某減速機齒輪崩齒失效分析
2016-09-05 12:35:37朱正
山東化工 2016年8期
朱 正
(江蘇省特種設備安全監督檢驗研究院徐州分院,江蘇 徐州 221007)
某減速機齒輪崩齒失效分析
朱 正
(江蘇省特種設備安全監督檢驗研究院徐州分院,江蘇 徐州 221007)
某德國進口減速機齒輪使用時發生崩齒失效,本文利用宏觀形貌、化學成分、金相組織、非金屬夾雜、硬度及有效硬化層檢測手段,對其斷裂原因進行了分析。結果表明,該齒輪鋼成分接近聯邦德國國家標準(DIN)20MnCr5及中國國家標準(GB)20CrMnTi,表層組織為高碳馬氏體+少量殘余奧氏體,心部組織為低碳馬氏體;齒輪試樣中存在氧化物、夾雜及孔洞;斷口屬于過載折斷,主要是由于輪齒的應力超過其極限應力所導致。
齒輪;失效分析;斷裂
某德國進口減速機齒輪使用過程中發生崩齒失效(如圖1所示),廠家未提供任何材質、熱處理工藝、技術指標等參數。該齒輪為直齒圓柱齒輪,齒數為25,經齒輪測量儀測定,節圓齒寬47.5mm,齒頂圓齒寬43mm,全齒高18.4mm,基圓齒距25.1mm,基圓直徑199.6mm,齒輪坯寬度52.8mm,齒頂圓直徑236.9mm,齒根圓直徑200.2mm,公法線長度68.3mm。
圖1 斷齒形貌
為查明齒輪崩齒斷裂原因,現對其宏觀形貌、化學成分、金相組織、非金屬夾雜、硬度及有效硬化層深度進行了分析測試。
1 化學成分測試
