Joining Force of Heterogeneous Titanium Alloy in Linear Friction Welding Process
2016-09-05 08:56:51WangHongfengZuoDunwenWangJianliSongWeiwei
Wang Hongfeng, Zuo Dunwen, Wang Jianli, Song Weiwei
1. College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics and Astronautics, Nanjing 210016, P.R. China 2. College of Mechanical and Electrical Engineering, HuangShan University, Huangshan 245041, P.R. China
(Received 30 November 2015; revised 7 January 2016; accepted 10 January 2016)
Joining Force of Heterogeneous Titanium Alloy in Linear Friction Welding Process
Wang Hongfeng1,2*, Zuo Dunwen1, Wang Jianli2, Song Weiwei2
1. College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics and Astronautics, Nanjing 210016, P.R. China 2. College of Mechanical and Electrical Engineering, HuangShan University, Huangshan 245041, P.R. China
(Received 30 November 2015; revised 7 January 2016; accepted 10 January 2016)
A dynamometer was designed and manufactured to measure the joining force in the linear friction welding process. The error percentages of the dynamometer in the upset (x) and vibration (y) directions were 0.9% and 0.75%, respectively. The cross-sensitivity range of the dynamometer was 1.2%—3.3% in the two directions. The precision level satisfies the requirements of the dynamometer test. The joining force of the TC17 and TC11 heterogeneous titanium alloys in the linear friction welding process was used to test the manufactured dynamometer. The test results showed that the upset force was large, but the vibration force showed a smaller change in TC11 during the linear friction welding process. In addition, the upset and vibration forces of the linear friction welding were greater with a short welding time than those with a long welding time.
heterogeneous titanium alloy; linear friction welding; dynamometer; upset force; vibration force
0 Introduction
Linear friction welding involves joining two surfaces in contact with each other at a certain pressure and vibrating them at a certain frequency and amplitude to produce a reciprocating movement in a straight line. This generates friction heat to join the surfaces[1-5].
Linear friction welding is a new type of solid phase joining technology and has a series of unique advantages. It can be used to join dissimilar alloys and is widely used in the automotive and aerospace fields[6-8]. Linear friction welding can join heterogeneous metals and is an important method to develop double alloys for high-performance blisks in compressors and turbines. Currently used by engine companies in USA, UK, and Germany, linear friction welding technology is mature. Linear friction welding has been applied to manufacture titanium alloy aero-engine blisks[7].
At present, research on linear friction welding technology has mainly focused on the linear friction welding process, joining region microstructure, and joining region performance[9-15]. There are few reports in the literature on measuring the joining force in the linear friction welding process. A dynamometer was designed and manufactured to measure the joining forces of a TC11 and TC17 heterogeneous titanium alloy during the linear friction welding process. These findings will provide basic data for manufacturing blisks from heterogeneous titanium alloys by linear friction welding.
1 Design of Special Dynamometer for Linear Friction Welding
The elastic element of the dynamometer comprises an octagonal ring body. Resistance strain gages are placed at suitable locations on the ring body. When a force deforms the ring body, the strain gage resistance also changes. The data acquisition instrument collects the signal with an electrical bridge circuit, and the strain of the octagonal ring is measured to calculate the force. The width b, thickness t, and round radius r of the octagonal ring are obtained as follows
(1)
(2)
(3)
The size of the dynamometer is determined according to the sizes of the workpiece and actual linear friction welding equipment. Fig.1 shows the detailed design drawing.
