柔性焊裝線的規(guī)劃及應(yīng)用
2016-09-10 08:39:03何道聰
裝備制造技術(shù) 2016年5期
關(guān)鍵詞:生產(chǎn)
何道聰
(上汽通用五菱汽車股份有限公司,廣西柳州545007)
柔性焊裝線的規(guī)劃及應(yīng)用
何道聰
(上汽通用五菱汽車股份有限公司,廣西柳州545007)
論述了目前汽車生產(chǎn)制造模式的轉(zhuǎn)變,即從過去的單品種大批量生產(chǎn)模式到目前的多品種小批量生產(chǎn)模式的轉(zhuǎn)變,闡述了柔性焊裝線的特點和設(shè)計規(guī)劃需要考慮的因素,詳細(xì)介紹了適用于公司產(chǎn)品結(jié)構(gòu)及廠房空間要求的多車型柔性線規(guī)劃設(shè)計及應(yīng)用。
柔性;焊裝線;工藝規(guī)劃
目前,工業(yè)用地資源緊缺,汽車企業(yè)需在有限的工廠空間進(jìn)行多品種車型的生產(chǎn)制造;另一方面,汽車車型的多樣化及更新?lián)Q代的速度需不斷滿足市場需求。傳統(tǒng)的單車型專用焊接生產(chǎn)線在用地成本、固定資產(chǎn)投資成本方面造成極大的浪費。因此各汽車主機廠逐漸開始引進(jìn)柔性焊裝生產(chǎn)線,即一條焊裝線可以實現(xiàn)多個車身的焊接生產(chǎn),這樣不但減少了工裝夾具的投入,還縮短了生產(chǎn)線的開發(fā)周期。其廠房、公用動力設(shè)施和通用設(shè)備只需一次性投入即可,每次開發(fā)新車型,只需要增加專用車型的設(shè)備工裝。在開發(fā)新車型時,不需要新建或拆遷現(xiàn)有的焊裝線之后重建新的生產(chǎn)線,廠房、設(shè)備、公用動力設(shè)施等都不需重復(fù)投資。本文主要闡述了柔性焊裝線的特點和設(shè)計規(guī)劃需要考慮的因素,詳細(xì)介紹了適用于公司產(chǎn)品結(jié)構(gòu)及廠房空間要求的多車型柔性線規(guī)劃設(shè)計及應(yīng)用。
1 柔性焊裝線的概念及特點
所謂柔性焊裝線,是指通過自動切換夾具機構(gòu)和電氣控制程序等手段實現(xiàn)多種車身拼裝焊接的焊裝線。其特點主要有自動化程度高、一次性投資大、夾具機構(gòu)復(fù)雜、使用維護(hù)成本高、技術(shù)含量高等。柔性生產(chǎn)線一般需要采用大量的焊接機器人、搬運機器人、夾具切換裝置、自動焊接設(shè)備和PLC控制系統(tǒng)等[1]。
