薄壁工件加工的因素及方法
2016-09-20 06:25:55王鳳
考試周刊 2016年72期
王鳳
摘 要: 薄壁零件已廣泛地應(yīng)用在各種機(jī)械設(shè)備中,因?yàn)樗Y(jié)構(gòu)緊湊,質(zhì)量輕,主要是用來支撐軸上的零件及起導(dǎo)向作用的,此種零件剛性低、強(qiáng)度弱、產(chǎn)生振動(dòng)大量的切削熱,加工中易產(chǎn)生變形,從而影響工件的尺寸精度和形狀精度。針對(duì)以上問題,文章提出從薄壁件加工工序安排、刀具的幾何參數(shù)、切削用量的選用及裝夾工藝方面進(jìn)行優(yōu)化。
關(guān)鍵詞: 薄壁件 工件精度 加工優(yōu)化
一、影響薄壁件加工因素
1.工件薄壁,在夾緊力的作用下易變形,從而影響工件的尺寸精度和形狀度。
2.在加工中產(chǎn)生切削熱引起薄壁件熱變形,影響尺寸精度。
3.在切削背向力的作用下,易產(chǎn)生振動(dòng)和變形,影響工件尺寸精度、表面粗糙度及形位精度。
二、減少薄壁工件變形的方法
1.采用粗精車分序加工:在粗車時(shí)考慮到切削余量較大和提高加工效率,相應(yīng)的夾緊力稍大些。精車前適當(dāng)釋放卡爪,消除粗車時(shí)因切削力過的引起的變形,精車時(shí)夾緊力可稍小些,加工完成。
2.刀具的幾何參數(shù):刀具參數(shù)的合理選擇是反映切削過程中多因素綜合效果的重要標(biāo)志。切削角度、刃口的形狀在切削中都是相互影響的,側(cè)重于保持刀刃的鋒利和切削過程的穩(wěn)定,從而減小切削力,應(yīng)選較大的前角,較小的刀尖角。從減小振動(dòng)方面應(yīng)采用較小的刀具后角增大刀具后面與工件的接觸面積,達(dá)到消振的目的。
3.精車薄壁工件時(shí),要求刀柄的剛度高,車刀的修光刃不宜過長(zhǎng)(一般取0.15mm—0.3mm),刃口要鋒利。
4.切削用量的選擇:切削力與背吃刀量、切削速度、進(jìn)給量密切相關(guān),當(dāng)背吃刀量和進(jìn)給量同時(shí)加大,切削力就大,工件變形也大;減少背吃刀量、增大進(jìn)給量(0.6-0.8mm/r),切削力雖然有所下降,但工件的表面殘余面積大,粗糙度增加,同時(shí)導(dǎo)致零件變形。一般粗加工時(shí)背吃刀量和進(jìn)給量可以大些,精加工時(shí)背吃刀量在0.3—0.5mm左右,進(jìn)給量應(yīng)在0.15mm/min左右,精車時(shí)選用高的切削速度,三者要選用合適,可以提高加工精度。
5.裝夾工藝的選擇:使用開縫套筒或特制的軟爪,增大裝夾時(shí)的接觸面積,使夾緊力均布在薄壁工件上,從而減少夾緊產(chǎn)生的變形。在切削時(shí)澆注充分的切削液,是防止和減少薄壁工件變形的有效方法。
使用吸振材料,用軟橡膠管、棉紗、泡沫等填充或包裹薄壁工件,能起到減少振動(dòng)和消除噪聲的作用,也可填充低熔點(diǎn)物質(zhì)的方法車削薄壁套,減少工件的變形。另外,車床的間隙調(diào)整到合適的程度也是提高機(jī)床剛性的重要手段。
[加工實(shí)例]
圖1所示為我校企合作單位一薄壁工件,采用設(shè)備是沈陽(yáng)數(shù)控機(jī)床配備廣州數(shù)控系統(tǒng)GSK980TA的數(shù)控機(jī)床。為能提高零件合格率,我們改進(jìn)了工裝,優(yōu)化了刀具的幾何參數(shù)和切削用量,保證了工件質(zhì)量。
件1為內(nèi)孔尺寸加工完成外圓待加工的工件,左端為卡盤夾持的部位,直徑100mm,長(zhǎng)度50mm,件2為開口的錐度漲胎,錐度比為1:30,件3為芯軸,相同的錐度,利用螺紋的鎖緊使件2錐度開口處與工件充分接觸,使工件在夾具能夠良好的定位和傳遞切削力,既防止了振動(dòng),又有利于切削加工,在件2和件3配合面處涂抹潤(rùn)滑油有利于拆卸。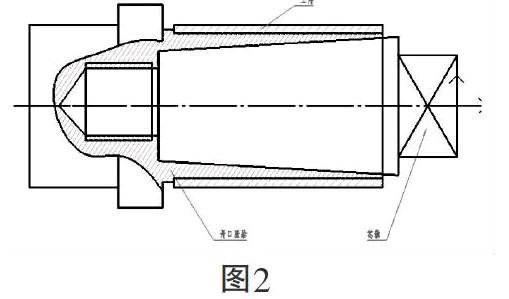
[刀具和切削參數(shù)]
外圓粗精車均用主偏角93度,刀尖角55度的機(jī)夾車刀,剛性強(qiáng),減少振動(dòng),紅硬性好,耐磨損,無需刃磨刀具。
外圓粗車主軸轉(zhuǎn)速為800-900r/min-左右,進(jìn)給速度F100-F120,預(yù)留精車余量0.3mm左右。精車時(shí)主軸轉(zhuǎn)速在1000-1100r/min,進(jìn)給速度F40左右。
切削時(shí)充分澆注冷卻液,能帶走大量切削熱,防止工件變形保證加工精度。
以上幾種加工方法在生產(chǎn)實(shí)踐中經(jīng)常接觸到,在上述論述中難免有紕漏之處,敬請(qǐng)?jiān)彶⒅刚?/p>
參考文獻(xiàn):
[1]車工工藝學(xué)[M].中國(guó)勞動(dòng)社會(huì)保障部出版社.
[2]機(jī)械制造工藝學(xué)[M].機(jī)械工業(yè)出版社.
