電主軸故障診斷與分析
2016-09-10 08:38:57李德恒聶浩鋒
裝備制造技術 2016年5期
李德恒,聶浩鋒,彭 敏
(廣州昊志機電股份有限公司,廣州廣東510000)
電主軸故障診斷與分析
李德恒,聶浩鋒,彭敏
(廣州昊志機電股份有限公司,廣州廣東510000)
介紹電主軸的結構和常用的驅動控制方式,并且針對實際應用中電主軸常見的故障進行分析研究,總結了解決電主軸常見故障的診斷方法與解決措施。
電主軸;故障診斷;故障分析
隨著航天、汽車以及其他行業的不斷發展,機床向高速化發展已經成為一種不可阻擋的潮流[1]。由于電主軸相對于傳統的直聯或皮帶主有著無可比擬的優點,已經成為了高速加工中心及數控機床的核心部件,在促進高速、超高速切削技術的應用與發展、簡化機床的結構、降低機床的制造成本以及提高機床的可靠性等多個方面都發揮著巨大的作用,因此在機床行業中得到了越來越廣泛的應用,所以電主軸的工作性能也越來越受到業內人士的關注。電主軸運行的穩定性和可靠性很大程度上就決定了機床的工作精度,因此正確的日常維護與保養可以使其發揮高速、大功率的特性,延長使用壽命。本文通過分析歸納了電主軸在日常使用中出現的故障原因及解決方法,可以幫助維護人員快速診斷并解決主軸出現的故障。
1 電主軸的結構及其特點
所謂電主軸,就是將傳統直聯、皮帶主軸的驅動電動機的轉子和定子裝入主軸的內部,再配合其它安全保障措施,使機床主軸與驅動電機實現一體化,因此被稱為內裝式電主軸,其基本結構如圖1所示。由于電主軸的結構是將電動機裝入主軸內部,省去了電動機與機床主軸之間的傳動連接部分,實現了機床主軸系統的“零傳動”。它具有結構緊湊、重量輕、慣性小、動態特性好等特點[2]。
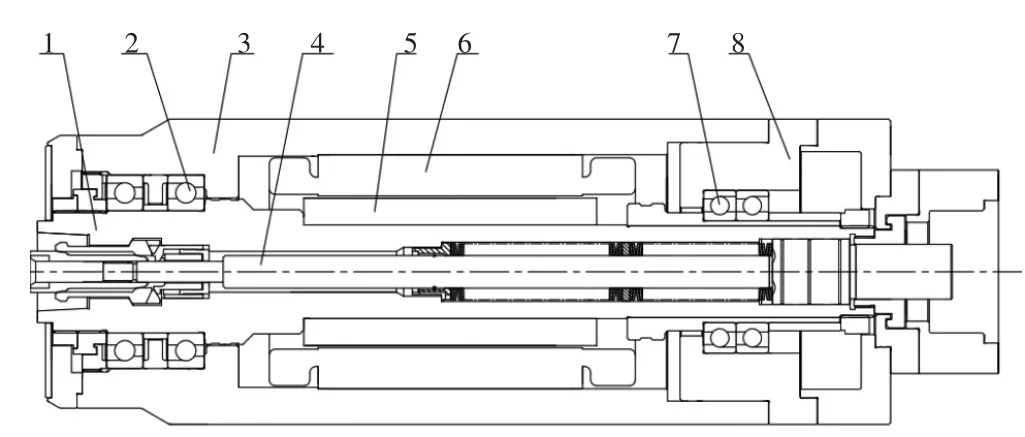
圖1 主軸基本結構
根據控制方法來分類,目前電主軸的驅動控制方式主要有兩種:一種是采用交流變頻器驅動的開環控制方式,一般應用在對速度控制精度要求不高以及手動換刀的場合;另一種是采用驅動器驅動的閉環控制方式,由于閉環控制需要在主軸上安裝編碼器,而且驅動器的價格也比變頻器高,所以成本較開環控制的要高,主要應用在需要精確速度控制和實現準停功能的場合,如:加工中心、鉆攻中心等。
2 電主軸常見故障分析
從電主軸的結構和驅動方式來看,電主軸使用中出現的故障大致能分為兩類[3]。一類是機械故障,主要有:一是,電主軸運轉時振動大、異響;二是,主軸密封泄漏;三是,主軸發熱嚴重;四是,主軸抱死;五是,其它機械方面的故障。另一類則是電氣故障,主要有:一是,啟動困難;二是,主軸升速或減速慢;三是,出現過電流、過電壓現象;四是,其它電氣方面的故障。
上面根據電主軸發生故障時出現的現象將故障分為機械和電氣兩大類。但是實際遇到的問題可能是多個故障互相作用而引起的,不過機械故障的檢測相對比電氣故障更容易發現,所以在排除故障原因時,可以按先機械后電氣的順序。
2.1電主軸運轉時振動大、異響
故障分析:電主軸的振動使加工工況不穩定,影響加工精度,而異響現象出現后通常也會隨著差振動大的現象出現。造成主軸振動和異響的原因主要有:主軸動不平衡量過大;軸承安裝精度低或軸承已經磨損損壞;軸承預載荷過小;電機轉子與定子同軸度太差導致氣隙不均勻等。
故障排除:對于只出現振動大而沒有異響現象的主軸,可先對主軸重新做動平衡檢測,如果重新動平衡后仍無改善,則需要拆缷主軸對軸承座、機體、軸芯等零件作尺寸精度檢測,然后更換軸承,重新裝配調試。
2.2主軸發熱溫升高
故障分析:電主軸運轉時主要的熱量來源有:內裝電機發熱、軸承轉動發熱以及加工切削熱等。因此,導致主軸發熱的原因有:冷卻水路堵塞、不通暢;選用了低等級精度的軸承、安裝配合過緊;軸承預載荷太大;軸承磨損損壞;電機電流過大;加工進刀量過大等。
故障排除:檢查并疏通冷卻水路;復查裝配過程記錄,檢查軸承的精度等級、配合公差和預載荷是否合適;檢查電機三相電阻是否平衡,耐電壓測試是否通過,電頻器參數設置是否正確;控制加工進刀量。