2 多車型柔性焊裝線的規(guī)劃
2.1柔性焊裝線規(guī)劃需考慮的因素
規(guī)劃一條高水平的柔性焊裝線,需要考慮諸多方面的因素,包括產(chǎn)品、節(jié)拍、自動化程度、輸送方式、關(guān)鍵工位構(gòu)造形式、物流、廠房結(jié)構(gòu)、場地空間、安全、環(huán)保、成本,質(zhì)量及效率等要求[1]。其關(guān)鍵的因素是柔性線需要共線生產(chǎn)車型種類,柔性生產(chǎn)方式(混批還是混流)。以下通過一個實例闡述柔性生產(chǎn)性的規(guī)劃過程。
2.2前期策略性輸入
為使規(guī)劃設(shè)計順利進(jìn)行并取得良好效果,必須輸入前期策略信息,主要包括:生產(chǎn)節(jié)拍、投資策略、自動化率、可生產(chǎn)車型種類及最大車身尺寸、自制或采購策略、場地選址等。
新建柔性焊裝線前期策略輸入如下:
(1)可生產(chǎn)產(chǎn)品:A、B和C兩種車型,其中A車型為非承載式車身,B、C車型為承載式車身結(jié)構(gòu),預(yù)留將來D平臺車型全車型柔性能力;
(2)生產(chǎn)節(jié)拍為40JPH,自動化率大于70%;
(3)以混批方式實現(xiàn)小批量品種車型柔性共線生產(chǎn),生產(chǎn)線體設(shè)計考慮與公司內(nèi)其他柔性線具備互換、移植性;
(4)通過最大白車身尺寸(長×寬×高):4 800mm ×1 800 mm×1 600 mm;
(5)生產(chǎn)線組成:前車體線、左右側(cè)圍線、頂蓋線及主線(含下車體及總拼線),不包括門蓋線。
(6)場地:拆除原老產(chǎn)品線D線,在原址新建柔性生產(chǎn)線。
2.3產(chǎn)品工藝性分析
根據(jù)前期制造策略輸入可確定需要共線生產(chǎn)的A、B、C三種車型,以及預(yù)留的未來D車型,焊裝生產(chǎn)線的最初規(guī)劃決定了它的柔性制造能力,因此規(guī)劃初期就需要對產(chǎn)品結(jié)構(gòu)進(jìn)行工藝性分析,分析產(chǎn)品的分塊模式、結(jié)構(gòu)型式、零件上件流程等,評估幾種產(chǎn)品共線生產(chǎn)的可行性及實現(xiàn)共線生產(chǎn)的難易程度,據(jù)此選擇最合適、最經(jīng)濟(jì)的柔性焊接裝線方案。