根據聯邦德國國家標準(DIN)常用齒輪材料化學成分表,對C、Si、Mn、S、P、Cr、Ni、Mo元素含量進行了測試,測試結果如表1所示。
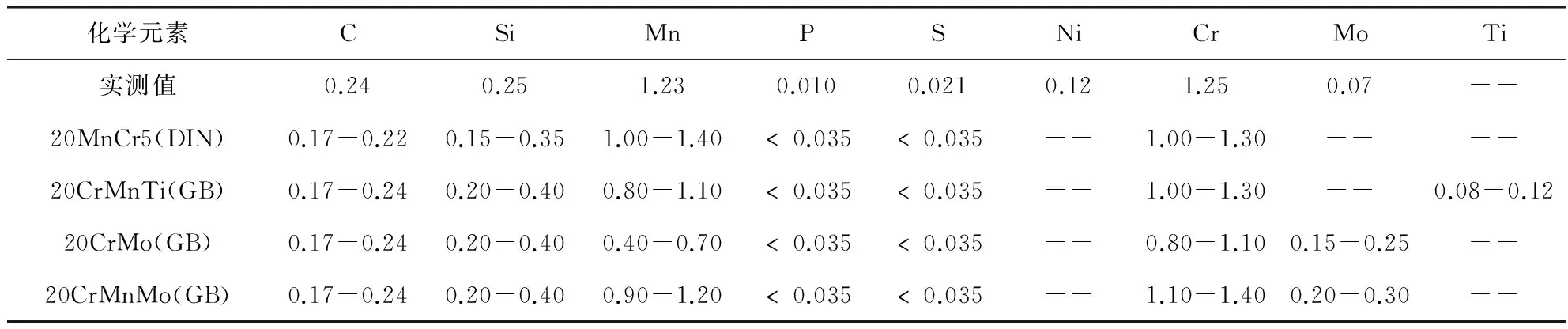
表1 齒輪化學成分及聯邦德國國家標準(DIN)、中國國家標準(GB)對照表(質量分數%)
化學成分結果顯示,該齒輪鋼成分接近聯邦德國國家標準(DIN)20MnCr5及中國國家標準(GB)20CrMnTi。
2 宏觀形貌分析
齒輪整體形貌如圖1所示,在A、B兩處發生崩齒,斷裂部位均在齒根,A處崩齒面長45mm,約為4/5齒寬,B處崩齒面長26mm,約為1/2齒寬。整個齒輪表面及崩齒部位銹蝕嚴重。
對A、B兩處崩齒部位進行線切割取樣,經超聲波清洗后,斷口宏觀形貌如圖2所示。
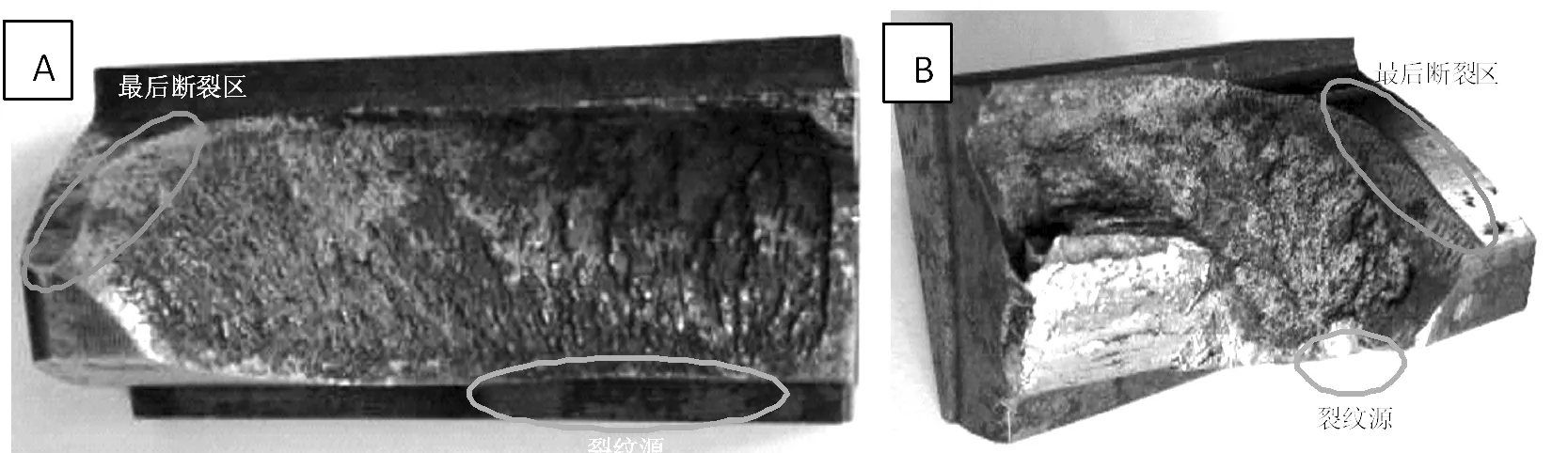
圖2 斷口宏觀形貌
A斷口表面有較多腐蝕產物,斷口比較平齊,無明顯宏觀塑性變形,為脆性斷裂,裂紋源位于齒根部;B斷口表面也存在大量銹蝕,齒表面有擠壓痕跡,為脆性斷裂,裂紋源位于齒面分度圓附近,該處具有明顯的擠壓變形。初步判斷,A、B兩斷口均為過載折斷,主要是由于輪齒的應力超過其極限應力所導致,可能原因包括:短時意外的嚴重過載;載荷的嚴重集中(偏載);動載荷過大;較大硬質異物進入嚙合處(如卡住)、軸畸變以及傳動失效等意外事故。
3 金相組織分析