2.3啟動困難
故障分析:插頭接觸不良或沒有接通;變頻器功率太小;變頻器參數設置錯誤;電機定子引出線接線錯誤或定子繞組損壞等都會造成電主軸啟動困難。大多數情況下,啟動困難的原因都是電機定子出現問題。
故障排除:首先檢查主軸的接線是否正確,然后再確認變頻器功率是否與主軸匹配,變頻器的參數按使用說明書重新設置,最后再對電機作三相電阻平衡檢測、耐電壓測試。
2.4出現過電流現象
故障分析:主軸出現過電流現象的原因有以下幾種:電源電壓太高;轉子和定子的氣隙過大;定子繞組匝間耐壓性能不良,長期運轉時匝間放電而導致擊穿。
故障排除:檢查電源電壓和變頻器的參數設置;測量定子與轉子之間的氣隙是否符合設計要求;檢查主軸定子繞組的對地絕緣、耐電壓測試和三相電阻的平衡狀態,對于因匝間擊穿而產生過電流的定子應改用漆皮較厚和耐電壓性能更好的銅線。
3 結束語
隨著電主軸在機床行業中越來越廣泛的應用,作為機床的核心功能零部件,其運行的穩定性和可靠性很大程度上就決定了機床的工作精度,因此正確的日常維護與保養可以使其發揮高速、大功率的特性,延長使用壽命。本文通過分析歸納了電主軸在日常使用中出現的故障原因及解決方法,可以幫助維護人員對生產過程中出現的各種故障進行快速的診斷,確定故障原因并采取相應的解決措施,最大限度地減少設備的停機狀態。但在實際的生產應用中,電主軸發生故障往往是由于操作人員操作不當而引起的,因此在操作人員上崗前對其進行必要的技術培訓,使其對機床和主軸有充分的認識,可以有效地減少故障的出現。
[1]李永芳,張啟萍,王瑞,等.高速電主軸系統熱變形分析及抑制措施[J].制造技術與機床,2012,(02):92-98.
[2]籍永建,王紅軍.電主軸故障分析及提高其可靠性措施[J].機械工程師,2015,(01):7-9.
[3]馮金冰.數控磨床電主軸故障診斷與分析[J].制造技術與機床,2011,(04):111-113.
Fault Diagnosis and Analysis ofMotorized Spindle
LIDe-heng,NIE Hao-feng,PENGMing
(Guangzhou Hao Chi Electrical Limited by Share Ltd.,Guangzhou Guangdong 510000,China)
Introduce the structure of motorized spindle and its drive plan,then summarize and provide reference methods of motorized spindle maintenance after studies on the frequent faults of motorized spindle in practical application.
motorized spindle;fault diagnosis;fault analysis
TH16
B
1672-545X(2016)05-0189-02
2016-02-27
李德恒(1986-),男,廣東廣州人,本科,機械工程師,研究方向:機械設計。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
防爆電機(2020年3期)2020-11-06 09:07:42
汽車維修與保養(2019年7期)2020-01-06 03:30:42
測控技術(2018年5期)2018-12-09 09:04:50
電子制作(2018年18期)2018-11-14 01:48:24
電子制作(2017年7期)2017-06-05 09:36:13
山東工業技術(2016年15期)2016-12-01 05:31:22
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39
