現代發動機油底殼設計方法及應用前景
2016-09-05 02:50:43王琱,李偉
汽車與新動力 2016年3期
王 琱,李 偉
(1. 李斯特技術中心(上海)有限公司,上海 201206)
?
現代發動機油底殼設計方法及應用前景
王琱1,李偉1
(1. 李斯特技術中心(上海)有限公司,上海 201206)
輕量化、集成化和電子化的新型發動機已成迅猛之勢發展,發動機新技術新材料也越來越受歡迎。發動機油底殼設計也要求更加精準化和細致化。高度集成的塑料油底殼設計已經成熟,亟待逐漸取代傳統沖壓油底殼和壓鑄鋁油底殼,這對降低燃油耗、CO2排放,以及降低發動機成本都起到重要作用。
塑料油底殼輕量化高度集成有限元分析試驗驗證
0 前言
上漲的原油價格和公眾生態壓力不斷提高對現代車輛燃油耗和排放要求,發動機各零部件設計面臨著巨大挑戰和機遇。油底殼是發動機潤滑系統中不可缺少的組成部分,位于曲軸箱下部封閉曲軸箱,并收集儲存發動機各運動表面機油,散失部分熱量,防止潤滑油氧化。油底殼內部裝有擋油板,以避免發動機顛簸時造成的油面震蕩激濺導致機油乳化,還有利于潤滑油雜質的沉淀。此外,油底殼底部最低處還布置了放油螺塞。油底殼位于發動機外部,工作條件比較苛刻,除滿足發動機結構和功能需求外,受冷熱交變沖擊嚴重,還會遇到路面狀況的嚴峻考驗。
1 設計方法
1.1邊界條件設計
乘坐空間和發動機艙的空間分配永遠都在尋求平衡,隨著人們對汽車舒適度要求提高,發動機艙逐漸減小。尤其是混合動力車輛預留給電動機系統的空間占很大比重,因此發動機可用的布置空間就越來越小,動力總成呈輕量化、小型化發展趨勢。
油底殼設計前提條件需要根據發動機結構,定義油底殼與氣缸體和飛輪殼間各配合面,考慮與動力總成半軸、轉向桿和離地安全間隙。另外,油底殼結構還需考慮是否支撐變速箱、附件系統、油底殼內部機油泵的安裝驅動和集濾器吸油口布置位置等。目前,應用越來越廣泛的油底殼內置平衡系統安裝驅動和機油溫度液面傳感器的布置等都在考慮之列。
1.2材料選擇
油底殼材料具體應用有壓鑄鋁(鎂)合金油底殼、鋼制沖壓油底殼、純塑料油底殼和塑料-鋁合金組合結構油底殼。
壓鑄鋁(鎂)合金油底殼應用廣泛,具有剛度好、技術成熟等優點。目前,成熟的高壓鑄造技術已經能夠滿足鑄鋁油底殼的各種結構和性能需求。但是鑄鋁油底殼存在密度大、外形自由度差、磨具成本高和有后期加工工序等不足等缺點,已經逐漸被采用節能環保、安全低成本的新材料和新技術油底殼所取代。