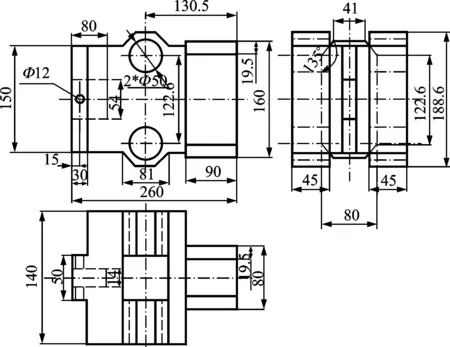
Fig.1 Design drawing of the dynamometer for linear friction welding
2 Special Linear Friction Welding Dynamometer Calibration
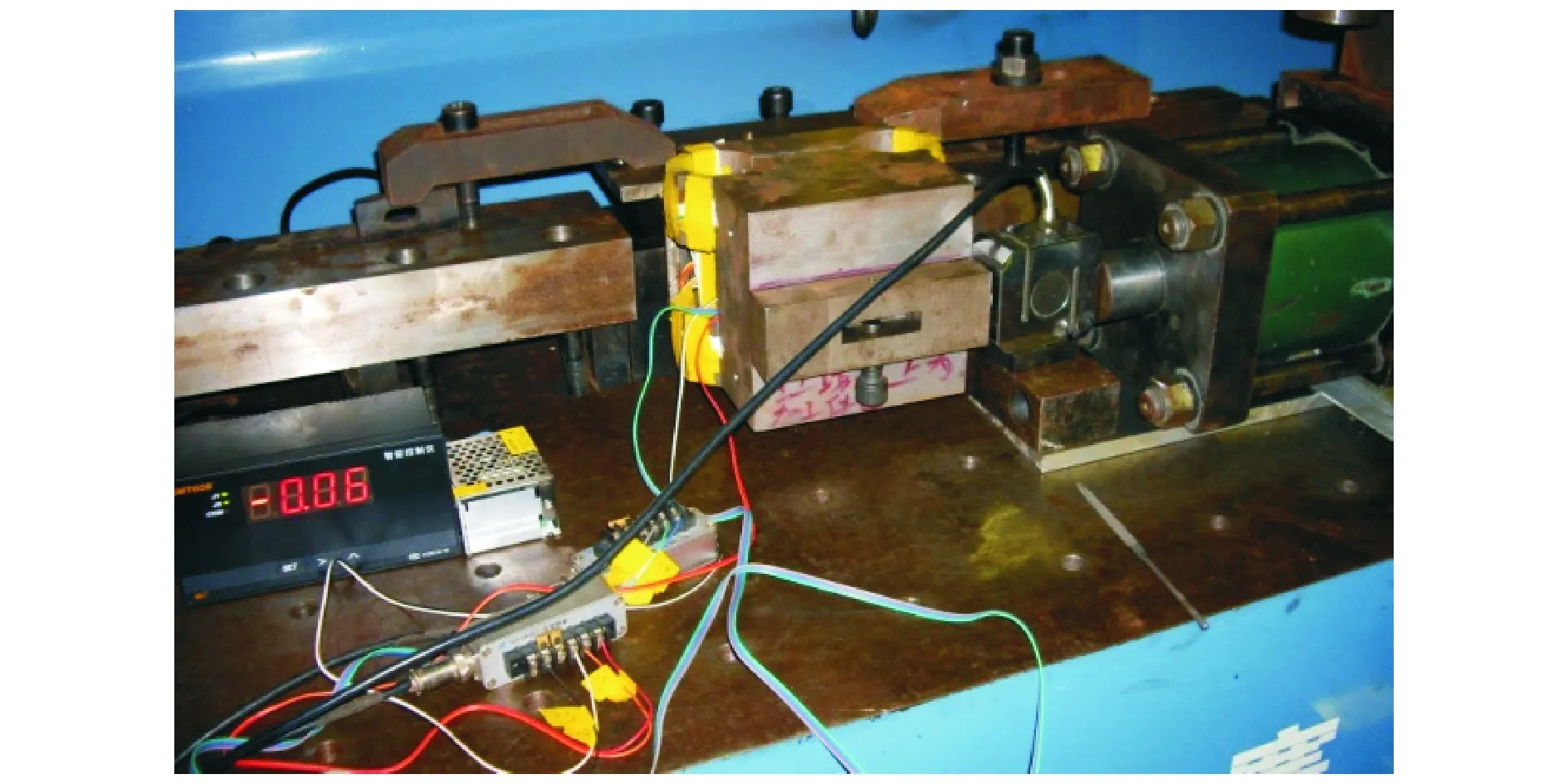
Fig.2 Linear friction welding dynamometer calibration device

Fig.3 Calibration curves of linear friction welding dynamometer
The main principle of the linear friction welding dynamometer is to indirectly measure the external load that causes the micro-strain of the octagonal ring for obtaining the joining force. Thus, the dynamometer needs to be calibrated with the actual measured joining force. The linear friction welding dynamometer on the experimental platform was calibrated with hydraulic cylinders and the weighing sensor, as shown in Fig.2. In the calibration process, different fixed methods were adopted for loads in different directions[16]. The calibration range of the linear friction welding dynamometer in the upset force (x) and vibration force (y) directions were 3 000×9.8 and 1 200×9.8 N, respectively. Fig.3 shows the results. The error percentages in the x and y directions are 0.9% and 0.75%, respectively, as presented in Table 1. The cross-sensitivity range in the two directions was 1.2%—3.3%, as given in Table 2. Thus, the dynamometer meets the design requirements.
