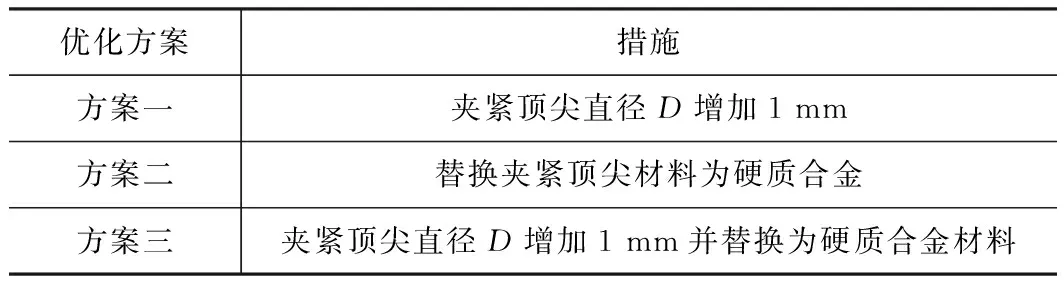
優化方案措施方案一夾緊頂尖直徑D增加1mm方案二替換夾緊頂尖材料為硬質合金方案三夾緊頂尖直徑D增加1mm并替換為硬質合金材料
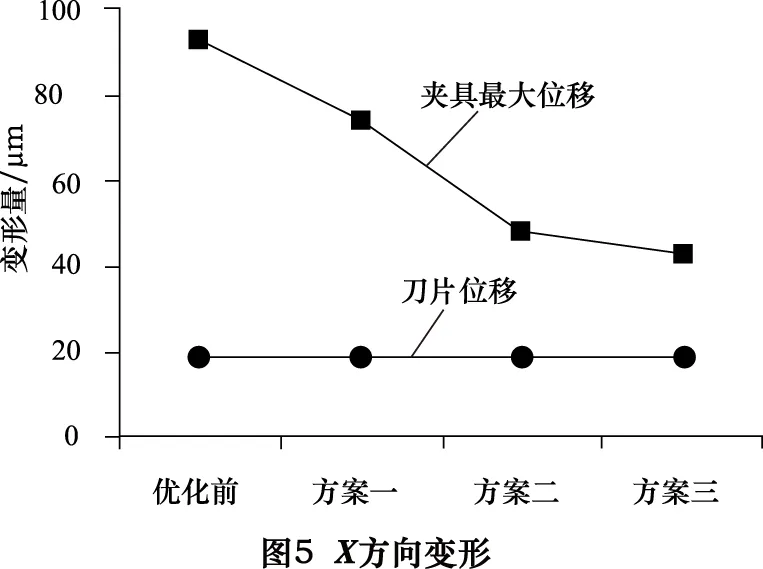
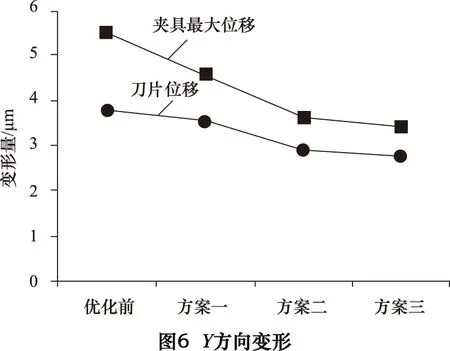
對比圖5、圖6可以發現改變夾緊頂尖直徑對減小夾具最大變形效果并不明顯,并且受加工時砂輪擺動位置限制(避免發生干涉),直徑D的改變不會太大。而將夾緊頂尖材料替換為硬質合金,其X、Y方向的最大變形均有明顯減小。因此,選用方案三進行優化,優化后X方向上最大變形比優化前減小了53.5%,磨削力方向刀片位移比優化前減小了37.3%。由于本文只對變形最大的夾緊頂尖進行結構和材料的優化,并未優化驅動端,所以從圖示可以看出,刀片X方向位移無明顯變化。
從諧響應分析結果可知(圖7),在磨削力的激振下,刀片X方向的最大振幅集中在3 000~3 600 Hz范圍內。當激振頻率達到固有頻率3 150 Hz時,優化前刀片X方向的最大幅值為764 μm,方案一中刀片X方向的最大幅值為216 μm;當激振頻率達到固有頻率3 375 Hz時,方案二中刀片X方向的最大幅值為214 μm,方案三中刀片X方向的最大幅值為206 μm。對比優化前,增大幾何尺寸以及改變頂尖材料均可以使刀片X方向振幅明顯減小。其中增大幾何尺寸并不改變刀片的共振頻率,而改變頂尖材料可以有效地提高刀片的固有頻率。因此,方案三可以更好地改善夾具的動態特性。
5 結語
通過對五軸可轉位刀片周邊刃磨夾具進行靜態和動態力學性能分析,得出了結構設計中存在的薄弱環節。并在此基礎上,提出了有效的優化方案。
(1)通過靜態分析,分析了刃磨夾具在受到夾緊力和磨削力共同作用的情況下,X、Y、Z三個方向上的位移變形,找到了夾具的最大變形區域并獲得了夾具和刀片的最大位移變形量。
(2)通過動態分析,發現夾具激振點在3 150 Hz左右幅值較大,因此在實際工作過程中,為了避免發生共振應使載荷頻率避開3 150 Hz。
(3)在動靜態分析的基礎上,通過改變夾緊頂尖的材料以及改善頂尖幾何結構,提高了夾具的定位精度和磨削加工的可靠性。通過優化,刀片X方向最大位移比優化前減小了53.5%,磨削方向刀片最大位移比優化前減小了37.3%,夾具共振的固有頻率提高到3 375 Hz。
[1]沈志煌,姚斌,姚博世,等. 可轉位刀片磨削的夾具設計[J]. 工具技術,2012,46(12):36-37.
[2]張祥雷,姚斌,姚博世,等. 可轉位刀片周邊磨削的夾具變形分析[J]. 組合機床與自動化加工技術,2013(3):9-11.
[3]FAG Co.超精密軸承手冊[Z]. http://www.schaeffler.com/remotemedien/media/_shared_media/ 08_media_library/01_publications/schaeffler_2/catalogue_1/downloads_6/sp1_cn_zh.pdf,2011,2.
[4]張耀滿,劉春時,謝志坤,等. 高速機床主軸部件有限元分析[J]. 東北大學學報:自然科學版,2008,29(10):1474-1477.
[5]楊洪波,趙恒華. 超高速磨削主軸系統的動態有限元分析[J]. 機床與液壓,2014,42(10):32-35.
[6]宋春明,趙寧,張士勇. 基于ANSYS的電主軸結構優化[J]. 機床與液壓,2007,35(9):104-106.
[7]王新敏、李義強、許宏偉,等.ANSYS結構分析單元與應用[M]. 北京:人民交通出版社,2011.
[8]張祥雷,姚斌,馮偉,等. 基于多顆磨粒隨機分布的虛擬砂輪建模及磨削力預測[J]. 航空學報,2014,35(12):3489-3498.
