大型龍門銑床立柱鑄造工藝
2016-09-07 07:10:54崔曉斌孟偉娜孫津原劉雅蕓貴州大學機械學院貴陽550000
山東工業技術 2016年14期
崔曉斌,孟偉娜,孫津原,劉雅蕓(貴州大學機械學院,貴陽 550000)
大型龍門銑床立柱鑄造工藝
崔曉斌,孟偉娜,孫津原,劉雅蕓
(貴州大學機械學院,貴陽 550000)
針對某大型龍門銑床立柱的鑄造工藝難點,對鑄件生產過程的關鍵工藝技術進行了分析,介紹了這種大型龍門銑床立柱的鑄造工藝,重點包括分型位置、砂芯設計、澆注位置設計、冒口設計、熱處理等。應用華鑄CAE軟件進行數值模擬仿真,驗證了設計的合理性,使鑄件的缺陷控制在可接受的范圍之內。
大型鑄件;龍門銑床立柱;砂芯設計;華鑄CAE
立柱是龍門銑床較為重要的支撐零部件,為保證整機的加工性能,龍門銑床立柱應該具有較高的剛度和強度,同時具有抗震性。立柱的結構設計在保證剛度的前提下,越來越追求輕量化及其動態性能的提升,這使得立柱多為薄壁多腔多筋結構,加之其尺寸一般較大,就造成鑄造過程工藝復雜,鑄件質量難以控制,給鑄造工藝的設計帶來了很大的困難。
1 鑄件概況
1.1鑄件的外形尺寸和技術要求
鑄件輪廓尺寸為1990mm×1210mm×900mm,重2.9t,主要壁厚為25~50mm,屬于中型鑄件,從側面看呈“J”字形,如圖1所示。生產綱領為大批量,鑄件尺寸公差要求達到GB/T6414 CT11;鑄件不應有砂眼、疏松、裂紋等缺陷;鑄件需進行時效處理。

圖1 鑄件形狀

表1 HT300化學成分
1.2材質的性能及化學成分
HT300是珠光體基體灰鑄鐵,其強度和硬度相對較高。鑄件壁厚30~50mm時最低抗拉強度達到290MPa。伸長率0.3~0.8%,硬度163~255HBW。在灰鑄鐵中,碳當量是影響鑄件力學性能和鑄造性能的主要因素。傳統觀點認為降低碳的含量、提高錳的含量,可以增加珠光體的數量,提高鑄件的強度;但是材料的鑄造性能變差,白口傾向也會增加。因此,碳當量應根據鑄件斷面尺寸,需要的力學性能、工藝性能和使用性能而定。用于結構件的灰鑄鐵選擇的碳當量一般在3.5%~4.2%之間,重型機床機座件,碳當量應當在3.5% ~4.9%;在一定的碳當量下,還可以調整硅碳比來提高強度(如圖2)[2]。調整HT300的化學成分如表1所示。
HT300具有良好的鑄造性能。其化學成分在共晶點附近,流動性很好;減摩性好,減震性好,缺口敏感性好;體積收縮率較小,自由線收縮率為0.9%,受阻收縮率0.8%;由于鑄鐵件是液態澆注成形,鑄鐵表面冷速大,易得到白口組織且存在較大應力,因此必需對鑄鐵進行改性處理。

圖2 一定碳當量下硅碳比與材料抗拉強度的關系
1.3鑄件的結構工藝性
鑄件結構復雜,多腔室多板筋;壁厚梯度較大,熱節部位多且復雜;棱角部位做了很多的工藝圓角處理,有利于合金熔液的充填;重要導軌面尺寸精度、鑄件致密性要求較高,是機械加工面,需設置合理的加工余量。
2 鑄造工藝
為獲得性能良好、組織致密、質量達標的鑄件,設計合理的鑄造工藝。根據生產要求、零件結構及生產成本控制原則,采用砂型重力鑄造方法,兩箱分模造型,每箱一件。鑄型和砂芯都采用冷硬呋喃樹脂砂,樹脂砂工藝的尺寸公差比粘土砂可提高2級,表面粗糙度可降低1~2級,鑄件廢品率可減少一半。為保證獲得化學成分均勻、穩定的鐵液,采用高頻感應電爐熔煉工藝,稀土鉻錳鈣鋇孕育劑隨流孕育,這種孕育劑不僅保證了鑄件的力學性能,還降低了感應電爐熔煉的白口傾向,降低了成本。合金溶液的出爐溫度為1450℃,澆注溫度1350℃。
2.1分型位置
針對鑄件,設計兩套方案如下圖3、4。

圖3 方案一

圖4 方案二
方案一和方案二都采用橫放水平澆注的方式,既可以避免豎放沙箱過高帶來的麻煩,也減少了砂芯的數量,簡化了工藝。比較兩個方案方案二更優,其將重要加工面朝下,無法朝下的也是側立放置,保證鑄件質量;將鑄件大部分放置在下箱,減少鑄件的尺寸偏差;減少了懸臂芯的數量。
2.2砂芯設計
除上下兩個面用自帶砂芯成型的孔、槽以外,鑄件內外共設計12個砂芯來成型孔、腔結構。其中4#、5#、6#成對6個芯公用一個芯盒;7#、9#為大的懸臂芯,應放置足夠數量的芯撐。 3#是外型芯,目的是為了冷鐵、2#芯頭部位的脫模更加方便。8#芯同理。另外,由于2#和7#本屬于內型芯,其芯頭從多個方向伸出來造成下芯困難,與3#、8#外型芯搭配使用可以順利下芯。

