板坯連鑄機引錠桿系統裝入方式設計選擇淺析①
2016-09-23 08:42:03湯錄成王季肖
現代冶金 2016年4期
關鍵詞:系統
湯錄成,王季肖
(1.陜西省機械研究院,陜西 咸陽 712000;2.中鋼集團西安重機有限公司, 陜西 西安 710201)
?
板坯連鑄機引錠桿系統裝入方式設計選擇淺析①
湯錄成1,2,王季肖2
(1.陜西省機械研究院,陜西 咸陽712000;2.中鋼集團西安重機有限公司, 陜西 西安710201)
簡述了板坯連鑄機設備的上下裝引錠桿系統結構。通過對引錠桿裝入方式、結構、性能特點進行分析,提出了引錠桿裝入方式的設計選擇遵循原則,對今后方坯和板坯連鑄機引錠桿系統設計具有一定指導價值。
板坯連鑄機; 引錠桿; 設計選擇
引 言
連鑄機機械設備一般包括澆鋼設備、連鑄本體設備、切割區域設備、引錠桿裝置、出坯設備和后部精整設備、中間罐及連鑄本體機械維修設備[1]。引錠桿裝置由引錠桿、脫錠裝置、引錠桿收集及輸送設備、引錠桿卷揚提升裝置組成[2]。當引錠桿被安裝在澆注平臺上,使用引錠桿卷揚提升裝置提升時,可起到自動脫錠的功能。引錠桿由引錠頭、引錠桿本體和輥縫檢測器組成,引錠桿用于堵塞結晶器底部,使最先注入結晶器內的鋼水快速凝固,且與引錠桿頭連成一體,然后在扇形段驅動輥的驅動下,把帶著連鑄坯的引錠桿連續不斷地拉出連鑄機;脫錠裝置用來將引錠桿和連鑄坯分離,大多設置在連鑄機本體的最后一個扇形段(或送尾坯輥)與切割前輥道之間;引錠桿卷揚提升裝置設置在澆注平臺上,當拉著連鑄坯的引錠桿尾部到達出坯輥道提升裝置提升鉤爪的指定位置時,提升裝置鉤著引錠桿與板坯同步運行,到一定時刻自動脫錠,然后快速提升,將引錠桿提升到規定高度并自動交接到引錠桿運輸車中鏈式輸送機的鉤爪上,由該鉤爪再將引錠桿運送到輸送車上待用;引錠桿運輸裝入車設置在澆注平臺上,它的功能是平時存放引錠桿,需要時將車開到連鑄機結晶器上方,利用車上的鏈式輸送機將引錠桿送到結晶器中,裝備先進的連鑄機引錠桿運輸裝入車還配置了引錠桿頭密封用填料自動加入裝置,而引錠桿收集及輸送設備分為下裝引錠桿系統和上裝引錠桿系統。
1 上下裝引錠桿系統結構簡介
下裝引錠桿系統是從出坯輥道進入連鑄機,由結晶器下方送入結晶器中;上裝引錠桿系統是從澆注平臺上經結晶器上方送入結晶器中。
1.1下裝引錠桿系統結構簡介
下裝引錠桿系統由引錠桿、脫錠裝置、引錠桿對中及存放裝置等組成。下裝引錠桿存放裝置位于切頭搬出裝置后或切割機上方,即通常所說的離線式和在線式兩類,每類都有很多種結構形式,如圖1所示是離線的下裝引錠桿存放裝置,生產中使用的較多。在線式引錠桿存放裝置因受到連鑄坯的烘烤,其下方的輥道維修不方便,新設計的板坯連鑄機已不再采用。
離線的下裝引錠桿存放裝置一般布置在切頭搬出裝置后,送引錠桿時必須要等到連鑄坯及坯尾切割完畢后,且切割輥道和切割后輥道上無板坯時才能將引錠桿送入,因此連鑄機在尾坯封頂后要等待很長時間才能將引錠桿送入,送引錠速度為5~6 m/min。適用于產量小、作業率較低、爐子小的連鑄機。
1.引錠桿;2.升降斜橋;3.固定斜橋;4.升降裝置;5.拖動裝置;6.走臺支架;7.脫錠裝置圖1 下裝式引錠桿裝置
1.2上裝引錠桿系統結構簡介
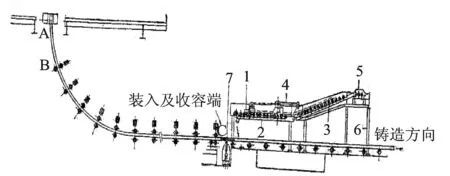