沖壓油底殼常有單層鋼板和多層鋼板(即三明治式)油底殼2種,具有質量輕,噪聲-振動-平順性(NVH)性能良好,三明治油底殼在NVH方面則有更優秀的表現。但沖壓油底殼容易存在波紋、皺褶和邊緣拉痕等表面缺陷,而且沖壓成型工藝會導致材料塑性變形不均勻,往往使某些部位剛性較差。對于兼具變速箱支撐功能的油底殼,沖壓油底殼剛度也不能滿足要求。沖壓鋼板油底殼在售后維修的時候,密封表面由于硅膠粘結強度高,容易發生暴力拆卸,導致發生密封面不平整的問題,再次裝配需整形或更換新油底殼,維修成本增加。
塑料油底殼一般采用尼龍PA66加30%~60%玻纖的材料。該材料具有很高的流動性和良好的耐化學腐蝕性,耐高、低溫性能,持續使用溫度在-40℃~ 150℃之間,瞬時高溫可達200℃。油底殼主體厚度在3.5~4.5mm之間,具有質量輕、成品不良率低、形狀設計自由度高、樣件制作速度快,以及NVH性能優良的特點。如圖1所示,塑料油底殼還有著不可比擬的高度集成功能。
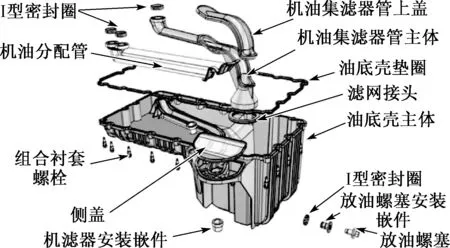
圖1 高度集成塑料油底殼示例
塑料油底殼本體除了儲油的功能外集成了密封圈、機油集濾器、機油分配管路、機油濾清器安裝支座和非解耦組合式襯套螺栓等結構。集成的機油管路與縮短機油路程、降低壓降的措施相結合,可進一步降低能量損失。此外,塑料油底殼還可集成擋油盤和承載附屬部件的局部加強結構,如空調壓縮機安裝支座等。高度集成的塑料油底殼緊固螺栓數量可減少30%,亦大大降低成本。從表1不同材料油底殼綜合評估可以看出,塑料油底殼有著巨大的應用潛力。
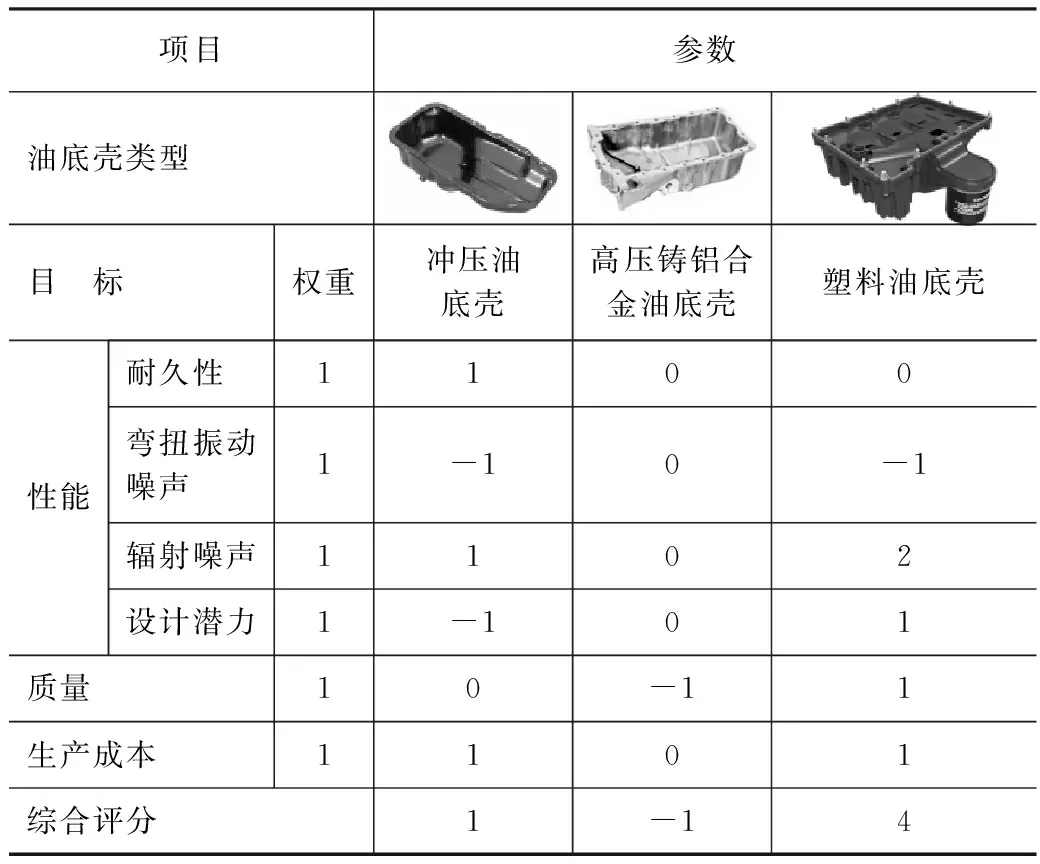
表1 不同材料油底殼綜合評估
對于早先提到的塑料油底殼耐久性、隔熱和支撐強度的問題已經逐漸解決。耐久問題可以選用高性能的尼龍加玻纖材料來解決,需要發動機廠、零部件廠和原材料廠之間配合溝通,對原材料材質和性能加強驗證。塑料油底殼可集成多層材料隔熱板,以消除高溫排氣尾管從油底殼下部通過時熱輻射的影響。支撐變速箱的塑料油底殼可采用混合結構,即主體采用純塑料的罩蓋式油底殼,而支撐結構采用金屬框架,具有支撐作用的混合結構的油底殼則安裝在曲軸箱上。油底殼內外表面還設有加強筋,內部筋或集成結構可增加油底殼剛度,對發動機底部噪聲和振動目標有積極作用。在汽車行駛方向,前保險杠投影仰視和俯視20°范圍內,油底殼外部特設防撞筋可在沒有發動機底部護板額外保護的情況下,在遭遇路石撞擊時吸收石塊撞擊能量,保護油底殼本體免受沖擊破裂。出于聲學和流體力學的考慮,絕大多數整車廠都安裝了發動機底部護板,這樣原先石塊沖擊的問題也迎刃而解。
1.3油底殼儲油量和容積計算