圖5 砂芯及其編號
2.3澆筑位置
根據分型面的選擇及生產要求,采用半封閉中間注入式澆注系統,系統有金屬液呈現充滿狀態,撇渣能力強,造型方便,相對底部注入補縮效果好、出品率高的優點。各單元的斷面比列設計為:F直:F橫:F內=1.2:1.4:1。澆筑位置在分型面(參看圖6)。
2.4冒口設計
為防止鑄件產生縮孔、縮松等明顯的鑄造缺陷,在鑄件頂端設置冒口。嚴格控制金屬液的凝固順序,由模數法及補縮距離確定出冒口的數量和尺寸。通過華鑄CAE軟件的多次模擬,最終確定冒口設置如圖6。

圖6 澆冒系統示意圖
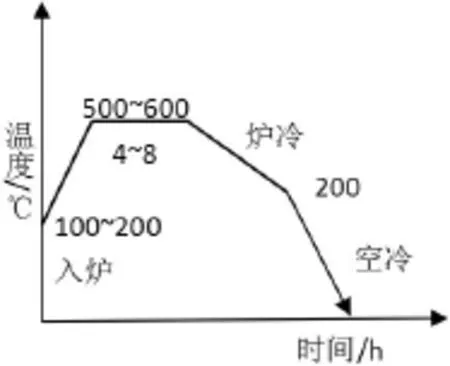
圖7 消應力退火
3 熱處理
根據技術要求,應該對鑄件進行去應力退火以防止開裂。若在冷鐵處出現白口組織影響機加工,要進行消白口退火。熱處理規范如圖7。
4 CAE模擬仿真
華鑄CAE鑄造工藝分析軟件系統以鑄件充型過程、凝固過程數值模擬技術為核心,可對鑄件進行鑄造工藝分析,可完成多種合金材質、多種鑄造方法下的流動分析、凝固分析以及流動和溫度的耦合計算分析。

圖8 充型壓力
由于流動中的負壓區域與鑄件最終卷氣夾渣的形成常常有高度關聯,通過跟蹤流動過程的負壓(圖8),發現并沒有太大的紊流和不平穩充型,可以驗證出澆筑系統設計合理,出現卷氣、夾渣的可能性低。

圖9 固相率分布
軟件以色標與固相率的方式顯示各時間點流體各處的固相分布,通過觀察充型結束時的固相率分布(圖9),并沒有過多的固相帶,可以驗證鑄件充型性能良好,不存在澆不足的情況。
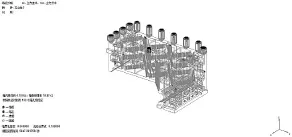
圖10 縮孔形成圖
鑄件在凝固過程中呈現糊狀凝固的特點明顯,糊狀區在凝固完成后易成為縮松區域。通過觀察縮孔形成圖(圖10),縮孔縮松集中冒口處,鑄件厚大處的縮松也控制在可接受范圍,冒口設計到預期效果。
5 總結
龍門銑床立柱尺寸大,結構復雜,對導軌面的內在質量要求高,工作環境承受較大的載荷,生產難度大。經過精心的生產準備和工藝設計,結合鑄造經驗和模擬仿真,得出了較好的鑄造工藝設計方案。
[1]黃偉.龍門銑床立柱結構的有限元分析與拓撲優化[J].機械科學與技術,2012,32(01):118~121.
[2]杭新.HT350高強度灰鑄鐵組織與性能的研究[D].吉林大學,2014. [3]王文清,李魁盛. 鑄造工藝學[M].機械工業出版社,2012.
[4]陸文華,李隆盛,黃良余.鑄造合金及其熔煉[M].機械工業出版社,2013.
[5]黃天佑.鑄造手冊 第4卷 造型材料[M].機械工業出版社,2012. [6]施廷藻. 鑄造實用手冊[M].東北工學院出版社,1988.
[7]黃放,潘粉華,羅湛等.基于有限差分法的轎車助力轉向泵殼體金屬型鑄造的模擬及生產驗證[J].鑄造,2010.
[8]毛紅奎,徐宏.鑄造過程模擬仿真及工藝設計[M].國防工業出版社,2011.
[9]馮睿,黃放.轉向泵殼體鑄件缺陷分析及其解決[J].特種鑄造及有色合金,2012.
[10]關洋,李寶治,孫遜等.鑄件充型凝固過程數值模擬前后處理技術研究[J].鑄造,2004.
10.16640/j.cnki.37-1222/t.2016.14.034
貴州大學數字化精密成形技術及裝備研究生創新實踐基地研究生創新項目。
崔曉斌,男,河北人,碩士研究生,主要從事先進成形技術的研究。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