上裝引錠桿系統主要由引錠桿、脫錠裝置(也可不包括該單機)、引錠桿卷揚提升裝置、引錠桿運輸裝入車等設備構成,如圖2所示。引錠桿的板坯連鑄機都可以在上一個澆注周期末(即坯尾在行走到連鑄機的某個位置時)下一個澆注周期之前開始上送引錠桿工作。大部分板坯連鑄機都可以利用兩個運行模式運行,即連鑄機送尾坯模式和引錠桿插入模式同時進行。日本鋼管福山6號板坯連鑄機因機長達到49 m,既采用了一邊在送尾坯時一邊插入引錠桿的運行模式,又采用了一邊送尾坯(上一個澆注周期)一邊澆鋼(下一個澆注周期)的運行模式,提高了作業率,但自動化控制系統相對地也要復雜一些。因此在機長較長的板坯連鑄機上,上裝引錠桿系統可以同時在幾個運行模式下運行,從而使澆注準備時間大為減少,其作業率大大高于下裝引錠桿系統。

1.引錠桿;2.引錠桿車;3.脫錠裝置;4.導衛裝置;5.卷揚裝置;6.防落裝置圖2 上裝式引錠桿裝置
2 引錠桿系統裝入方式設計選擇
2.1裝入方式分類
引錠桿系統的裝入方式分為兩種:下裝入方式和上裝入方式。
2.1.1下裝入方式
下裝入方式分為側入式、固定式和卷取式三種型式。
(1)側入式型式:按機構型式分為臺車存放式和擺動式兩種。臺車存放式結構是引錠桿收容于平面臺車,臺車被移動到連鑄機側面以備下次裝入。擺動式結構是引錠桿收容存放架后,靠支架擺動移向連鑄機側面,以備下次裝入。
(2)固定式型式:按機構型式分為斜橋存放式和斜橋卷取式兩種。斜橋存放式結構是引錠桿通過升降斜橋被拉入到固定斜橋輥道上后,抬起升降斜橋,存放于連鑄機輥道上方,以備下次裝入。斜橋卷取式結構是引錠桿通過升降斜橋輥道被拉入圓弧導向架之后,抬起升降斜橋,存放于連鑄機上方,以備下次裝入。
(3)卷取式型式:此機構型式只有轉筒式一種。其結構為引錠桿通過轉筒斜面被拉入旋轉筒上存放,轉筒裝于臺車上,臺車在連鑄機側面移動,以備下次裝入。
2.1.2上裝入方式
上裝入方式分為卷取導向式、舌門式和無舌門式三種型式。
(1)卷取導向型式:按機構型式分為引錠桿卷取桁架式和引錠桿卷取導向式兩種。引錠桿卷取桁架式結構是引錠桿卷取存放桁架上后,靠傾斜移動放置在引錠桿車上來存放,以備下次裝入。引錠桿卷取導向式結構是引錠桿沿著卷取導向上升裝置被放置在引錠桿車上來存放,以備下次裝入。
(2)舌門式型式:此機構型式只有舌門式一種。舌門式結構是到達于舌門上的引錠桿,靠卷揚吊鉤被提升到一定位置后,在引錠桿車上轉換后進入存放位置,以備下次裝入。
(3)無舌門式型式:此機構型式只有無舌門式一種。其結構為到達于卷揚吊鉤處的引錠桿,靠卷揚吊鉤被提升到一定位置,在引錠桿車上轉換后進入存放位置,以備下次裝入。存放位置,以備下次裝入。
2.2引錠桿系統裝入方式的主要特點和性能討論與分析
通過計算和比較來討論與分析、說明引錠桿系統裝入方式的主要特點和性能。
2.2.1引錠桿系統裝入方式的主要特點
下面通過實例計算比較兩種不同引錠桿系統裝入方式的生產準備時間。在已知澆注斷面、冷卻條件、鑄坯拉速、輥列布置和引錠桿裝入速度以及其他生產準備時間相同的條件下,便可計算出兩種不同裝入方式的生產準備時間。

(1)下裝入方式所需生產準備時間T1
連鑄坯澆注完成后,尾坯在離開C點(如圖2所示),方可再次裝入引錠桿。引錠桿從C點裝入到結晶器A點之后,才能進行下次澆鑄。
尾坯離開A點到C點的時間t1:
引錠桿從C點裝入的時間t2:
則:T1=t1+t2= 45.43 min
(2)上裝入方式所需生產準備時間T2

通過以上計算可知:上裝入方式最主要的特點是縮短了連鑄的生產準備時間,提高了連鑄作業率[3]。2.2.2兩種引錠桿系統裝入方式的性能比較
