賓館用白色床品面料及成品檢測評定
2016-09-28 07:55:00吉愛萍袁玲玲
紡織檢測與標準 2016年4期
吉愛萍,袁玲玲
(上海紡織集團檢測標準有限公司,上海200082)
述評
賓館用白色床品面料及成品檢測評定
吉愛萍,袁玲玲
(上海紡織集團檢測標準有限公司,上海200082)
以9.84 tex×9.84 tex×200×(92+92)貢緞面料被套為例,介紹了白色床品面料及被套生產過程的質量檢驗。從面料進貨開始檢驗,檢驗結果以企業標準和客戶合同要求來評判。合格面料用于被套的加工,并對加工過程中的裁剪、縫紉和整理等各個環節進行檢驗,保證半成品及最終產品的質量。合格被套產品可用于打包出貨。
床品面料;標準;客戶要求
0 引言
隨著人們生活水平的提高和消費觀念的改變,賓館業迅速發展,床上用品的檔次也越來越高。賓館用床品的安全性和舒適性成為其進入市場的先決條件。床品生產企業只有嚴控產品質量,才能滿足客戶要求。
賓館用床品面料風格簡潔、清爽,更注重品質要求,不同星級賓館質量要求也不同。賓館用床品面料按織物組織結構分有平紋、斜紋、緞紋和提花組織,按面料的成分和密度分有T/C 11076、T/C 13372、純棉11090、純棉12060、T/C 11080、純棉、真絲、亞麻、滌綸、粘膠(人造棉)和一些混紡面料(如滌棉面料)。本文以9.84 tex×9.84 tex 200×(92+92)貢緞面料被套為例,介紹了白色床品面料及被套生產過程的質量檢驗。
1 面料檢測項目
除國家強檢項目外,其他檢測項目根據產品特殊要求和客戶要求而定,主要測定項目見表1。

表1 賓館用白色床品面料檢測項目
2 面料檢驗
2.1外觀檢驗
2.1.1檢驗流程
(1)取樣時避開布頭和布尾一米,按批按顏色留樣并標識。每批取0.4 m用于內在性能檢驗。
(2)外觀疵點檢驗。
2.1.2檢驗方法及步驟
(1)外觀檢驗以產品正面為主,產品表面照度不低于600 lx,檢驗員眼部距產品約1 m。多在驗布機上檢驗,隨時記錄布面疵點,記錄每卷布的長度。
(2)幅寬,面料平攤檢驗臺上呈自然伸縮狀態,鋼卷尺量取,或在驗布機上布卷開始、中間、最后用直尺測量。