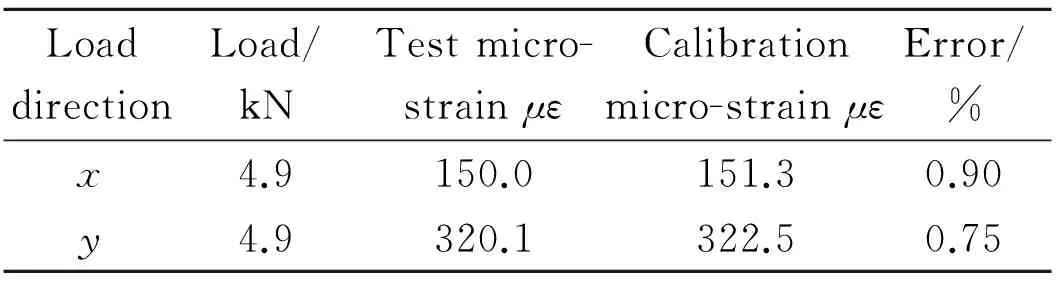
Table 1 Linear test results for the linear friction welding dynamometer
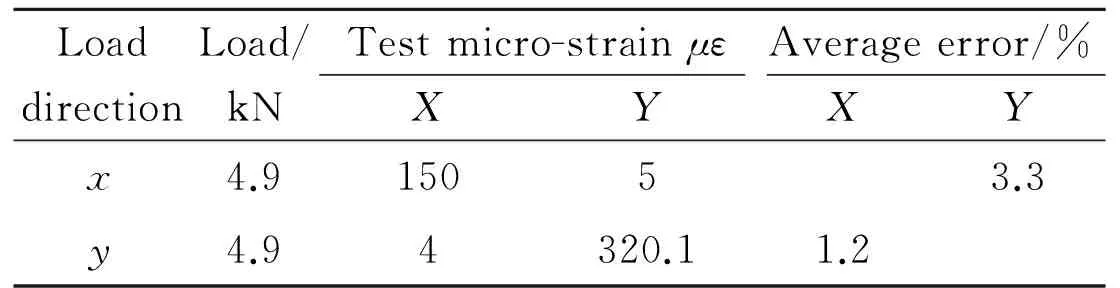
Table 2 Cross-sensitivity test results for the linear friction welding dynamometer
3 Experiment to Test Joining Force of Linear Friction Welding
The TC17 and TC11 titanium alloys were employed in the linear friction welding experiment. The specimen size was 45 mm×51.5 mm×51.5 mm.
The linear friction welding forces were measured with the specially designed and manufactured dynamometer. The four octagonal rings were the main part used to measure the forces. The dynamometer was clamped to the linear friction welding machine.
The process to measure the joining forces of linear friction welding is as follows. The vibration specimen was clamped to the vibration end, and the other specimen was clamped to the dynamo-meter. The dynamometer was fixed for the linear friction welding. The position accuracy of the specimen was guaranteed by the precision of the linear friction welding equipment, fixture, and dynamometer. Table 3 presents the linear friction welding experimental parameters.