對于未來車型D,在前期開發(fā)階段就要輸入MR(制造要求),對產(chǎn)品開發(fā)過程進(jìn)行SE(同步工程)分析,約束產(chǎn)品設(shè)計需根據(jù)焊裝線的工藝規(guī)劃和柔性能力進(jìn)行設(shè)計,滿足柔性制造要求。否則,當(dāng)零件分塊差異較大,零件上線流程的差異性超出生產(chǎn)線的柔性能力時,后續(xù)導(dǎo)入車型將無法共線生產(chǎn),因此產(chǎn)品工藝性分析數(shù)據(jù)對于柔性線前期工藝規(guī)劃非常重要。生產(chǎn)線規(guī)劃前期對可能導(dǎo)入車型的零件上線流程樹進(jìn)行共性和差異性充分分析后,可以制定柔性線的工藝預(yù)留方案,從而確保焊裝線能夠滿足后續(xù)車型柔性生產(chǎn)需求。
通過產(chǎn)品工藝性分析,結(jié)合制造策略及以往經(jīng)驗編制柔性生產(chǎn)線的BOP(building of process產(chǎn)品工藝流程圖),BOP主要表達(dá)完成一個車身的焊接,是通過什么工序來完成。主要目的是確定焊接工藝路線,確定需要拼焊的焊接總成及上件數(shù)量,差異化零件的上線流程,初步確定生產(chǎn)線的工位數(shù)量,每個工位工藝內(nèi)容劃分等,為焊裝線線體規(guī)劃設(shè)計提供依據(jù)。圖1為實例的柔性焊裝線的BOP.
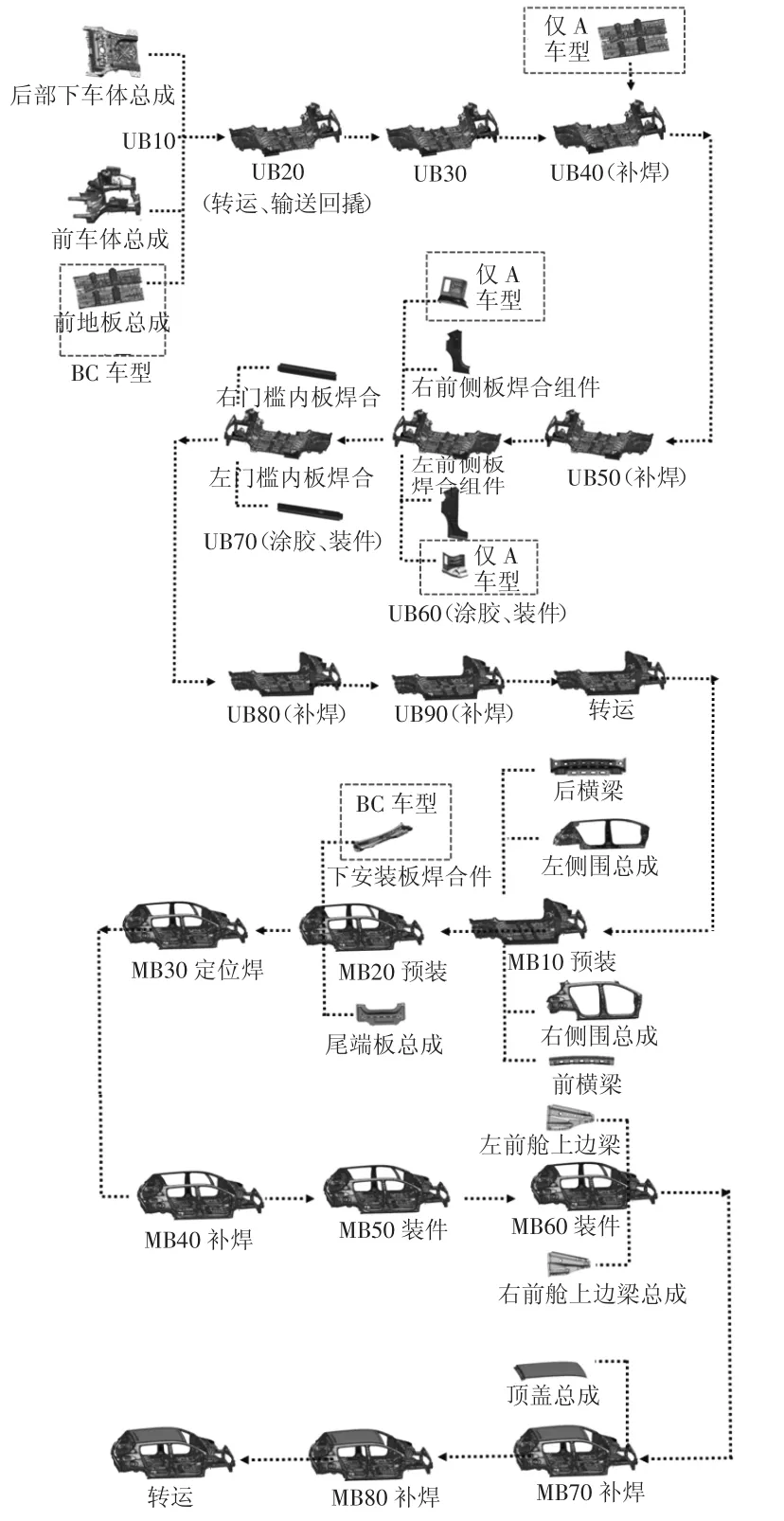
圖1 柔性線BOP
2.4柔性焊裝線的線體設(shè)計及布置
柔性焊裝線的規(guī)劃首先需要根據(jù)BOP及前期策略確定線體的工位數(shù)量、工位節(jié)距及線體長度,然后,再根據(jù)廠房結(jié)構(gòu)、尺寸、物流路線、上下工序的搬運要求等要素確定柔性焊裝線在車間的位置及方向。
柔性焊裝線線體設(shè)計關(guān)鍵工裝、工藝技術(shù)方案確定主要包括:柔性輸送系統(tǒng)技術(shù)方案,關(guān)鍵工位方案(包含柔性夾具切換技術(shù)方案、總拼技術(shù)方案、零件上件方案),機器人的應(yīng)用等,確定了以上關(guān)鍵技術(shù)方案,柔性焊裝線體結(jié)構(gòu)模式及整體方案也就確定了。
2.4.1柔性輸送系統(tǒng)技術(shù)方案
柔性輸送系統(tǒng)主要分線體內(nèi)輸送系統(tǒng)和線體間輸送系統(tǒng),線體內(nèi)輸送指的是主線或分拼線工位間的輸送,線體外輸送指的是分拼線到主線的輸送。