引錠桿系統因裝入方式不同其性能會不同,兩種系統的性能比較如下[4]:
(1)結構:下裝入方式引錠桿系統設備組成少,結構簡單;上裝入方式引錠桿系統設備組成多,結構復雜。
(2)連鑄準備時間:下裝入方式引錠桿系統準備時間長(連鑄結束時,尾坯通過連鑄機末端的夾送輥后,方可進行引錠桿的下裝入);上裝入方式引錠桿系統準時間短(連鑄結束時,尾坯在通過扇形段第一組驅動輥后,即可進行上裝入)。
(3)更換引錠桿頭時或更換鏈節時作業環境:下裝入方式引錠桿系統更換引錠桿頭時或更換鏈節時作業環境惡劣;上裝入方式引錠桿系統更換引錠桿頭時或更換鏈節時作業環境良好(在操作臺上的作業安全、可靠)。
(4)引錠桿裝入時的蠕動:下裝入方式引錠桿系統有蠕動(會產生20~30 mm蠕動,需與結晶器之間配合,在引錠頭部位處加調整墊片);上裝入方式引錠桿系統無蠕動。
(5)引錠桿裝入時目視檢查情況:下裝入方式引錠桿系統不可以目視檢查,上裝入方式引錠桿系統可以目視檢查。
(6)輥縫檢查情況:下裝入方式引錠桿系統不能全部檢查,上裝入方式引錠桿系統實現在線拉坯全部檢查。
(7)更換主機在線設備影響:下裝入方式引錠桿系統對切割前及剪切后之間的輥道維修或更換有一定困難(引錠桿裝入和引錠時,均承受驅動輥的壓緊負荷),上裝入方式引錠桿系統更換主機在線設備很容易(引錠桿只是在引錠時承受驅動輥的壓緊負荷)。
2.3引錠桿系統裝入方式的設計選擇原則
通過以上對引錠桿系統裝入方式的主要特點和性能的討論與分析,可以說明引錠桿系統上裝入方式能夠使連鑄機的澆注時間縮短。
為提高現代化大型方、板坯連鑄機的作業率,研究引錠桿能否在短時間內安全可靠地裝入結晶器中,以及在引錠桿的裝入和存放過程中,能否連續、迅速完成動作,是主要研究課題之一[5]。引錠桿裝入方式的設計選擇應遵循以下原則:
(1)減少連鑄的生產準備時間,即提高連鑄作業率;
(2)引錠桿裝入方式決定了引錠裝置的布置[6],因此,應確保主機區的設備維修或更換方便;
(3)當改變連鑄坯規格而需要更換引錠桿時或者維修和更換引錠桿鏈節時,應確保在良好的環境中進行作業;
(4)使引錠桿不產生蠕動(蛇形彎曲)現象。
3 結束語
通過比較兩種裝入方式,下裝入式較上裝入式每次多用了35.5 min的生產準備時間,也就是說上裝入引錠桿較下裝入引錠桿,每次節省70~80%的輔助時間。可見上裝入式引錠桿系統是提高連鑄作業率的有效方法之一。現代化大型方、板坯連鑄機的發展趨勢是縮短連鑄的生產準備時間,即提高連續作業率。基于以上原因,引錠桿由下裝入改為上裝入,值得廣泛應用,可以獲得較高的經濟效益。
[1]陳雷.連續鑄鋼[M].北京:冶金工業出版社,1994.
[2]史宸興.實用連鑄冶金技術[M]. 北京:冶金工業出版社,1998.
[3]蔡開科,程士富.連續鑄鋼原理與工藝[M]. 北京:冶金工業出版社,1994.
[4]劉明延,李平,欒興家.板坯連鑄機[M]. 北京:機械工業出版社,1990.
[5]羅振才.煉鋼機械(第二版)[M].北京:冶金工業出版社,1989.
[6]劉明延,李平,等.板坯連鑄機設計與計算[M].北京:機械工業出版社,1990.
2016-06-16
湯錄成(1964—),男,工程師。電話:13991810326
TG223+.6
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32