連軋前臺升降支撐輥調整系統改造
2016-09-05 02:52:48蘇小銘姬洪魁天津鋼管集團股份有限公司天津300301
天津冶金 2016年1期
蘇小銘,姬洪魁,鄒 峰(天津鋼管集團股份有限公司,天津300301)
連軋前臺升降支撐輥調整系統改造
蘇小銘,姬洪魁,鄒峰
(天津鋼管集團股份有限公司,天津300301)
258PQF機組連軋前臺支撐輥調整裝置設計存在一定的缺陷,通過對支撐輥調整裝置的故障進行分析總結,查找設備故障原因,根據實際情況提出更合理的改進方案并實施,通過對調整裝置的改進,設備故障率顯著降低,提高了支撐輥裝置設備運行的穩定性,支撐輥的高度定位更精確,節約了設備的維護及備件成本。
支撐輥;調整;精度;液壓回路
1 引言
連軋前臺升降支撐輥(共4個)工藝功能:主要用于支撐毛管和芯棒,當毛管和芯棒通過回轉臂輸送到連軋前臺軋線上時,毛管被放置在連軋前臺升降支撐輥上,為下一道工序限動齒條推動芯棒進行毛管預穿做準備。升降支撐輥分別都有3個位置即低位、毛管位、芯棒位,原設計它們從低位到高位均由液壓缸帶動連桿機構完成。當需要滿足不同規格芯棒要調整芯棒支撐輥的芯棒位時,由大千斤頂調整液壓缸底座大梁的位置來完成。當需要滿足毛管位時,芯棒支撐輥可單獨通過各自帶小千斤頂的單作用缸來完成。這4個千斤頂由統一的1個電機帶動4個直角減速機來驅動完成,保證其同步[1]。然而在實際生產過程中,受機械設備自身磨損、連軋前臺的氧化鐵皮、高溫、冷卻水等因素影響,整體調整后經常出現升降支撐輥高度不一致的情況,由于該處工況條件較差,在處理升降支撐輥高度不一致問題時,需要投入較多人力和物力反復進行測量和調整,每次至少耽誤40min,嚴重影響生產。針對上述情況,決定對升降支撐輥調整系統進行改造。
2 現狀及存在問題
升降支撐輥的毛管位是通過單作用缸缸杠與液壓缸缸頭撞擊實現定位,容易造成雙作用缸缸頭磨損。由于每個升降支撐輥雙作用缸缸頭磨損各不相同,造成每個升降支撐輥的毛管位不一致,而生產中換規格頻繁,需經常對升降支撐輥的高度進行調整,一旦發現個別升降支撐輥毛管位高度存在問題時又無法自動調整或補償;只有通過手動調整液壓缸底座或液壓缸絞點位置來實現,需要投入較多的人力物力,同時該處受空間位置的影響,每次調整至少需停機40min,由于目前生產規格小批號、小規格較多,經常需對升降支撐輥進行調整,為保證升降支撐輥高度的精度,則需經常停機手動進行補償調整,嚴重影響生產,而且也帶來安全隱患。
由于連軋前臺工況條件較差,受氧化鐵皮、高溫、冷卻水等因素影響,直接影響設備的潤滑效果,再加上設備運行過程的自身磨損如升降支撐輥輥子、傳動軸瓦,這些都將影響升降支撐輥高度,同樣需要投入較多人力和物力反復進行測量和調整,嚴重影響生產。
基于上述兩種主要原因,為保證升降支撐輥高度的精度,解決升降支撐輥高度不一致調整困難、影響生產時間長的難題,決定對其進行改造。
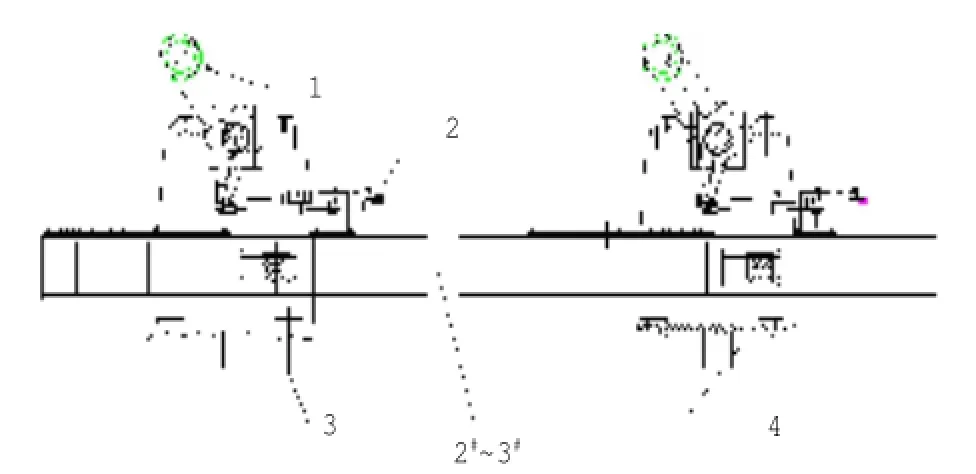
圖1 改造后傳動結構圖
3 改造方案
升降支撐輥分別都有3個位置,即低位、毛管位、芯棒位,原來主要是通過,2個液壓缸、調整大梁、電機減速機、千斤頂、液壓控制系統配合使用來實現,涉及的點多、比較復雜。新的改造方案是將原來的控制原理進行修改和簡化,即通過改成帶位移傳感器的液壓缸來實現升降支撐輥3個位置的定位,即低位、毛管位、芯棒位,這需涉及對機械傳動、液壓控制、電控系統三方面進行改造,詳細方案如下:
3.1機械傳動