主線輸送線常見有往復(fù)式輸送線和輥床加隨行夾具輸送線兩種,往復(fù)式輸送線由于臺車定位及線旁夾具的限制,其柔性能力較差,一般能柔性2~3種車型,應(yīng)用NC柔性夾具可以柔性5~6種車型,但NC柔性夾具成本高,由于受結(jié)構(gòu)限制,后續(xù)導(dǎo)入車型差異較大時,將無法實現(xiàn)柔性生產(chǎn);輸送速度慢,一般需要20 s左右,效率不高。
輥床加隨行夾具輸送線,車身定位由隨行夾具進(jìn)行定位,通過切換夾具可以實現(xiàn)柔性生產(chǎn),車型柔性擴(kuò)展性好,理論上可柔性無限車型。輸送速度快,且速度可調(diào),目前高速輥床能實現(xiàn)工位輸送(工位間距5~6 m)節(jié)拍不超過10 s,其中傳輸時間不超過6 s,上升、下降均不超過2 s,快速的輸送不僅縮短了工位之間的傳輸時間,更為后續(xù)的焊接或上件留出了更多的時間,提高了機器人或其它設(shè)備的利用率。
公司新建柔性線主線采用高速輥床加滑撬加隨行夾具的創(chuàng)新模式,輥床和滑撬作為公共基礎(chǔ)架構(gòu)不變,車型切換時只需通過機器人插拔切換隨行夾具單元(共六組)即可,不需整體切換滑撬和隨行夾具,大大節(jié)省了夾具存儲空間及夾具開發(fā)成本,既實現(xiàn)了高速輸送,高節(jié)拍生產(chǎn),又實現(xiàn)了全車型柔性的制造策略,滿足柔性線之間互換、移植性要求。根據(jù)側(cè)圍加主線布局區(qū)域面積(120 m×22m)、廠房鋼構(gòu)形式及標(biāo)高、車間物流路線和分拼線的搭配等因素,輸送線選擇直線布局,雙層結(jié)構(gòu),上層輸送車身,下層空撬返回,輸送線截面如圖2所示。
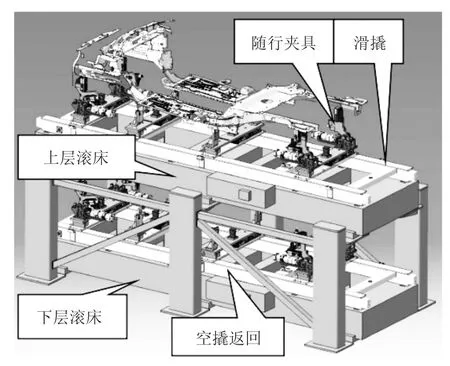
圖2 輸送線截面
輥床結(jié)構(gòu)見下圖3.
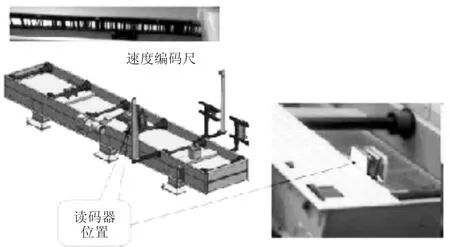
圖3 輥床
線體間的輸送方式主要采用EMS自行小車直線往復(fù)或環(huán)線輸送,七軸機器往復(fù)輸送和機器人直接搬運分總成的輸送方式,根據(jù)分拼線與主線的搭配情況及場地布局,前車體總成到主線采用EMS自行小車往復(fù)輸送方式,側(cè)圍到主線采用EMS小車環(huán)線輸送方式。
2.4.2關(guān)鍵工位方案