油底殼儲油量是潤滑系統主要設計參數之一,油底殼合理的儲油容積對完成發動機潤滑、冷卻、清洗和防銹等功能具有重要保證作用。油底殼在保證離地間隙和內外邊界零件安全間隙前提下,儲油量必須滿足發動機換油周期用油,而且滿足發動機任意極限傾角和車輛加減速時吸油盤均覆蓋在最小機油量形成的機油“金字塔”內。以熱力學和流體力學原理為依據給出潤滑系統循環油量計算公式,經行車實驗驗證是可行的,為新設計機型機油循環量提供了參考。
對于機油冷卻活塞的現代內燃機,熱力學計算方法循環油量Vc根據發動機機油散熱量Qc來確定:
Qc=(620~860)Ne(kJ/h)
(1)
式中,Ne為內燃機功率(kW)。
則內燃機需要的循環油量Vc:
(2)
式中,ρ為機油密度,一般取ρ=0.85kg/L;c為機油比熱容,一般取c=1.7~2.1kJ/(kg·℃);Δt為機油進出口溫差,一般取Δt=8~15℃。
考慮到循環油量有一定的富裕量,機油泵實際循環油量為:
Vp=KVc(L/h)
(3)
式中,K為儲備系數,一般取K=2~3。
為確保發動機在熱機狀態低速運轉時滿足所需機油壓力,根據流體力學基本原理,發動機各運動間隙漏掉的機油量總和應小于或等于發動機循環油量,以確定實際循環油量。由于發動機各旋轉潤滑部件間都形成了環形縫隙,受載荷、轉速等影響,在主軸頸、連桿軸頸,以及凸輪軸等的旋轉過程中,環形縫隙往往偏心的,如圖2流量計算模型所示。期間,機油泄漏量可按流體力學中的偏心環形縫隙的流量公式(4)計算。
(4)

當ε=0時,式(4)與同心圓環縫隙流量公式一致;當ε=1時,為極限情況,偏心量達到最大值,其縫隙流量為同心圓時的2.5倍,近似取2倍。
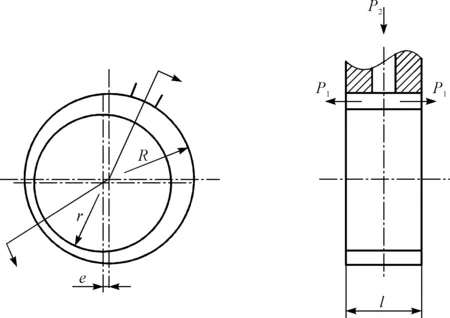
(a) (b) 圖2 偏心環形縫隙流量計算模型
依據發動機潤滑油路循環可知,上述間隙漏掉的油量總和就是理論循環機油量。所有發動機的總泄油量為:
Q=Q1+Q2+…+Qn
(5)
式中,Q1,Q2,…,Qn為各泄漏處的泄油量,即潤滑系統機油循環量。
根據經驗,油底殼儲油量計算可遵循以下2個原則:(1) 小排量發動機油底殼內機油流經機油泵的循環次數,即循環率小于9次/min,排量越大此數值可略減小;(2) 2.0~2.5倍發動機排量容積。往油底殼內添加機油偶爾會發生誤操作,如加機油量過多時的機油(即過加油量),機油液面與曲軸箱內旋轉運動件間,主要是指曲柄連桿形成的包絡,要預留安全間隙,避免在發動機運轉時因攪油而加速機油乳化和增加旋轉件轉動阻力而造成的動力損失。
1.4靜態和動態油面檢查