將原來使用的普通液壓缸80/56-280改成帶位移傳感器液壓缸,配裝MTS品牌位移傳感器,其型號為RH-M-0300M-F30-1-A01,同時將原來的單作用液壓缸、毛管位調整的小千斤頂和電機減速機拆除,將大梁調整的電機減速機和大千斤頂與升降支撐輥調整大梁斷開。改造后的機械傳動機構如圖1所示,更簡單、實用、維護更方便。
3.2液壓控制
原設計每個芯棒支撐輥用兩組普通液壓閥組控制,改造后新設計為每個芯棒支撐輥用一組比例液壓閥組進行控制,同帶位置傳感器液壓缸實現閉環控制,液壓缸行程能實現0~280 mm范圍內任意位置控制,液壓原理圖如圖2所示。為保證升降支撐輥的響應速度,比例閥換向閥選品牌為力士樂其型號為4WRTE16V125L-4X/6EG24ETK31/F1M[2],該閥響應速度快,死區小接近,完全滿足生產節奏要求。考慮到升降支撐輥定位要求高,比例換向閥使用一段時間后可能產生零飄,影響定位等因素。為保證設備的可靠性,液壓控制原理中除了在液壓缸A、B兩腔設計液控單向閥(型號:SL20PA1-4X/ V)保壓定位外,在主油路高壓P口專門增設1組液控單向閥,同時在系統高壓油路中設計了帶溢流功能的減壓閥(型號:3DRE6P5-5X/250Y/00V),保證了系統壓力調整功能和安全。
3.3電控系統
3.3.1控制原理

圖2 改造后液壓原理圖
從圖3可以看出,操作臺通過輸入芯棒支撐輥所需高度值的指令后,電控系統自動向比例閥發出給定命令,比例閥打開液壓缸開始動作[3],期間電控系統將液壓缸的實時位置與設定位置進行比較,自動調整比例閥的給定值大小,直到液壓缸動作到操作臺設定所需的高度值后,電控系統自動取消給定值,比例閥關閉回到中位,這時液壓系統通過自鎖回路,將芯棒支撐輥保持在設定高度的位置,完成升降支撐輥位置調整的閉環控制[4]。
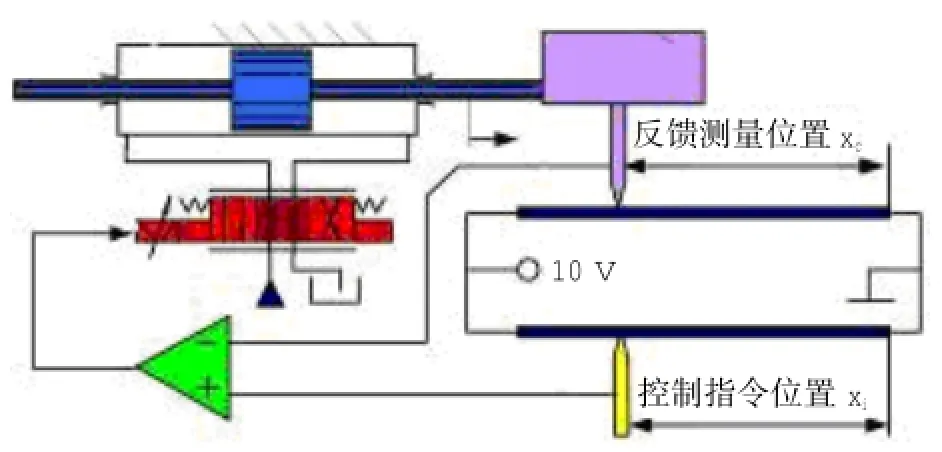
圖3 電控系統控制流程圖
3.3.2操作原理分析
自行設計的操作畫面在實際生產中的截圖(如圖4所示),最左側菜單欄名稱依次為:Mode(運行模式),HB RefPos(毛管位設定位置),MB RefPos(芯棒位設定位置),ActPos(實際運行位置),HB pos(毛管位位置信號),MB pos(芯棒位位置信號),Low pos(低位位置信號),Jog select(慢速選擇)。實際操作時,由于事先在程序的數據庫中根據不同規格的芯棒和毛管建立了升降支撐輥芯棒位和毛管位的數據庫,操作人員只需在原有參數調整程序中輸入芯棒的規格和毛管尺寸,系統將自動進行位置調整和位置數值的匹配(例如:圖中HB Sup roll 1下方Ref欄中的數值,HB RefPos毛管位數值59.9,MBRefPos芯棒位數值70,這兩個數值都是通過系統數據庫的方式自動匹配),操作簡單、便捷。如需對自動設定的升降支撐輥位置進行微調,只需在操作畫面Input下方對話框中輸入所需的毛管位或芯棒位的微調數值,升降支撐輥位置將自動進行微調。為保證設備的安全和可靠性,在程序中將微調數值的范圍設定在±10 mm。另外考慮實際運行過程中設備和液壓閥自身的精度因素,將4個升降支撐輥高度的精度誤差范圍初步設定為±3 mm,經過一段生產運行的檢驗,完全滿足了生產工藝和設備的要求。
從上述實際生產操作畫面截圖中可以看出1#~ 3#升降支撐輥位置在毛管位,4#升降支撐輥位置在芯棒位,處于自動等待軋鋼的狀態下,同時可以看出工藝操作人員,對1#升降支撐輥毛管位進行了-1 mm的微調,對2#升降支撐輥的毛管位和芯棒位都進行了2mm的微調,對3#和4#升降支撐輥均未進行微調。1#升降支撐輥位置控制偏差為+0.8 mm,2#升降支撐輥位置控制偏差為+0.3 mm,3#升降支撐輥位置控制偏差為+1.5 mm,4#升降支撐輥位置控制偏差為+0.6mm,可以看出1#~4#升降支撐輥位置控制精度較高,遠小于理論控制的±3 mm范圍。