關(guān)鍵工位方案主要包含柔性夾具切換技術(shù)方案、總拼技術(shù)方案、零件上件方案等。公司新建柔性線關(guān)鍵工位有:下車體三大總成(前車體、后部下車體及前地板)合拼工位、隨行夾具機器人切換工位、門檻內(nèi)板及前側(cè)板上件工位、前艙上邊梁上件工位、頂蓋上件工位及總拼工位。
(1)下車體三大總成UB10上件工位,前地板和后部下車體由人工推送至線旁,人工吊運至對中臺,對中臺滑移至機器人抓取區(qū)域,由機器人抓取上線。前車體由機器人從空中EMS小車抓取上線。工藝布局見下圖4所示。
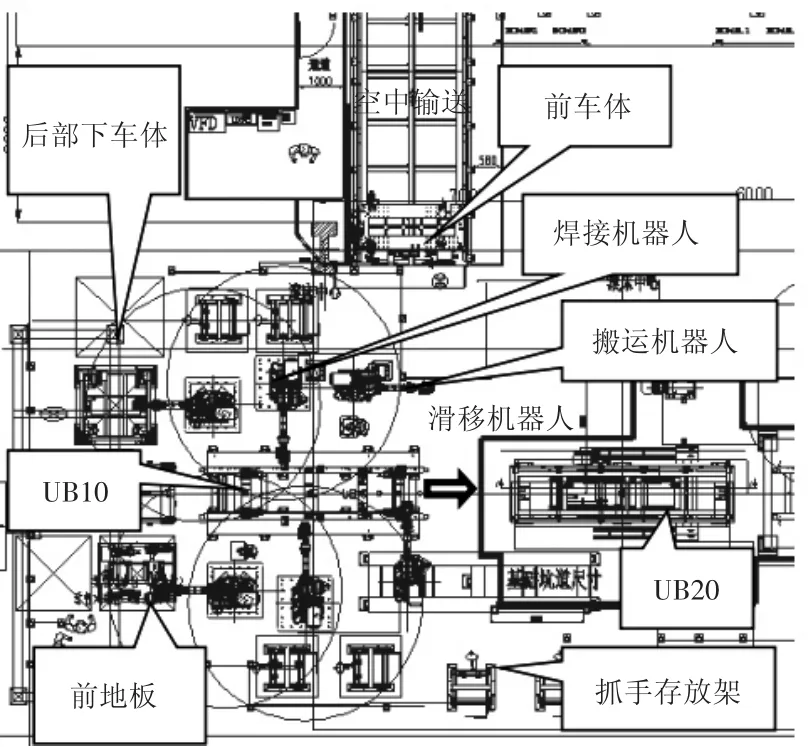
圖4 下車體三大總成合拼工位布局
三大件的定位夾具的柔性切換方案,使用小車人工進(jìn)行切換,氣電能源通過快插拔的方式進(jìn)行切換。夾具基座不動,只切換上部的夾具,如下圖5所示。
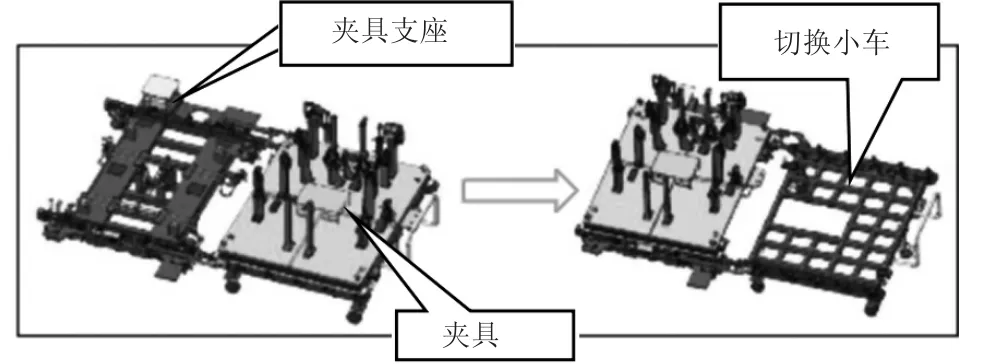
圖5 夾具切換示意圖
前地板、后部下車體對中臺及機器人抓手的切換方案:對中臺的夾具結(jié)構(gòu)與三大總成合拼夾具類似,車型切換時,機器人抓手放置到對中臺夾具上跟隨對中臺夾具一起切換出來,如下圖6所示。
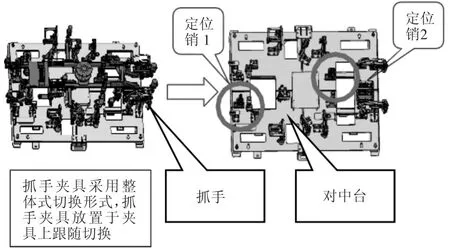
圖6 對中臺切換示意圖
由于場地受限,該工位沒有設(shè)計夾具存儲庫,不能實現(xiàn)夾具快速自動切換,需手工切換三大總成的合拼夾具,這種方式切換時間較長,效率不高,只能利用停產(chǎn)時間切換,只能滿足混批生產(chǎn)方式,不能滿足混流生產(chǎn)模式。在場地允許的情況下,今后應(yīng)設(shè)計兩個以上的夾具存儲位,通過伺服電機及地面軌導(dǎo)實現(xiàn)線體內(nèi)夾具自動切換。當(dāng)需將其中一套夾具切換到線外時,可實現(xiàn)邊生產(chǎn)邊切換,不需停產(chǎn),減少產(chǎn)能損失。對中臺目前也只有一個,同理,今后設(shè)計也應(yīng)考慮兩個對中臺。
(2)隨行夾具機器人切換工位(見圖7):UB10工位焊接機器人焊接完成后,由搬運機器人通過第七軸移動將車體搬運至UB20工位,在此之前,空撬移至低位,能源接入,車體由搬運機器人放至隨行夾具上,隨行夾具定位鉤銷夾緊,能源脫離,滑撬脫起車體至輸送機構(gòu)上層工作位,準(zhǔn)備進(jìn)入UB30工位。該工位左右各一臺機器人,當(dāng)現(xiàn)有隨行夾具無法實現(xiàn)兼容下一車型時,通過隨行夾具快插拔取下夾具,放至隨行夾具存儲區(qū),并切換新車型隨行夾具放至滑撬上實現(xiàn)柔性生產(chǎn)。該方式理論上可以實現(xiàn)全車型柔性能力。