(3)色差、色花用GB 250評定變色用灰色樣卡評定。同批同規格面料之間和同規格不同批次之間均需色差比對,保證同一訂單同一規格無色差。
(4)花型,尤其是規則性花型,必須進行測量比對,保證同一訂單同一規格的一致性。
(5)緯斜,執行GB 14801。保持布面垂直,以平衡線為參照(一般選擇驗布機上的橫軸為平衡標準),以其中一端對準直線,測量另一邊高(低)出那條平衡線的高度,以高(低)出的高度,緯斜=兩邊高度之差/幅寬。
2.1.3外觀考核指標及規定
(1)局部性疵點允收限度
局部性疵點標準是以疵點允收限度“L”為基準進行評分的。疵點尺寸≤L條件下評1分,疵點尺寸>L條件下評4分。局部性疵點評分規定包括疵點程度判定(輕微3~4級、明顯3級),邊疵(如除邊疵有效幅寬合格則可接受,如有效幅寬不合格則按相似疵點評分),25.4 cm內一般不允許兩個明顯疵點同時存在,評定布面疵點時以布匹正面為準(除非特別說明),未列入本標準的疵點按其形態參照相似疵點評分。局部性疵點允收限度見表2。
(2)散布性疵點的允收限度
緯紗歪斜率是按緯紗歪斜與水平最大距離和標準幅寬之比為評等依據。印花布布面疵點是根據對總效果的影響程度進行評定的,總效果包括符合原樣風格、白度、主花主色及印制效果,單面斜紋和緞紋織物印花不接受。散布性疵點的允收限度見表3。
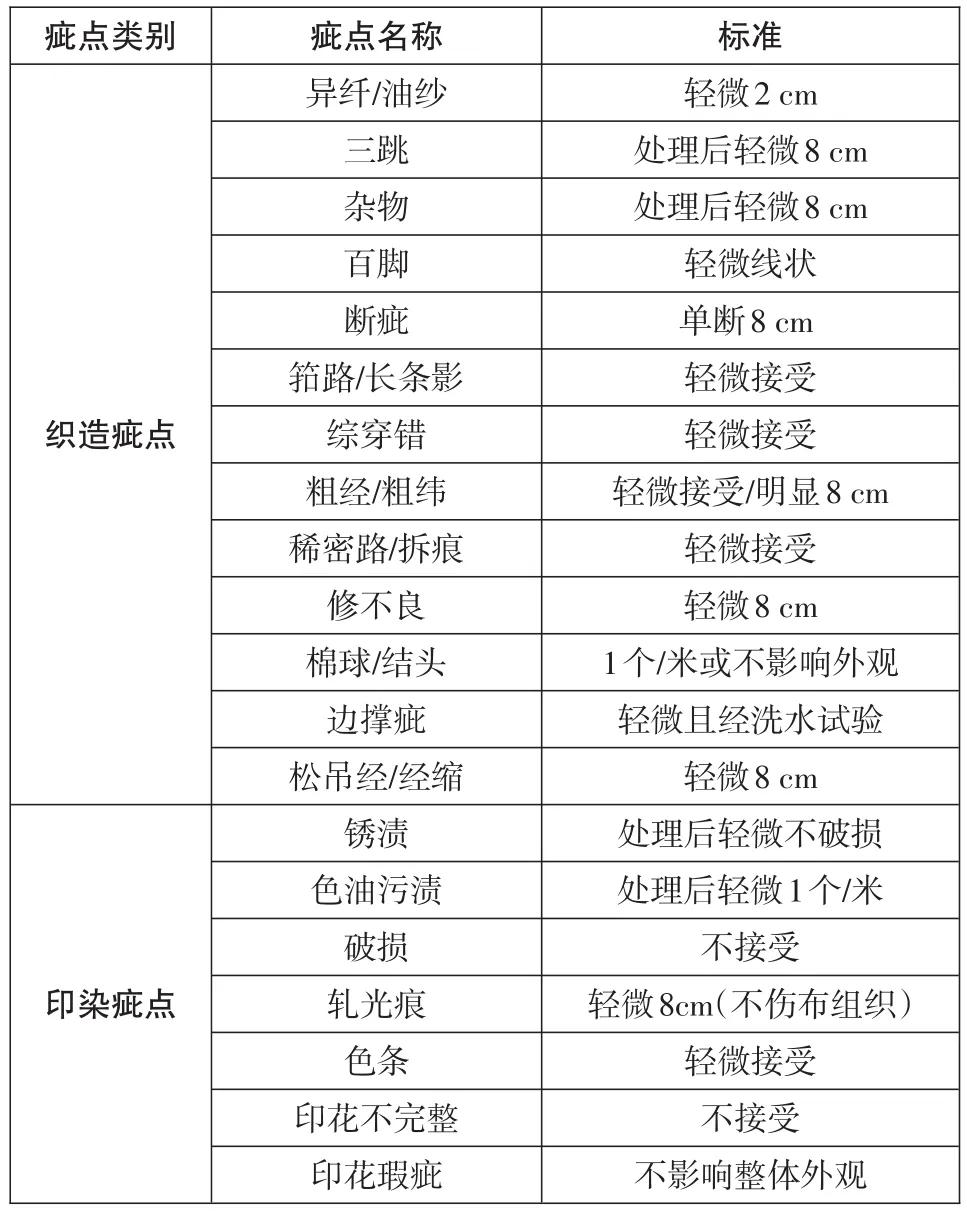
表2 局部性疵點接收限度L表

表3 散布性疵點接收限度表
(3)分等規定
內在質量評等是指各指標都合格為合格品,一項不合格即判定為不合格品。散布性疵點評等是指各指標都合格才可定義為合格品,一項不合格即判定為不合格品。局部性疵點評定中按每段布的局部性疵點實際評分及實際面積計算100 m2實際評分,再與允許評分比較確定局部性疵點的等級。
局部性疵點計分方法中100平方米實際評分=整段評分/段長(米)/幅寬(米)×100。局部性疵點允許評分一等品,即單件24分/100m2,整批20分/ 100m2。判等原則中在同一段布內時先評定局部性疵點的等級,再與散布性疵點的等級結合定等,以其中的最低等級作為該段布外觀質量的等級。
(4)量計規定