齒輪心部、過渡層及滲層金相組織分別如圖3、圖4、圖5所示。結果顯示:心部、過渡層組織為低碳馬氏體;滲層組織為高碳馬氏體+少量殘余奧氏體,馬氏體等級為3級和殘余奧氏體含量﹤10%,滿足GB/T 8539-2000標準;同時心部及滲層存在少量氧化物夾雜及孔洞。
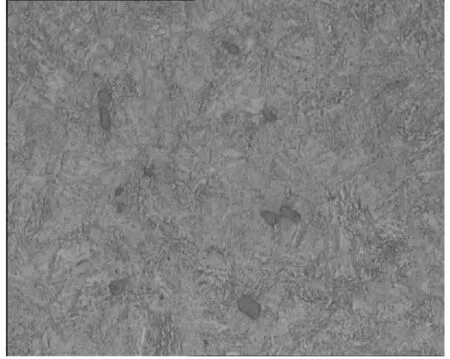
圖3 心部金相組織 500×
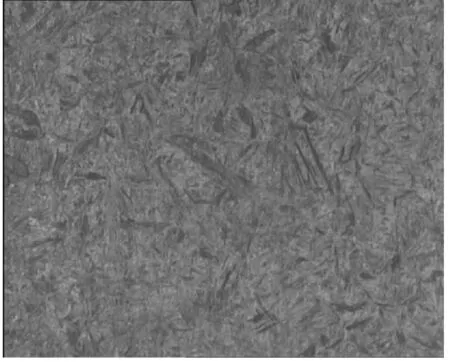
圖4 過渡層金相組織 500×
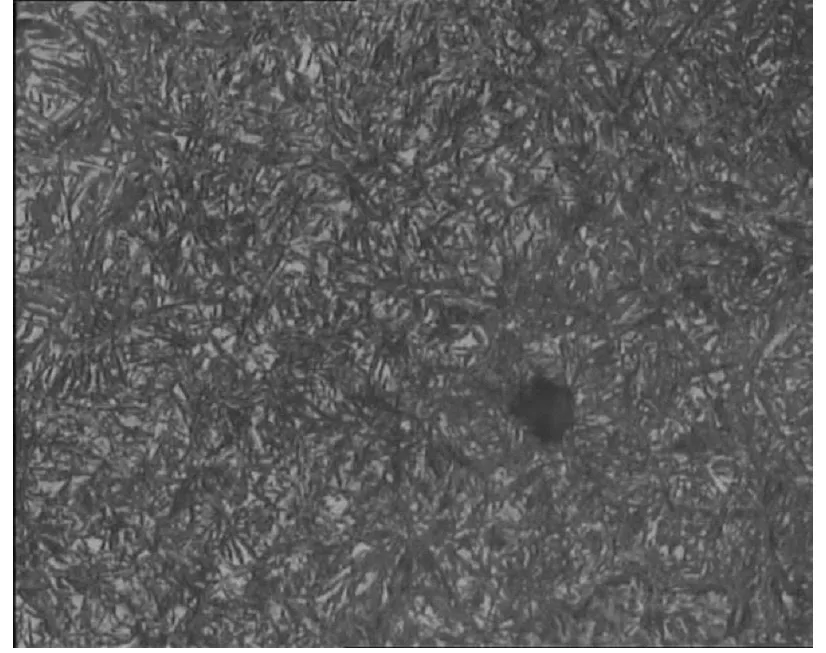
圖5 滲層金相組織 500×
4 非金屬夾雜物檢查
根據國家標準GB/T 10561-2005《鋼中非金屬夾雜物含量的測定》,試樣不經腐蝕,從邊緣至中心全面檢驗。非金屬夾雜物檢查結果如圖6所示。經檢測,視野所及范圍內發現較多氧化物、夾雜物、孔洞,可能是化學熱處理過程中合金元素被氧化造成的。
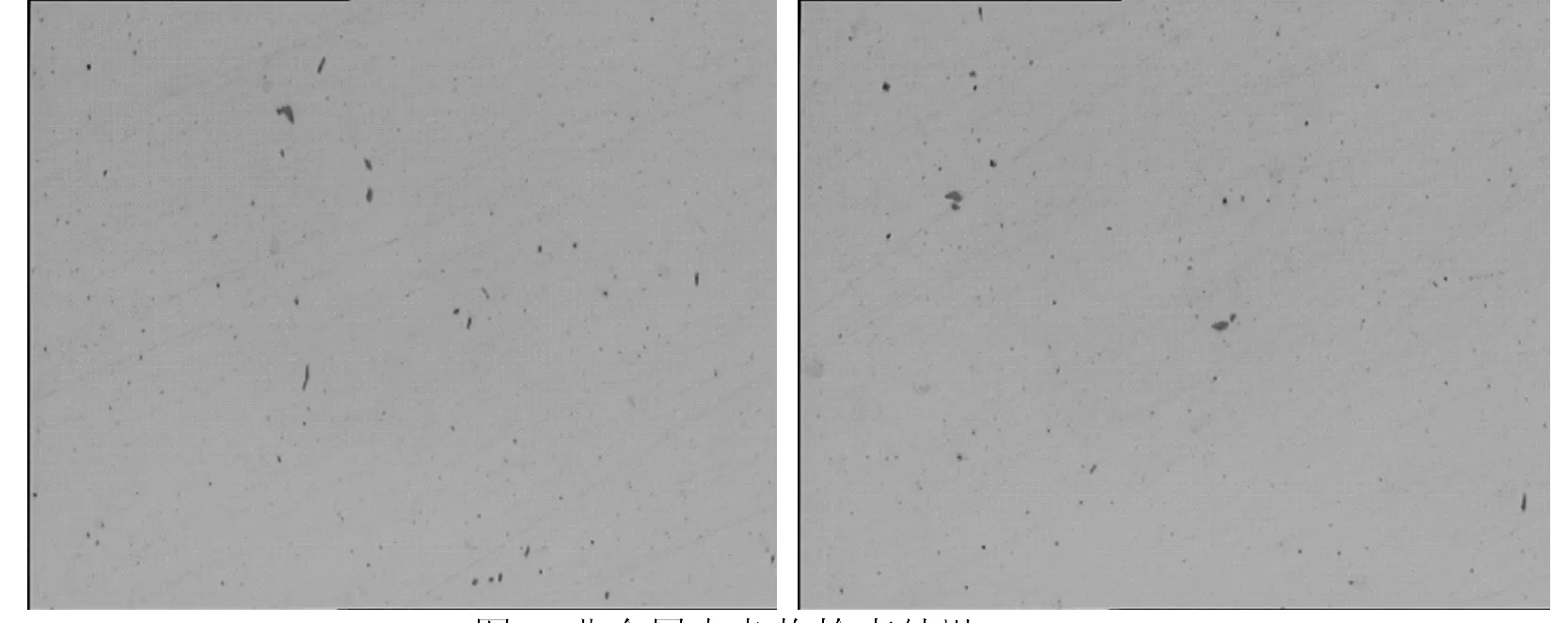
圖6 非金屬夾雜物檢查結果 100×
5 硬度測試
齒輪硬度測試按圖7所示位置進行,結果表2所示。
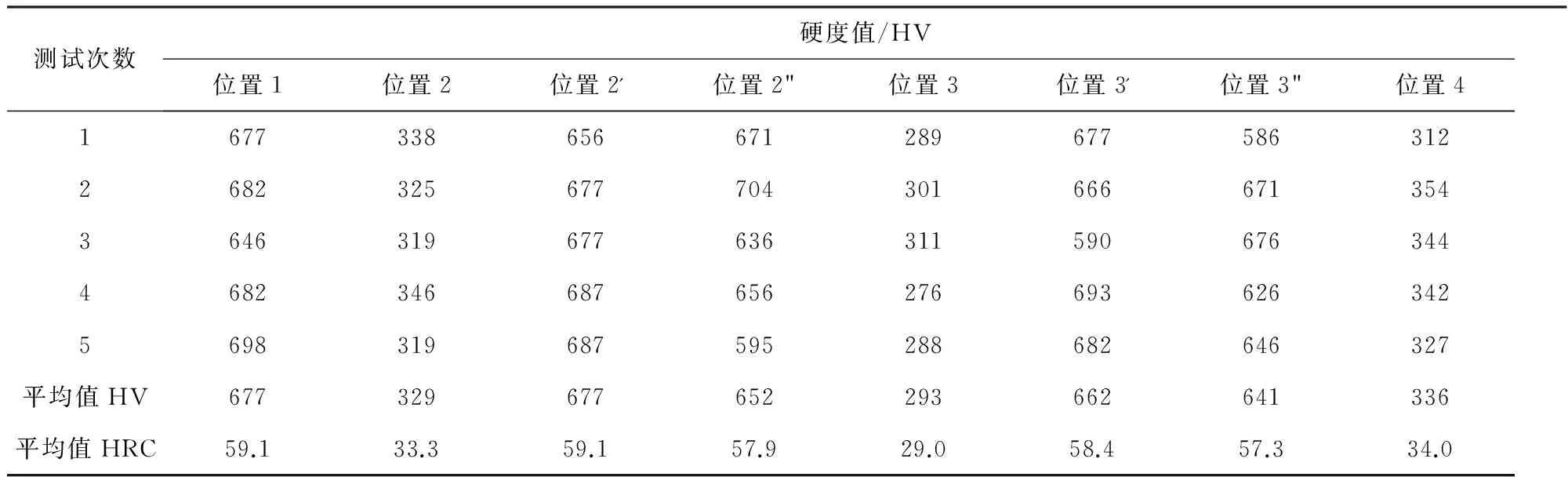
表2 硬度測試結果
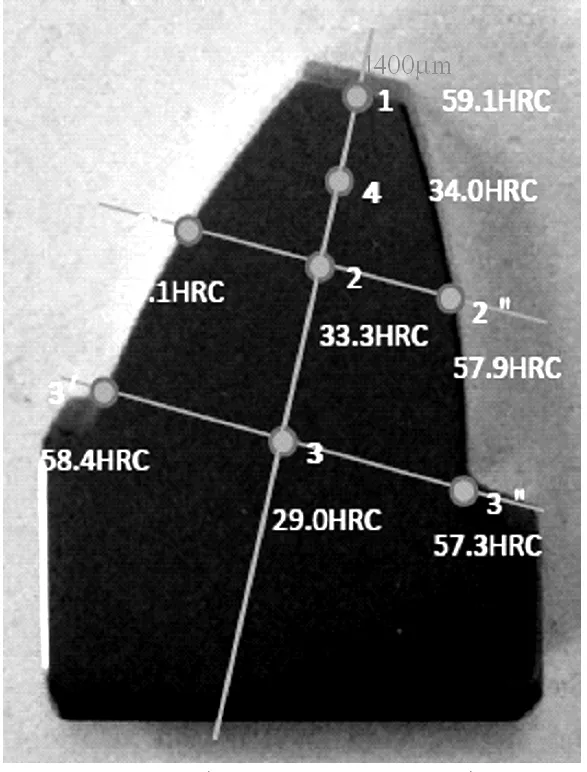
圖7 硬度測試位置示意圖