[9]王金龍,王清明,王偉章.ANSYS12.0有限元分析與范例解析[M].北京:人民交通出版社,2010.
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
Structure analysis and optimization on fixture of indexable inserts
YU Xiaojin①②, JIA Tan②, FENG Wei①, LING Bingda③, LI Geng③
(①School of Aerospace Engineering, Xiamen University, Xiamen 361005, CHN; ②Department of Mechanical and Electrical Engineering, Tan Kah Kee College, Xiamen University, Zhangzhou 363000, CHN; ③Xiamen Tungsten Co., Ltd., Xiamen 361005, CHN)
Focusing on the precision manufacturing of peripheral edge of cemented carbide, statics analysis and dynamics analysis of the fixture are conducted based on the finite element method. The deformations of the fixture in all directions are studied under influence of the grinding force and the clamping force. Furthermore, modal analysis and harmonic response analysis were carried out to obtain dynamics of the fixture; the amplitude frequency response curve of fixture with variable excitation frequencies and resonate frequencies were also acquired. An effective optimization method is proposed to identify the weak part of the fixture based on the presented analysis, the positioning precision of the fixtures and the grinding reliability are also been enhanced.
indexable inserts; grinding fixture; FEM; structure optimization
TH164
A
10.19287/j.cnki.1005-2402.2016.08.031
余肖進,男,1988年生,碩士研究生,主要研究方向為復雜曲面成形及磨削機理研究。
(編輯汪藝)(2016-02-02)
160842
* 福建省高校產學合作重大項目(2014H6025)
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
機械工程師(2015年10期)2015-02-02 01:14:03
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