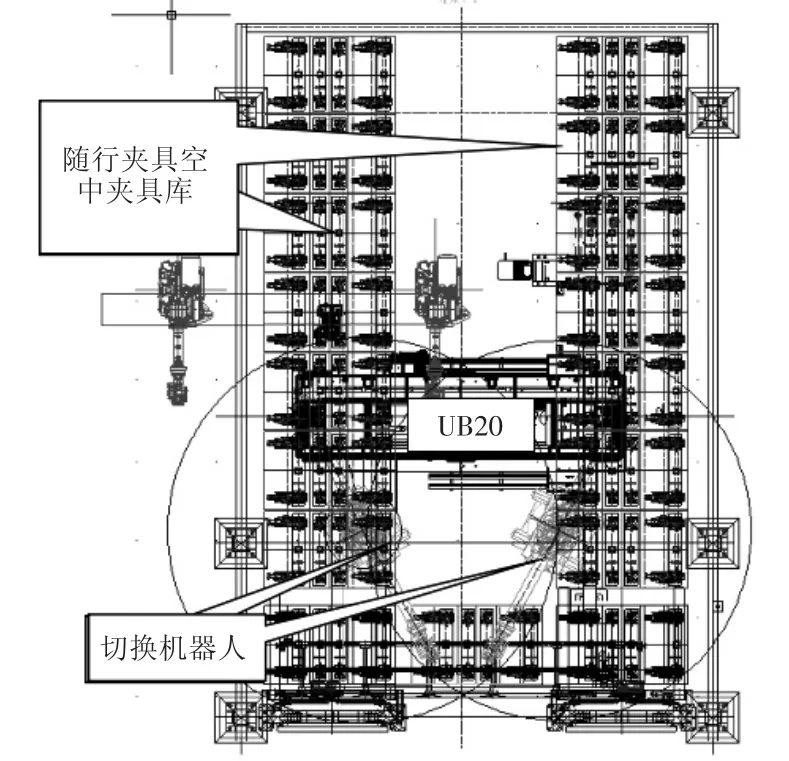
圖7 隨行夾具機器人切換工位布局
(3)門檻內(nèi)板、前艙上邊梁、頂蓋等零件上件工位方案:采用精確料框分裝零件并進(jìn)行定位,機器人抓取上件方式,上件工位內(nèi)一般設(shè)計兩個以上的抓手存放架,當(dāng)車型超出抓手存放架,無法實現(xiàn)抓手共用時,需將抓手切換出來,導(dǎo)入新車型抓手。目前采用專用切換小車推到精確料位置,機器人將抓取方式進(jìn)行切換。上件工位的上料口也要至少兩個上料口,以提高上件效率,滿足高節(jié)拍要求,同時便于抓手切換,減少車型切換時間,減少產(chǎn)能損失。
(4)柔性化總拼技術(shù)
總拼技術(shù)是汽車焊接生產(chǎn)線的核心,總拼工位的結(jié)構(gòu)精度直接關(guān)系到整車的拼焊質(zhì)量和精度。采用不同形式的總拼技術(shù),對車型種類、生產(chǎn)節(jié)拍、占地面積、平面布置及投資成本,以及今后的車型切換、產(chǎn)品升級都起著決定性的作用[2]。
目前,多車型車身總拼形式有多面翻轉(zhuǎn)體總拼夾具、OPEN GATE總拼夾具、GBL總拼夾具、機器人切換式總拼夾具等。
多面翻轉(zhuǎn)體總拼夾具結(jié)構(gòu)示意圖如下圖8所示,這種結(jié)構(gòu)剛性較強,車型切換方式簡單,無需機器人輔助,但結(jié)構(gòu)龐大,占用空間較大,而且作業(yè)空間狹窄,因此可以焊接的焊點數(shù)量較少。這種夾具方式最多能柔性4種車型,后續(xù)擴(kuò)展車型難度較大[1]。

圖8 多面翻轉(zhuǎn)體總拼結(jié)構(gòu)
OPEN GATE總拼夾具結(jié)構(gòu)示意圖見下圖9,這種結(jié)構(gòu)具有夾具切換智能化,可實現(xiàn)混流模式生產(chǎn),生產(chǎn)節(jié)拍大、車型柔性化好、幾何尺寸穩(wěn)定以及后期車型導(dǎo)入對現(xiàn)生產(chǎn)影響較小的特點,但占用空間場地較大,前期投資成本高。
圖9 OPEN GATE總拼夾具結(jié)構(gòu)