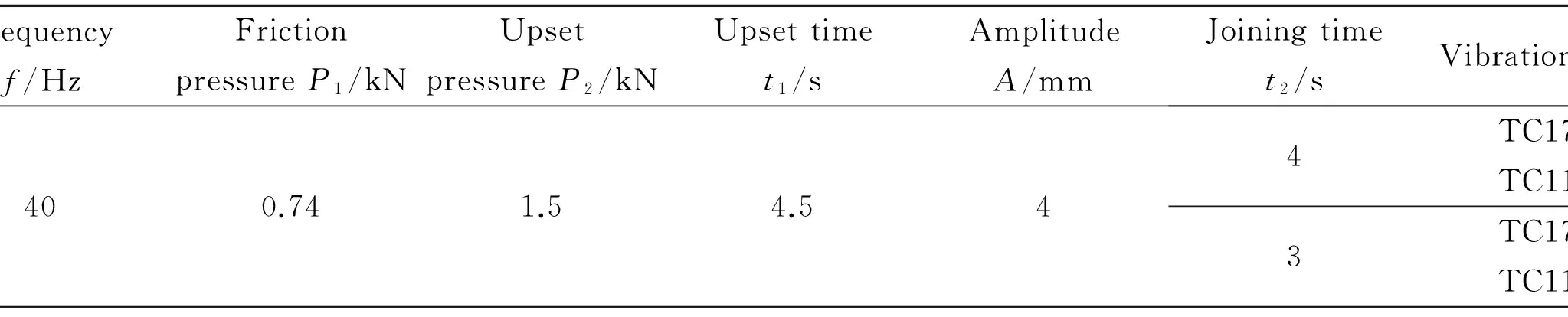
Table 3 TC11-TC17 linear friction welding experimental parameters
4 Experimental Results
Fig.4 shows photos of TC11-TC17 joining by linear friction welding under different processing parameters. At the beginning of the joining, the upset and vibration forces were zero. The upset force produced by the hydraulic cylinder caused a wave curve. Then, the workpiece at the vibration end started to move up and down from the reciprocating vibration. Figs.5—8 show that the upset force remained basically unchanged during the vi-bration friction process, while the vibration force gradually increased to the maximum. During the upset process, the upset force quickly reached a maximum value that it maintained for the upsetting time before slowly and smoothly decreasing. At the same time, the reaction force in the vibration direction rapidly decreased due to the workpiece being joined at both ends. There were internal forces between the workpiece and fixture until the former was loosened, and the forces in the two directions went back to zero. Figs.5,6 show that the upset force is smaller when TC17 is the vibrating end than the one when TC11 is the vibrating end, but the vibration force does not change. The main reason is that TC11 is less hard than TC17, so the joining pressure needed to be large. However, the friction joining the TC11 and TC17 surfaces remained the same, so the vibration force hardly changed. Figs.7,8 show the results of the above