局部性疵點量計規定疵點程度按經向或緯向的最大長度量計,若經向長度超過100 cm,其超過部分就另行量計、累計評分,凡成曲形的疵點,按其實際影響面積最大距離量計,重疊疵點,按評分最多的評定;在經向100 cm以內(除破損外的各種疵點同時存在時)應分別量計和累計評分,其最大評分不超過4分;深淺程度不同和寬度不同的經向疵點,可分別量計、累計評分;難以數清,不易量計的分散斑漬,按其分散的最大長度和輕重程度,參照經向或續向的疵點分別量計、累計評分。
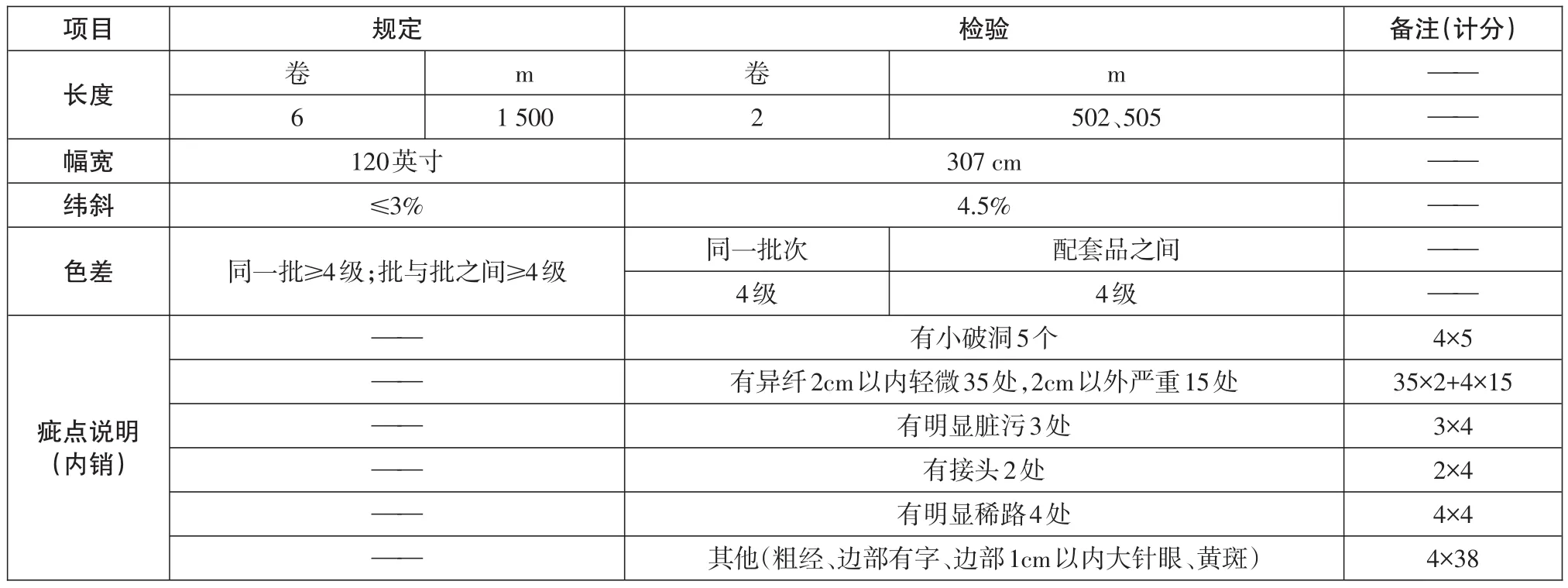
表4 檢驗結果表
注:100 m2實際評分=整段評分/段長(m)/幅寬(m)×100=330/1010/3.07×100=10.64(分/100㎡)≤20分/100㎡。檢驗面料局部疵點評分10.64分/100 m2,判為一等品。

表5 床品面料成分分析
幅寬量計規定一匹布的幅寬至少要在開始、中間和最后三處測量。若某布匹的幅寬接近規定的最小值或布匹的幅寬不均勻,則要增加檢查次數。
色差評定中取第一件匹條10.16~15.24與標準版對比確認花色,再以第一件匹條對比確認其余布卷色差。
2.1.4檢驗結果記錄
計算得到的緯斜為4.5%,其他檢驗結果見表4。
2.2性能檢驗
2.2.1面料成分
第一步采用燃燒法,第二步采用顯微鏡法,綜合以上燃燒法和顯微鏡法定性結果為全棉,詳見表5。
2.2.2經緯密度檢驗
采用GB/T 4668—1995測試面料經緯密度,三次測試結果分別為:經向203、204和206根/英寸,平均值為204.3根/英寸,即804.8根/10 cm;緯密分別為:(91+91)、(91+91)和(90+90)根/英寸,平均值為181.3根/英寸,即702.8根/10 cm。即面料經密為204.3根/英寸,緯密為181.3根/英寸。
2.2.3經緯紗線密度
采用FZ/T 01093—2008測試經緯紗線密度,十次測試結果分別為:經紗線密度為255.4、254.2、256、255、254.8、253.9、252.8、253.7、254.4和252.8根/mm,平均值為254.3根/mm;緯紗線密度為253.5、253.9、254.1、253.7、254.8、254.2、253.6、254、252.4和253.8根/mm,平均值為253.8根/mm。