GBL總拼夾具結(jié)構(gòu)示意圖如圖10所示,夾具從車身頂部伸入,按車身內(nèi)部定位基準(zhǔn)點在車身內(nèi)部對車身定位夾緊。這種方式柔性水平高,通用性和互換性最好,投資相對較小,由于夾具存儲在空中,地面占地面積小,可實現(xiàn)混流模式生產(chǎn),其缺點是生產(chǎn)節(jié)拍提升受限,50以上節(jié)拍建議不要考慮這種結(jié)構(gòu)。
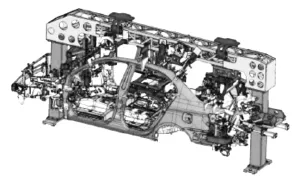
圖10 GBL總拼夾具結(jié)構(gòu)
機器人切換式總拼夾具見下圖11,主要用機器人抓取不同車型的定位夾具進(jìn)行裝配和切換,從而實現(xiàn)不同車型的夾具切換和對車身的定位夾緊。根據(jù)車身結(jié)構(gòu)可把車身成形夾具分為3可4部分。由機器人抓舉定位夾具進(jìn)行裝配定位成形,夾緊焊接。其主要特點是結(jié)構(gòu)簡單緊湊,可滿足多車型混流柔性生產(chǎn),投資成本低,缺點是定位夾具剛性不佳、夾具容變形,難修復(fù)。
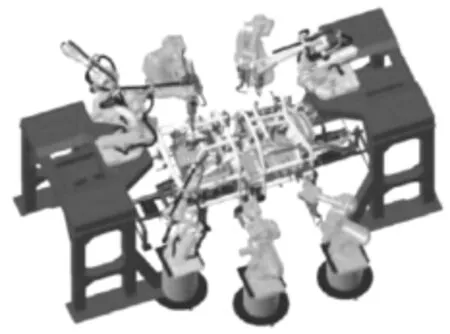
圖11 機器人切換式總拼
各種結(jié)構(gòu)的總拼夾具各具特點,設(shè)計者需要根據(jù)車型數(shù)量、車身結(jié)構(gòu)特點等具體要求選擇最合適、最經(jīng)濟(jì)的總拼方式。由于場地寬度受限,公司柔性線主要采用GBL的總拼方式,拼臺夾具存儲在空中二層,設(shè)計6種車型的夾具存放,當(dāng)?shù)?種車型導(dǎo)入時,只需替換夾具庫中的1種車型夾具出來即可,車型柔性擴(kuò)展能力好,可實現(xiàn)全車型的柔性生產(chǎn)。總拼工位布局如下圖12所示。
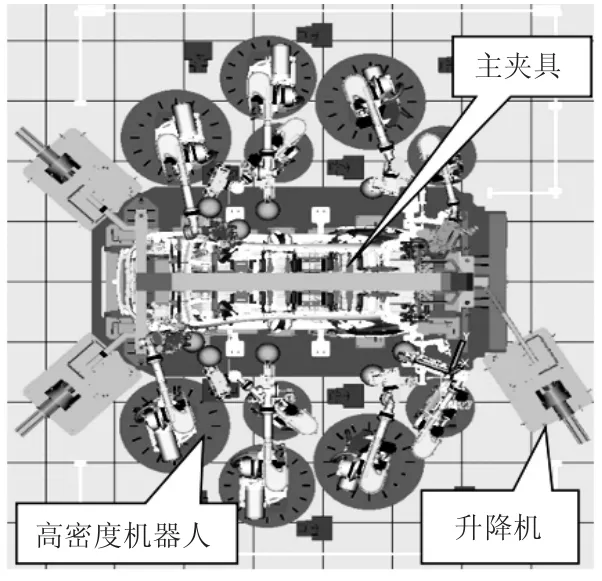
圖12 總拼工位工藝布局
2.4.3柔性線平面布局圖(LAYOUT)
輸送線、定位夾具、總拼柔性及上件方案確定后,根據(jù)BOP,車身焊點分配、工位時序分析,機器人仿真分析,確定生產(chǎn)線的工位數(shù),機器人布局及數(shù)量,工藝設(shè)備,最后確定柔性線的平面布局圖,主線直線布置長寬120 m×12 m,前車體及側(cè)圍布在主線兩側(cè),前車體長寬40 m×14 m,左右側(cè)圍在主線同側(cè)對稱布置,詳見下圖13.