analysis. The upset forces in Figs.7,8 are bigger than those in Figs.5,6. This was mainly due to the short joining time for Figs.7, 8; the friction heat was lower, so the upset force was big. The vibration force shown in Figs.7, 8 is large. This was mainly due to the short vibration time, low degree of material plasticization, and relative increase in friction resistance.

Fig.4 Photos of TC11-TC17
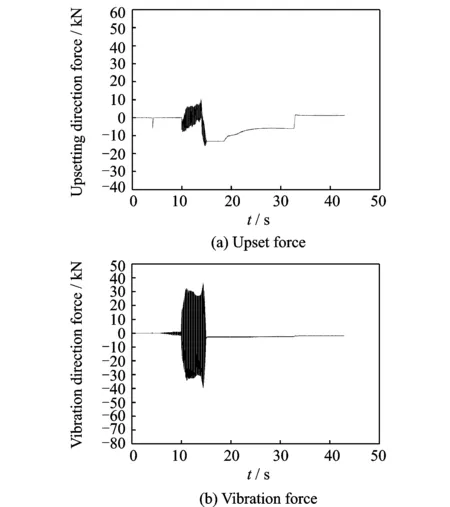
Fig.5 TC11-TC17 linear friction welding curve (TC17 as the vibration end, 4 s joining time)
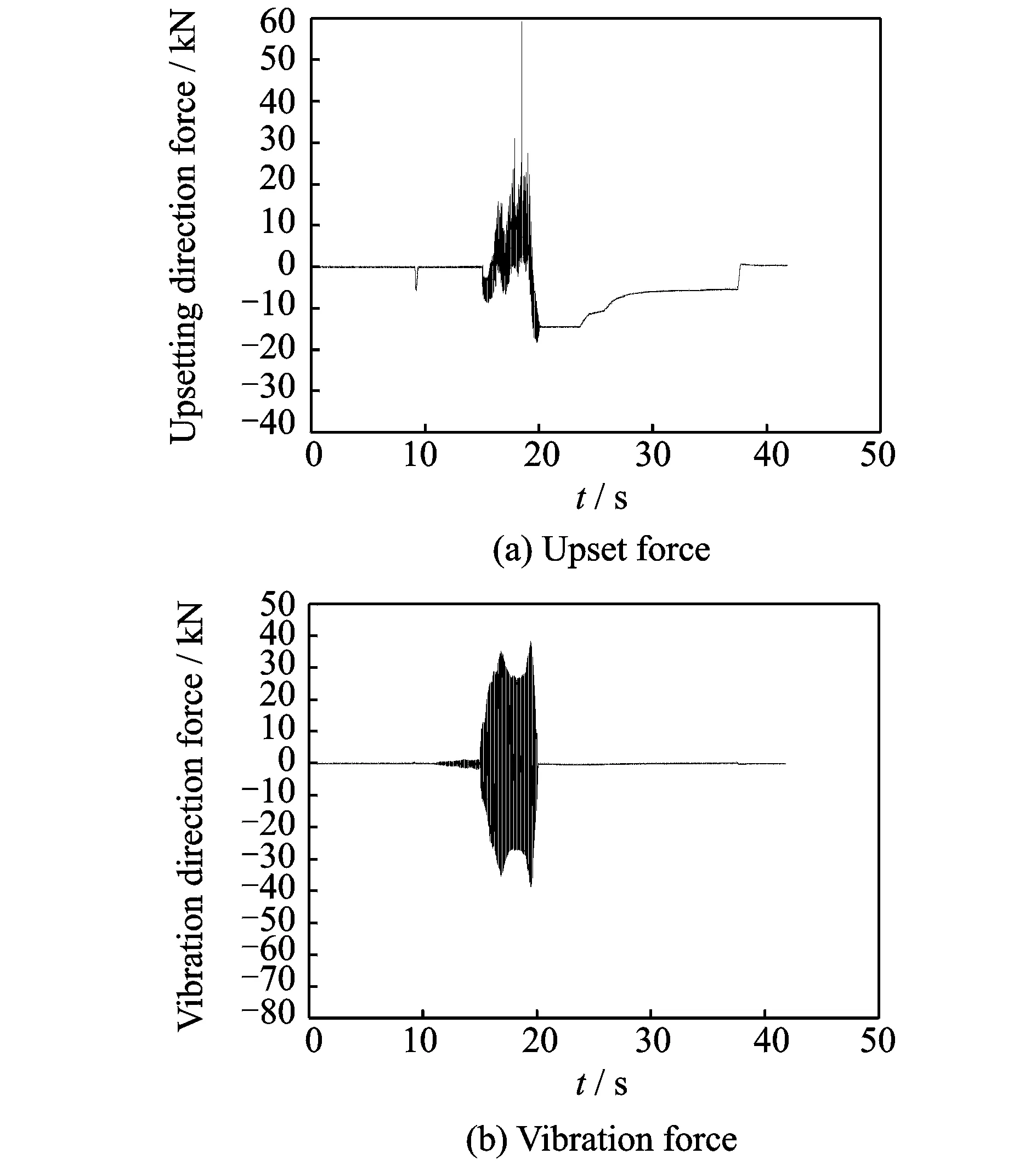
Fig.6 TC11-TC17 linear friction welding curve (TC11 as the vibration end, 4 s joining time)
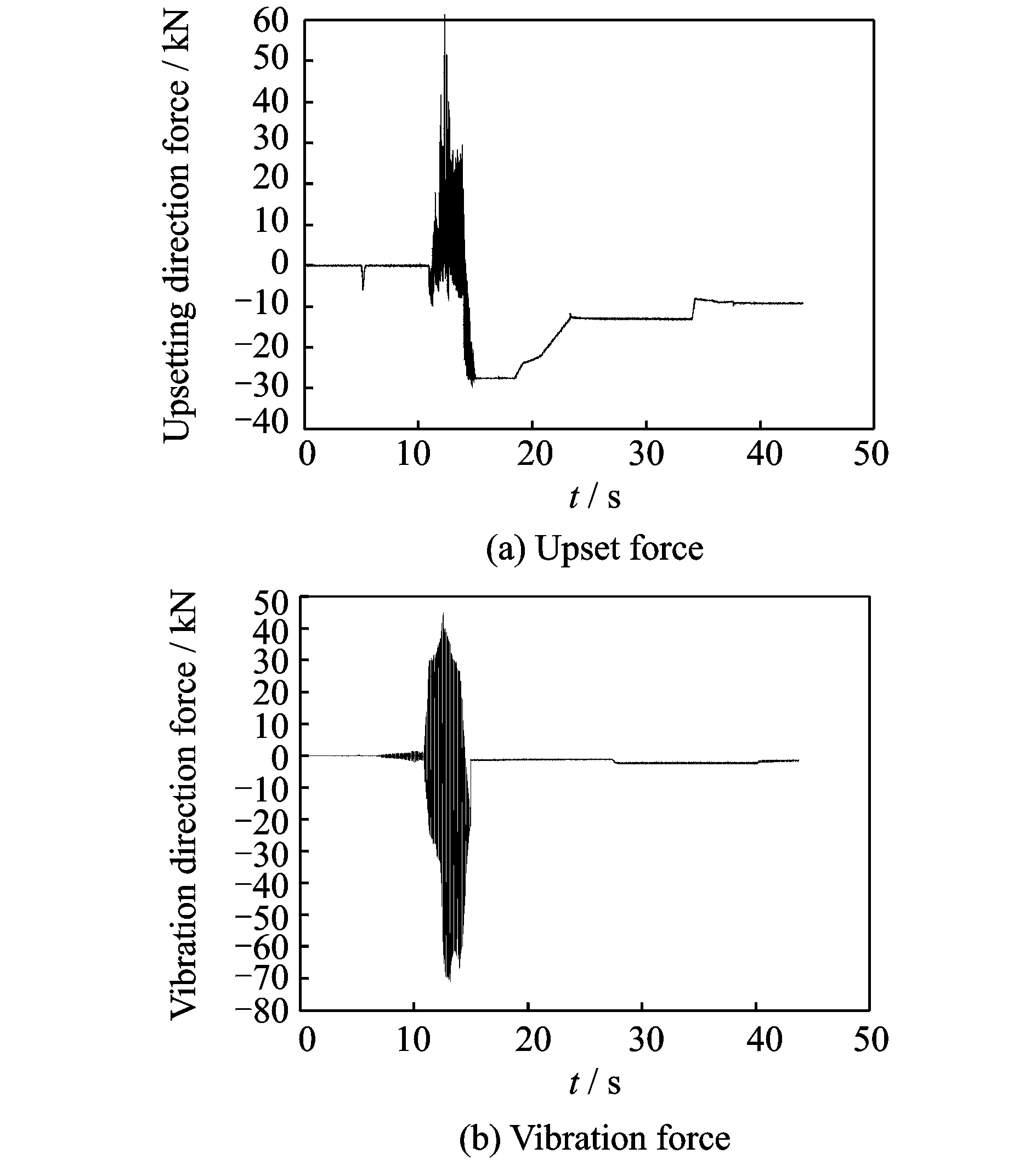
Fig.7 TC11-TC17 linear friction welding curve (TC17 as the vibration end, 3 s joining time)

Fig.8 TC11-TC17 linear friction welding curve (TC11 as the vibration end, 3 s joining time)
5 Conclusions
(1) A device suitable for measuring the forces of linear friction welding was designed and manufactured. After calibration, its error percentages in the x and y directions were 0.9% and 0.75%, respectively. The cross-sensitivity range in the two directions was 1.2%—3.3%.
(2) The measured results of the dynamometer showed that the upset force generated by linear friction welding was significantly greater when TC11 was the vibration end than the one when TC17 was the vibration end, but the vibration force did not change.
(3) The upset and vibration forces were greater with a short joining time than those with a long joining time.