圖4 操作界面
4 改造后實際應用效果
升降支撐輥調整系統改造后運行平穩,響應速度快,而且定位準確,完全滿足生產要求;工藝人員調整和操作便捷,得到操作人員的較高評價;大幅降低了換規格停機時間,每月可減少停機約3 h;在運行3個月后,停機檢修期間處理液壓缸漏油時,施工人員在更換液壓缸和軟管時沒有注意衛生,將一些雜質帶入系統內,造成比例換向閥故障發生,后來通過加強施工人員衛生過程管控,同時加強了更換件后對液壓系統的沖洗閥工作,杜絕了類似故障的發生。
5 結語
改造后經過近1年多的生產,設備運行非常平穩,操作便捷、有效,雖然在前期運行中出現比例換向閥故障,但最終還是得到圓滿的解決,充分說明此次改造的成功性;后續設備保養和維護時,必須嚴格控制液壓系統(回路)的清潔度,造成控制油路的堵塞的顆粒雜質是絕對不允許進入系統(回路)的;針對液壓回路中存在顆粒雜質情況,應
加強日常檢修或搶修時處理液壓缸、液壓閥、管線漏油等故障時的衛生保護措施;還應加強液壓站回油和循環過濾器濾芯的檢查更換工作,保證整個系統回路的衛生;改造充分利用在線使用件的閑置備件,既使閑置備件得到充分利用,又節約了備件費用。
[1]路甬祥.液壓氣動技術手冊[M].北京:機械工業出版社,2002: 56-70.
[2]李壯云.液壓元件與系統[M].北京:機械工業出版社,1999.
[3]邢鴻雁,張磊.實用液壓技術300題[M].北京:機械工業出版社,2009:103-152.
[4]成大先.機械設計手冊[M].北京:化學工業出版社,2002:40-72.
Revam p of Back-up Roll Lifting Ad justment System at PQF Front Platform
SU Xiao-ming,JIHong-kui and ZOU Feng
(Tianjin Pipe[Group]Corporation,Tianjin 300301,China)
Aiming at the design defect existing at the back-up roll adjustment system at 258 PQF front platform,revamp was executed on mechanical drive system,hydraulic control system and electric control system at Tianjin Pipe Corporation.Equipment fault rate was obviously lowered and the positioning of back-up roll heightmore accurate.The running stability of back-up roll was improved and production cost saved.
back-up roll;hydraulic circuit;precision
10.3969/j.issn.1006-110X.2016.01.012
2015-11-13
2015-11-28
蘇小銘(1979—),男,本科,工程師,主要從事冶金設備的技術管理工作。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