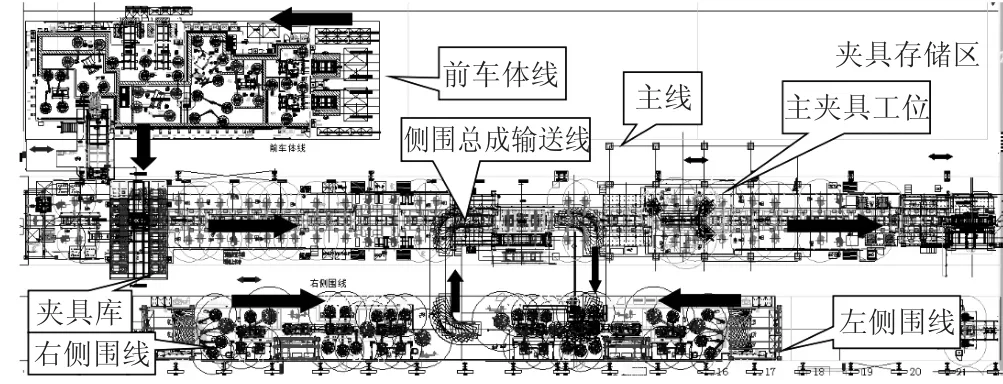
圖13 柔性線平面布局圖
2.5柔性焊裝線電控系統(tǒng)
所有的機械機構(gòu)都是系統(tǒng)的執(zhí)行系統(tǒng),需要解決:如何將這些執(zhí)行系統(tǒng)按照工藝要求進(jìn)行正常運轉(zhuǎn)并實現(xiàn)它們之間的互鎖關(guān)系,以保證運行中不因誤操作導(dǎo)致系統(tǒng)發(fā)生故障或損壞;如何識別車型信息以切換機器人程序及工裝夾具機構(gòu)。為解決這些問題,需要配備一個完整的電氣控制系統(tǒng),這些控制系統(tǒng)基本由上位PC機、PLC控制器、通訊模塊、現(xiàn)場總線、觸摸屏、MOBY讀寫裝置、車型載碼體、安全裝置及各種輔助電氣元件構(gòu)成[1]。通過電控系統(tǒng)可以控制機器人切換程序或控制夾具機構(gòu)的切換,這樣即可保證每種車型均可匹配一個與之相對應(yīng)的機器人程序或夾具機構(gòu),從而實現(xiàn)柔性自動化生產(chǎn)。
4 結(jié)束語
車身制造是汽車制造的重要環(huán)節(jié)之一,車身焊接是對車身性能起決定性因素的制造環(huán)節(jié),隨著全球汽車工業(yè)及國內(nèi)汽車工業(yè)的不斷發(fā)展,多車型、變批量的汽車生產(chǎn)將成為必然趨勢,多車型柔性焊裝生產(chǎn)線的研究應(yīng)成為各車企焊裝工程技術(shù)人員的重點研究課題,如何結(jié)合公司的產(chǎn)品、廠房條件及投資策略等,規(guī)劃一條最合適、最經(jīng)濟(jì)的車身柔性焊裝線,減少后續(xù)產(chǎn)品工裝夾具開發(fā)的投資,同時也可以游刃有余地應(yīng)變千變?nèi)f化的市場需求變得尤為重要。
[1]李占營.論轎車車身柔性焊裝線的規(guī)劃及應(yīng)用[J].汽車工藝與材料,2010,32(9):17-20.
[2]杜坤.柔性化焊接制造技術(shù)在江淮汽車上的應(yīng)用[J].汽車工藝與材料,2014,33(3):9-13.
The Planning and Application ofMultitype Flexible Welding Line
HE Dao-cong
(SAIC-GM-Wuling Automobile Co.,Ltd.,Liuzhou Guangxi 545007,China)
The paper discusses the change of automobilemanufacturning mode,that is,the transformation from the previous single variety to the currentmulti variety and small batch production mode.Describes the characteristics and design planning of flexible welding line needs to comsider the factors,introduces in detail the applicable to the company'smodels aremore flexilble line planning,design and application of.
flexilble;welding line;process planning
TG391
A
1672-545X(2016)05-0236-05
2016-02-13
何道聰(1981-),男,廣西柳州人,學(xué)士,工程師,主要研究方向:汽車車身工藝性分析、工藝規(guī)劃設(shè)計、先進(jìn)車身焊接技術(shù)研發(fā)。
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
消費導(dǎo)刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