Acknowledgments
This work was supported by the National Natural Science Foundation of China (Nos. 51175255, 51305199), the Excellent Young Talents Fund Key Project of the Anhui Higher Education Institutions of China (No. 2013SQRL089ZD), and the Starting Foundation for Talents from HuangShan University of China (No. 2013xkjq003).
[1]MA T J, LI W Y, YANG S Y, et al. Impact toughness and fracture analysis of linear friction welded Ti-6Al-4V alloy joints[J]. Materials & Design, 2009, 30 (6): 2128-2132.
[2]VAIRIS A, FROST M. Modeling the linear friction welding of titanium blocks[J]. Materials Science and Engineering A, 2000, 292(1): 8-17.
[3]LI W Y, MA T J, ZhANG Y, et al. Microstructure characterization and mechanical properties of linear friction welded Ti-6Al-4V alloy[J]. Advanced Engineering Materials,2008, 10(1/2): 89-92.
[4]WANG S G, BEN H F, HUANG Y, et al. Microstructure of Al-Cu-Li alloy joint with electron beam welding[J]. Journal of Nanjing University of Aeronautics & Astronautics, 2015, 47(5): 730-736. (in Chinese)
[5]SHAO Q, HE Y T, ZHANG P, et al. Influence of weld-induced plate distortion on compressive stability performance of friction stir welded aluminum alloy stiffened panel[J]. Journal of Nanjing University of Aeronautics & Astronautics, 2014, 46(6): 963-968. (in Chinese)
[6]BOEHLERT C J, MAJUMDAR B S, SEETHARAMAN V, et al. The microstructural evolution in Ti-Al-NbO+Bcc orthorhombic alloys[J]. Metall Mater Trans, 1999(30A): 2305-2323.