測得50根紗線中經紗質量為0.114 4 g,緯紗質量為0.087 6 g。經計算經紗線密度為9.0 tex,緯紗線密度為6.9 tex。
2.2.4面密度
(1)采用FZ/T 01094—2008測試面密度,結果見表6,面料面密度為129.67 g/m2。

表6 面密度檢驗結果
2.2.5拉伸斷裂強力
采用GB/T 3923.1—2013測試經緯向拉伸斷裂強力,五次測試結果分別為:經向777、774、776、773 和774 N,平均值為775 N;緯向468、469、464、470 和469 N;緯向平均值為468 N。
2.2.6撕破強力
采用GB/T 3917.1—2009測試試樣,裁剪尺寸見圖1。五次測試結果分別為:經向55.0、53.0、51.0、49.0和48.5 N,平均值為51.3 N;緯向46.5、50.0、44.0、49.5和48.0 N,平均值為47.6 N。
2.2.7水洗尺寸變化率
采用GB/T 8630—2013測試試樣水洗尺寸變化率,試樣放在平滑的測量臺上,并在試樣的長和寬方向上至少各做三對標記,每對標記之間至少相距350 mm,標記距離試樣邊緣應不小于50 mm,標記在試樣上的分布應均勻見圖2。取4個試樣,分兩次洗滌,每次洗滌兩個試樣。測試結果見表7,即水洗后長度平均值為327.3 mm,寬度為340.55 mm,經向水洗尺寸變化率為-6.5%,緯向水洗尺寸變化率為-2.7%。
2.2.8pH值
采用GB/T 7573—2009測試pH值,三次測試結果分別為7.5、7.7和7.6,平均值為7.6。
2.2.9起毛起球
采用GB/T 4802.1—2008測試起毛起球,對照樣照或文字描述進行評級。五次測試結果分別為3、4、4、3.5和3級,平均值為3.5級。
2.2.10白度
采用白度計測試法,三次測試結果分別為92.1、90.0和94.0,平均值為92.03。
2.3性能評價及處理辦法
2.3.1床品面料性能檢驗結果(見表8)
2.3.2總體性能評定