油底殼靜態油面檢查是為標識出整車狀態下發動機運行停機靜置一段時間后正常加機油量范圍,最大和最小加油量液面位置分別對應油底殼內機油標尺上、下刻度線。對于中小型發動機,油底殼儲油量計算值設定為機油尺下刻度線位置,上、下刻度間油量波動為1L。這是在發動機機油換油周期內,考慮機油損耗而設定的。動態機油液面檢查目的是在油底殼內極限少油的情況下,且在發動機最大傾角和車輛加減速(一般設定0.8g和-0.8g加速度)時,始終保持機油集濾器口位于機油液面傾斜形成的最小油錐體內,也就是確保機油濾清器在發動機任何極限狀況下都能吸到機油,以保證發動機各運動表面的油壓和潤滑。各整車生產商均設定了自己的油面最大傾斜角度設計極限,不同類型車輛,油面檢查傾斜角度也不一樣。
1.5油底殼密封
傳統硬墊片大都采用無石棉環保密封墊片,墊片由芳綸纖維和石棉替代品組合而成,具有良好的耐油、抗壓、耐腐蝕、耐高、低溫和絕緣等特性,適用于金屬油底殼與曲軸箱間的密封,但是要避免零件表面毛刺等雜質殘留在密封面而降低密封效果。另外,油底殼和缸體配合面的偏離也會導致硬墊片密封不嚴。還有1種金屬骨架外硫化橡膠的組合式硬墊片,綜合了橡膠墊的優勢又避免橡膠被壓跑而不易固定的缺點,適用于全彈性材料密封比較苛刻的場合,但成本比較高。
彈性橡膠墊采用ACM或AEM材料,具有耐熱油腐蝕、耐老化的特點。類似O型圈密封,多用于密封面開槽的塑料油底殼。墊片夾持在油底殼密封凹槽里,當螺栓擰緊后彈性墊片壓縮以密封曲軸箱法蘭和油底殼密封面。密封條型式除了經典T型斷面的聲學解耦密封條外,也可使用I型斷面密封條,在需要加強密封的T型連接區域采用華夫餅墊結構密封。彈性密封可適當減少油底殼安裝螺栓數量,而且有利于降低振動和輻射噪聲耦合效果。現在應用越來越多的是液態硅樹脂密封,具有適應性強,現場成型、密封可靠和成本低等優點。硅膠密封在機械制造業金屬連接中已屬于常規技術,現正期待進一步批量應用于塑料油底殼。
1.6放油螺塞
放油螺塞位于整車安裝狀態下油底殼最低點,以保證重力作用下機油無殘留,當然采用抽油方式換機油的發動機另當別論。另外,油塞布置還需考慮邊界條件,保證售后維修拆裝方便,不產生額外操作工時。傳統磁性放油螺塞可吸附機油從發動機內部攜帶下來的金屬碎屑,防止機油循環再次進入潤滑表面。輕量化的發動機采用鑄鋁缸體和氣缸蓋,具有嚴苛的清潔度要求,使得磁性螺塞也逐漸被淘汰。金屬螺塞和密封墊片適用于預鑄螺座和焊接螺座的金屬油底殼。塑料油底殼可使用熱嵌件螺母和金屬螺塞及墊片的組合,也可使用卡扣式塑料螺塞和帶塑料螺紋的螺塞加O型圈密封的結構。
2 設計有效性分析與試驗驗證
