超(超)臨界電站鍋爐金屬監督典型缺陷分析和探討
2016-09-07 07:10:58王國永高俊杰河北和邦能源科技有限公司石家莊050000
山東工業技術 2016年14期
王國永,高俊杰(河北和邦能源科技有限公司,石家莊 050000)
超(超)臨界電站鍋爐金屬監督典型缺陷分析和探討
王國永,高俊杰
(河北和邦能源科技有限公司,石家莊 050000)
隨著壓力、溫度參數的大幅度提高,對超(超)臨界電站鍋爐安裝過程中鍋爐的管道焊接、承壓部件安全性和可靠性提出了更高的要求,必須對焊接過程,焊材管理,預熱和熱處理工藝等因素嚴加控制,本文通過金屬監督過程中發現的一些典型的缺陷進行分析和探討來總結一下超(超)臨界電站鍋爐安裝過程中金屬監督應重點關注的一些問題。
超(超)臨界電站鍋爐;金屬監督;典型缺陷
1 引言
本公司承接某2×350MW超(超)臨界電站鍋爐安裝金屬監督工作,本工程鍋爐焊口總數60970道,射線檢測31239道,一次返修焊口92道,超聲檢測24539道,一次返修焊口79道,光譜檢測696915點,發現不符項12點,硬度檢測38160點,發現不合格37點。
2 典型缺陷進行分析總結
由于安裝過程中焊接、預熱及焊后熱處理、焊材等環節管理不規范,而導致安裝存在重大的質量問題,為了在以后的工作中避免這些情況再次發生,我們就本工程中發現的幾個典型缺陷進行分析總結:
(1)焊口根部氧化及成形不良。屏過出口至末過入口連接管,規格φ457×70,材質SA-335P91,我檢測人員在對此焊口超聲波檢測時,發現根部有不良回波,本公司利用內窺鏡對焊縫根部做進一步檢查發現根部過度氧化,有內凹缺陷,并有掛渣現象(見圖1)。經過和焊接公司共同討論分析一致認為是焊接過程中充氬保護不到位,導致過度氧化。

圖1
(2)焊材錯用。頂棚管材質為SA213T12,按照工藝要求,應使用TIG-R30或相近化學成分和力學性能的焊絲,在對頂棚管焊縫光譜抽查時,發現3道焊縫焊材主要合金元素Cr:0.21%,Mo:0.2%,明顯低于DL/T819-2012中對T12材料主要元素的標準要求。經調查發現焊工間互相借用焊絲導致焊材錯用。
(3)硬度值超標,焊后熱處理工藝不規范。高溫過熱器管排材質SA-213T91,焊縫在地面組合,熱處理后對焊口進行硬度抽查,發現個別焊口硬度超出母材硬度值100HB。分析原因為整屏8個焊口同批進行焊后熱處理,取樣測溫,加熱器采用串接方式,每個加熱器上的電流和加熱時間是一樣的,對加熱片的電阻值進行測量發現最高和最底值相差40Ω,最高和最底值相差近20%,其他在用的加熱片也普遍存在這種現象,這樣就造成加熱器功率相差近20%,熱處理的溫度也就形成了嚴重的差異,導致硬度檢測不合格。
(4)射線檢測發現p91焊縫裂紋(見圖2)。分析原因焊口兩側布置的熱電偶所測溫度并不能代表坡口面近內壁區域溫度,焊接過程中也未采用其他測溫方式來測試,致使層間溫度未達到焊接工藝要求。
(5)返修的P91焊縫未經二次熱處理,再次超聲波檢測時發現有裂紋缺陷。經調查發現,此焊縫第一次返修后未進行高溫回火熱處理,P91鋼有冷裂紋傾向,未經高溫回火處理不能確保焊縫中殘余氫及時逸出,產生冷裂紋。
(6)在熱段安裝時發現坡口端面有開口缺陷,經滲透檢測確認為分層缺陷,連續長度320mm,深度5mm。(見圖2)。
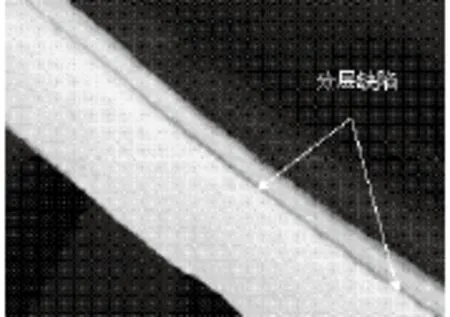
圖2
(7)合金焊口未預熱但已打底焊接,焊口加熱片寬度不夠。
3 結論
在超(超)臨界電站鍋爐安裝過程中,我們認為重點關注新型耐熱鋼(P91、P92等)的焊接、熱處理質量,對焊材規范化管理,規范熱處理工藝,做好材質復核、適當引用新檢測技術進行補充檢測,對設備缺陷要加強到貨設備檢查、檢測工作。
(1)改進大徑管充氬保護工藝,確保充氬保護效果后方可投入應用,在施工前進行專門的技能培訓和專項技術交底,對焊縫根部可能存在的缺陷有疑問,條件允許時,采用內窺鏡進行復查。(2)對P91、P92等材料焊接第二層時采用小的焊接線能量。(3)安裝單位嚴格規范焊接材料的管理,檢測單位認真進行光譜復核工作,防止焊材錯用情況發生。加強對到貨設備的檢查檢測工作,在管道安全前增加對管道端面缺陷的檢測工作,發現問題要擴大檢查,并監督消缺。(4)安裝單位應綜合考慮壓縮工期后可能出現的質量問題,采取相應的質量控制措施。(5)規范熱處理工藝,嚴格按照熱處理工藝施工。正確布置熱電偶,達到預熱溫度后,用遠紅外測溫儀器測溫,和熱電偶溫度比對,溫差不得大于15℃。串聯加熱熱處理時同批加熱器電阻值偏差控制在5%以內,并定期標定電阻值,避免因老化等情況引起電阻值的變化。返修焊縫,在返修后二次復檢前要嚴格按照工藝進行熱處理。(6)適當采用TOFD、相控陣等新檢測技術對疑難缺陷進行補充檢測。
[1]DLT819-2010火力發電廠焊接熱處理技術規程.
[2]DLT869-2012 火力發電廠焊接技術規程.
[3]DL T438-2009 火力發電廠金屬技術監督規程.
10.16640/j.cnki.37-1222/t.2016.14.063
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
人大建設(2020年4期)2020-09-21 03:39:12
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
人大建設(2017年2期)2017-07-21 10:59:25
制造業自動化(2017年2期)2017-03-20 14:26:13
人大建設(2017年9期)2017-02-03 02:53:31
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