根據GB/T 8539-2000《齒輪材料及熱處理質量檢驗的一般規定》:對于表面硬化鋼,工件表面硬度在58-64HRC,齒根部位可以略低于齒面,心部硬度25HRC以上。據此,該齒輪硬度基本合格。
6 有效硬化層深度測試
根據圖7,分別對1、2'、2"三個位置進行有效硬化層深度測試,參照國際標準ISO 2639及國標GB/T 9450進行,測試結果如下表3所示,結果表明:1、2'、2"三個位置的有效硬化層深度均在1400μm左右。
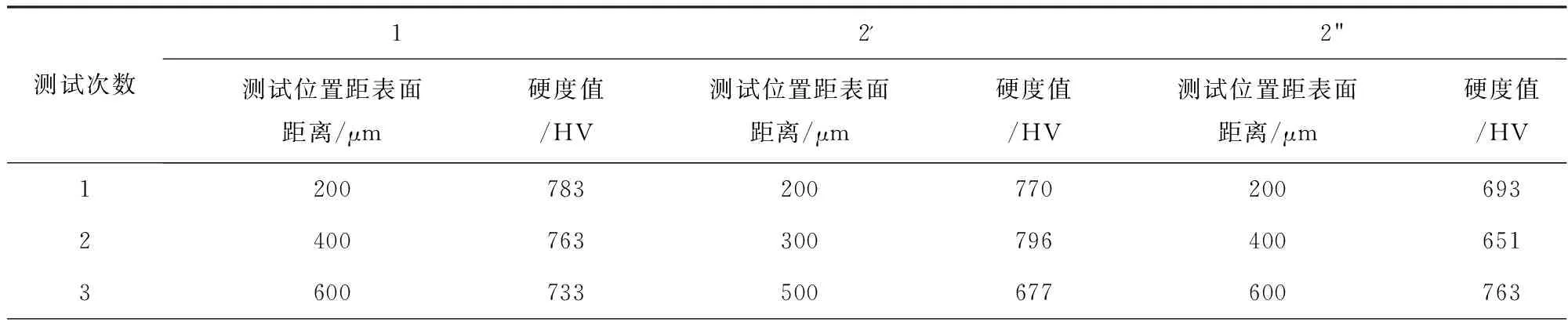
表3 有效硬化層深度
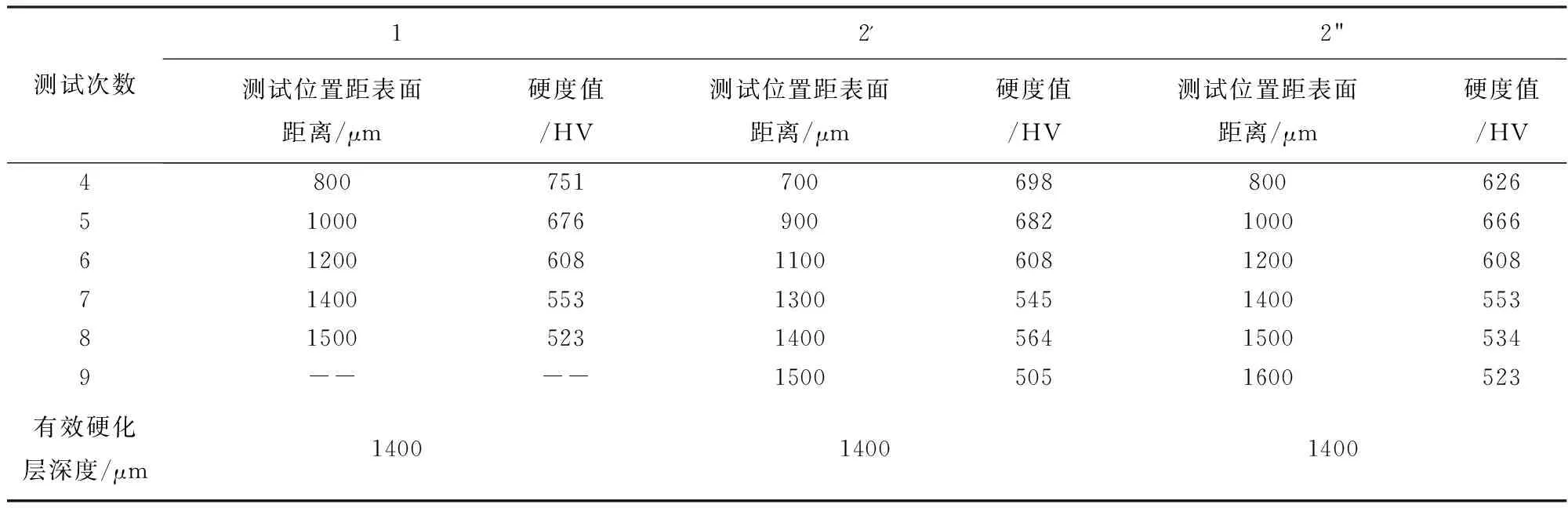
表3(續)
7 結論
(1)經檢測分析,該齒輪鋼成分接近聯邦德國國家標準(DIN)20MnCr5及中國國家標準(GB)20CrMnTi,表層組織為高碳馬氏體+少量殘余奧氏體,馬氏體等級為3級,殘余奧氏體含量﹤10%,滿足GB/T 8539-2000;心部組織為低碳馬氏體;表面硬度、心部硬度、齒根硬度基本滿足GB/T 8539-2000標準;齒頂及齒面有效硬化層深度均為1400μm左右;
(2)齒輪試樣中存在氧化物、夾雜及孔洞,可能是化學熱處理過程中合金元素被氧化以及存在鍛造缺陷造成的;
(3)A、B兩斷口均為過載折斷,主要是由于輪齒的應力超過其極限應力所導致,可能原因包括:短時意外的嚴重過載;載荷的嚴重集中(偏載);動載荷過大;較大硬質異物進入嚙合處(如卡住)、軸畸變以及傳動失效等意外事故。另外齒輪材質有缺陷、齒面加工粗糙或精度過差也可以引起過載折斷。