油底殼完成功能性結構設計后,可利用有限元軟件進行結構分析,密封性、耐路石撞擊分析,振動和聲學分析,流體力學優化和模流分析等。機油循環計算流體力學(CFD)數值模擬方法,可解決一類無理論解的問題,尤其對集成機油管路和潤滑系統的塑料油底殼設計初期求出壓力損失,以確定最有利的機油流動路線,降低能量損失。模流分析技術可改進澆注系統設計,降低產品缺陷,提高產品合格率。通過油底殼噪聲模擬分析,可采取局部加筋和對薄弱底部形狀上的結構優化來提高NVH性能。設計優化后的油底殼模型進行樣件試制后,還需進行密封性試驗、耐冷熱沖擊試驗、鹽霧實驗、承壓試驗、路石撞擊試驗和耐久性能試驗等。對國內某發動機塑料油底殼的測試應用表明,經優化設計的塑料油底殼與金屬油底殼相比,噪聲等級可在一定程度上降低0.5~2.0dB(A),噪聲結果會因測試位置不同存在差異。國外供應商BASF和Elringklinger在塑料油底殼研發生產方面具有豐富應用經驗。塑料油底殼以較大的優勢在現代商用車和轎車發動機上應用越來越廣泛。
3 結論
油底殼設計除滿足密封曲軸箱和儲油功能外,還需滿足發動機輕量化、集成化和小型化發展需求。油底殼新材料和新技術的應用越來越迫切,降低設計研發和生產成本,設計精準的油底殼才能滿足市場發展。調研和試驗證明,塑料油底殼在NVH性能、高度集成功能,以及降低油耗和CO2排放方面具有絕對優勢,在國內發動機和變速箱上的應用也亟待拓展。
[1]JessbergerT,RitterS,TeschnerM.轎車發動機的塑料油底殼 [J].國外內燃機,2010,42(5):43-45.
[2] 尹立雪.發動機塑料油底殼的實際應用探討 [J].山東工業技術,2015,18 :216-216.
[3] 江梅,王清國,李菁華,等.CA6DL發動機用SMC油底殼的研制 [J].汽車工藝與材料,2007,1:51-55.
[4] 張宗成,楊景玲,張燕,等.發動機油底殼的噪聲分析及結構優化 [J].噪聲與振動控制,2013,33(6):115-119.
[5] 安肇勇,黃志垣,萬里.油底殼壓鑄成形的缺陷分析及對策[C].特種鑄造及有色合金,2012:250-253.
[6] 張志香,高經武,蘇鐵熊,等.468Q汽油機潤滑系統循環油量的計算及試驗研究 [J].潤滑與密封,2010,35(4):112-115.
[7] 陸敏恂,李萬莉.流體力學與液壓傳動 [M].同濟大學出版社,上海,2006.
[8] 萬欣,林大淵.內燃機設計 [M].天津大學出版社,天津,1989.
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年2期)2014-02-27 12:10:15
汽車與新動力(2013年5期)2013-03-11 16:08:17