[7]Guo H Z, Zhao Z L, Wang B , et al. The effect of isothermal forging process parameters on the microstructure and the properties of TA15 near α Titanium ally[J]. Advanced Materials Research, 2007(26/27/28):367-371.
[8]LI S Q, ZHANG J W, CHENG Y J, et al. Current status on development of Ti3Al and Ti2AlNb intermetallic structural materials[J]. Rare Metal Materials and Engineering, 2005, 34(3): 104-109.
[9]VAIRI A, FROST M. High frequency linear friction welding of a titanium alloy[J]. Wear, 1998, 217(1): 117-131.
[10]MA T J, YANG S Q. Mechanical properties and microstructure features of linear friction welded TC4 titanium alloy joint[J]. Transactions of the China Welding Institution, 2007, 28(10): 17-20.
[11]ZHANG T C, LI J. Structure and mechanical properties of TC4 linear friction welding joint[J]. Transactions of the China Welding Institution, 2010, 31(2): 53-56.
[12]LANG B, ZHANG T C.Microstructural evolution of a TC11 titanium alloy during linear friction welding[J]. Journal of Materials Science, 2010, 45(22): 6218-6224.
[13]XU H S, SHEN Y F, FENG X M, et al. Interface structure and properties on friction stir welding dissimilar alloys lap-butt joint of aluminum and stainless steel[J]. Journal of Nanjing University of Aeronautics & Astronautics, 2015, 47(3): 436-439. (in Chinese)
[14]ZHANG C C, HUANG J H, ZHANG T C, et al. Investigation on microstructure and microhardness of linear friction welded joints of dissimilar titanium alloys[J]. Transactions of the China Welding Institution, 2012, 33(4): 97-100.
[15]CHEN Z, LI Z, YU C. Hot deformation behavior of an extruded Mg-Li-Zn-Re alloy[J]. Materials Science and Engineering: A, 2011, 528(3): 961-966.
[16]LI Z F, CHAI Y, LI H F. Fault feature extraction method of vibration signals based on multi-fractal[J]. Journal of Data Acquisition & Processing, 2013, 28(1): 34-40. (in Chinese)
Dr. Wang Hongfeng is a postdoctoral scholar in Nanjing University of Aeronautics and Astronautics (NUAA). He received his Ph.D. degree from NUAA. His research interests focus on friction stir jointing.
Dr. Zuo Dunwen is a professor and doctoral supervisor in NUAA. He received his Ph.D degree in Japan′s National Kumamoto University. His research interests focus on friction stir jointing and high-speed milling technology.
Mr. Wang Jianli is a professor in HuangShan University. He received Master′s degree in Harbin Institute of Technology. His research interests focus on friction stir surface processing.
Ms. Song Weiwei is an assistant lecturer in HuangShan University. She received Master′s degree in Anhui Polytechnic University. Her research interests are friction stir surface processing.
(Executive Editor: Zhang Tong)
, E-mail address: wanghnfeng@163.com.
How to cite this article: Wang Hongfeng, Zuo Dunwen, Wang Jianli, et al. Joining force of heterogeneous titanium alloy in linear friction welding process[J]. Trans. Nanjing Univ. Aero. Astro., 2016,33(3): 370-374.
http://dx.doi.org/10.16356/j.1005-1120.2016.03.370
TG456.9Document code:AArticle ID:1005-1120(2016)03-0370-05
 Transactions of Nanjing University of Aeronautics and Astronautics2016年3期
Transactions of Nanjing University of Aeronautics and Astronautics2016年3期
- Transactions of Nanjing University of Aeronautics and Astronautics的其它文章
- Behavior of Corrosion-Repaired Concrete Beams Reinforced by Epoxy Mortar
- Model Updating for High Speed Aircraft in Thermal Environment Using Adaptive Weighted-Sum Methods
- Removing Random-Valued Impulse Noises by a Two-Staged Nonlinear Filtering Method
- Robust Fault-Tolerant Control for Longitudinal Dynamics of Aircraft with Input Saturation
- Numerical Calculations of Aerodynamic and Acoustic Characteristicsfor Scissor Tail-Rotor in Forward Flight
- DNS Study on Volume Vorticity Increase inBoundary Layer Transition