[1] 歐雪梅,江 利.工程材料[M].徐州:中國礦業大學出版社,2011.
[2] 孫 智,江 利,應展鵬.失效分析-基礎與應用[M].北京:機械工業出版社,2005.
[3] 秦 亮,高國慶,杜偉娟,等.汽車錐齒輪斷齒原因分析[J].材料熱處理技術,2010,39(22):196-198.
[4] 楊小壘,鄧德偉,葛言柳,等.壓縮機變速箱齒輪斷齒失效分析[J].金屬熱處理,2011,36:317-320.
(本文文獻格式:朱 正.某減速機齒輪崩齒失效分析[J].山東化工,2016,45(08):75-78.)
Failure Analysis of A Reducer's Broken Gear
Zhu Zheng
(Jiangsu Institute of Special Supervision and Inspection,Xuzhou i 221007,China)
In order to find reasons why the gear on a German reducer chipped when using, macroscopic morphology, chemical composition, microstructure, non-metallic inclusions, hardness and effective hardened layer were analyzed in this paper. The results show that the composition of this gear steel is close to Germany National Standards (DIN) 20MnCr5 and China National Standard (GB) 20CrMnTi. It turns out that the surface organizations are carbon martensite as well as a small amount of residual austenite, and the center organization is a low-carbon martensite. There are oxide, inclusions and voids in gear samples and the fracture surface is overloaded, which mainly due to the stress exceeding the limit stress.
gear;failure analysis;fracture
2016-03-12
朱 正(1982—),工程師,長期從事特種設備安全檢驗檢測工作。
TH32.41
B
1008-021X(2016)08-0075-04