檢測發現長度、幅寬、色差色花、花型和外觀疵點等外觀項目符合標準,面料緯斜為4.5%,偏大。而企標規定緯斜應≤3%,在3%~5%范圍內可以讓步接收,5%以上作退貨處理。經協商,此批面料讓步使用。內在性能檢測詳見表9。
綜合以上結果,可判定此批面料的外觀及內在性能符合標準要求,可以接受使用。
3 半成品及成品(被套)檢驗評估
3.1生產過程質量檢驗

表7 試樣洗滌前后尺寸比較
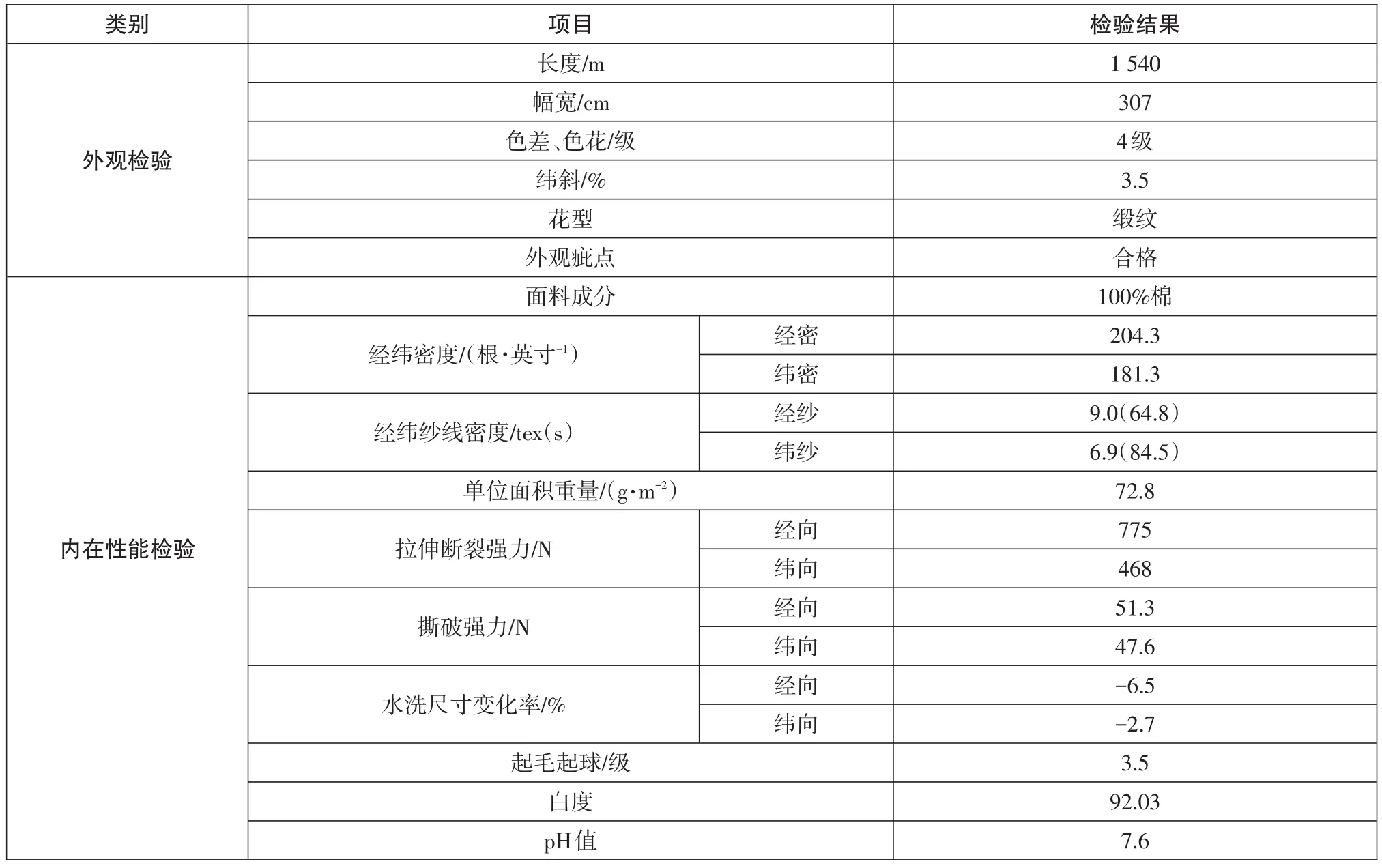
表8 床品面料性能檢驗結果
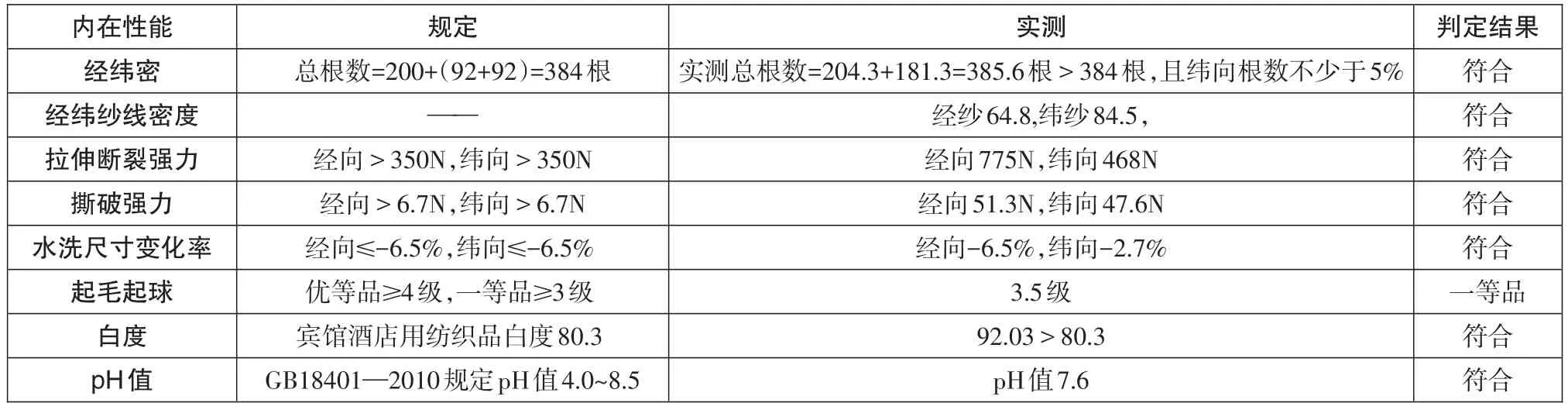
表9 床品面料總體性能檢測結果
3.1.1裁剪
此批被套款式為三飛邊雙層口疊邊口袋式,采用橫裁,橫裁尺寸為:(成品長+5+4)×(2×寬+ 4)=(242+5+4)×(2×220+4)=251×444,所以其裁剪尺寸為251 cm×444 cm。需查驗尺寸及布面疵點。其縫紉也有相應要求,因和質量無直接關系,此處略去。
3.1.2外觀質量控制要求(見表10)
3.2成品檢驗
合同要求被套尺寸為242×220,數量為580條,款式為三飛邊疊邊5 cm有系帶口袋式,開口處疊邊5 cm(兩口相齊),三面飛邊5 cm,袋口有系帶,被套寬度兩邊各縫40 cm,中間為開口大小,袋口處縫三對系帶,被套內四角加系帶。
3.2.1首檢
檢驗生產的第一件被套是否合格。經檢驗首件被套為三飛邊疊邊5cm有系帶式,針線、針腳符合要求,尺寸為281×250.5,偏差在允許范圍,可以進行大貨生產。
3.2.2過程檢驗
根據工廠生產規模、設備及人員狀況,一般按25%比例抽檢,抽查8臺正在生產機臺產品的款式、尺寸和做工等。在抽檢的8臺縫紉機臺中,發現一臺產品針距偏大進行校正。一臺產品尺寸偏小,做縫調小,其余正常。

表10 外觀質量控制要求
3.2.3終檢
在產品整理之后打包之前,再次檢查款式、尺寸和做工等。終檢主要檢查整理后產品是否有線頭、外觀疵點等。本次共抽檢32件,一件有兩處小黃斑,一件有兩處1 cm線頭。其余合格。
3.3結果判定
經綜合評定本批生產的被套產品質量合格,符合客戶要求。
4 結論
床品質量的控制應側重于面料質量及后續加工過程質量控制。產品質量控制重要的是要做好過程控制和檢驗,做到預防為主,將質控重點從“事后把關”轉移為“事前預防”,從管結果轉變為管過程,床品生產也不例外,這樣才能得到更多的滿意產品。
Assessment of white bedding fabric and finished products for hotels
JI Aiping,YUAN Lingling()
Shanghai Textile Group Testing Standard Co.,Ltd.,Shanghai 200082,China
With the 9.84 tex×9.84 tex×200×(92+92)fabric satin quilt cover as an example,the inspection of the white bedding fabric and the production process of quilt cover is introduced.The inspection process begins with the fabric and the inspection data is judged by the requirements of corporate standards and customer contract.The qualified fabric is used to the quilt cover.To ensure the quality of semi-finished products and final products,the cutting,sewing and finishing in the process is also inspected.Then the qualified quilt product is packaged and shipped.
bedding fabric,standard,customer requirements
TS107
A
1001-7046(2016)04-0001-06
2016-08-01
吉愛萍(1968-),女,工程師,主要從事紡織品檢測工作。
