基于UG NX弧面分度凸輪加工工藝分析及多軸加工仿真
2016-10-08 06:24:36董曉嵐
現(xiàn)代制造技術(shù)與裝備 2016年8期
董曉嵐
(蘇州市職業(yè)大學(xué)機(jī)電工程學(xué)院,蘇州 215104)
基于UG NX弧面分度凸輪加工工藝分析及多軸加工仿真
董曉嵐
(蘇州市職業(yè)大學(xué)機(jī)電工程學(xué)院,蘇州 215104)
以弧面分度凸輪工作輪廓面方程為基礎(chǔ),基于UG NX 8.5完成弧面分度凸輪參數(shù)化實(shí)體造型設(shè)計(jì);采用仿自由曲面法分析弧面分度凸輪的五軸加工中心加工工藝;基于UG CAM多軸加工模塊,實(shí)現(xiàn)弧面分度凸輪的刀位軌跡生成及模擬切削仿真。
弧面分度凸輪加工工藝多軸數(shù)控加工
引言
弧面分度凸輪機(jī)構(gòu)用于兩垂直交錯(cuò)軸的高速、高精度間歇分度傳動(dòng)運(yùn)動(dòng)。該機(jī)構(gòu)定位良好,傳動(dòng)效率高,體積小、重量輕、壽命長,是一種優(yōu)質(zhì)的分度機(jī)構(gòu)。主動(dòng)凸輪為圓弧回轉(zhuǎn)體,工作廓面為凸脊?fàn)睿ㄟ^工作面螺旋升角的變化實(shí)現(xiàn)分度盤的間歇運(yùn)動(dòng)和定位,通過中心距調(diào)整可消除滾子與凸輪槽間的間隙及磨損補(bǔ)償[1]。
由于弧面分度凸輪機(jī)構(gòu)主動(dòng)凸輪的工作廓面形狀復(fù)雜,屬于空間不可展曲面,導(dǎo)致其設(shè)計(jì)與加工比較困難,如何提高弧面分度凸輪的加工精度有重要意義。本文基于UG NX實(shí)現(xiàn)弧面分度凸輪的參數(shù)化實(shí)體模型設(shè)計(jì),采用五軸加工中心實(shí)現(xiàn)弧面分度凸輪的CAM工藝規(guī)劃及UG CAM刀位軌跡生成與模擬切削仿真。
1 面分度凸輪實(shí)體模型建立
1.1建模方法
弧面分度凸輪主動(dòng)凸輪工作廓面的曲面造型在UG NX中可采用2種方式實(shí)現(xiàn):
(1)按照從動(dòng)轉(zhuǎn)盤與主動(dòng)凸輪工作廓面的運(yùn)動(dòng)規(guī)律,以從動(dòng)轉(zhuǎn)盤作為剪切工具,在凸輪毛坯上沿著圓柱滾子中心線運(yùn)動(dòng)軌跡,切出弧面凸輪的工作廓面;
(2)根據(jù)主動(dòng)凸輪工作廓面曲面方程,借助MATLAB生成圓柱滾子運(yùn)動(dòng)軌跡點(diǎn)集,利用UGNX的方程曲線、曲面功能命令對(duì)弧面分度凸輪進(jìn)行參數(shù)化實(shí)體建模。本文采用此法。
1.2弧面分度凸輪工作廓面曲面方程[1]

弧面分度凸輪的共軛接觸方程如下:

其中:(x1,y1,z1)為共軛接觸點(diǎn)在動(dòng)坐標(biāo)系 O2x2.y2.z2中的坐標(biāo);P為凸輪分度期工作廓線的旋向;ω1為弧面分度凸輪的角速度;ω2為從動(dòng)轉(zhuǎn)盤的角速度;C為中心距;為從動(dòng)轉(zhuǎn)盤上滾子的位置角;r、為圓柱滾子工作廓面方程中的曲面參數(shù)。
1.3基于UGNX弧面分度凸輪實(shí)體模型建立
按照弧面分度凸輪工作廓面曲面方程,在MATLAB中生成從動(dòng)轉(zhuǎn)盤圓柱滾子兩端點(diǎn)運(yùn)動(dòng)軌跡的點(diǎn)集,在UGNX中采用“通過點(diǎn)的樣條線”命令繪制滾子端點(diǎn)在空間的運(yùn)動(dòng)軌跡曲線(圖1),以滾子中心線為母線,滾子空間運(yùn)動(dòng)軌跡線為引導(dǎo)線建立直紋面(圖2)。采用“縫合”命令將生成的直紋面縫合成實(shí)體(圖3)。采用“回轉(zhuǎn)”、“倒角”、“剪裁”等命令建立弧面分度凸輪實(shí)體模型(圖4)。
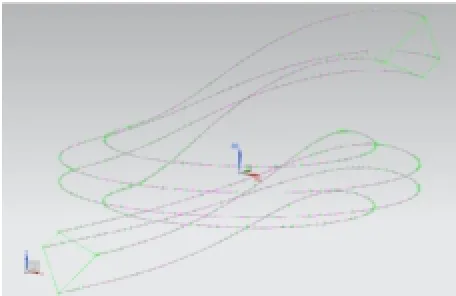
圖1 滾子空間運(yùn)動(dòng)軌跡曲線
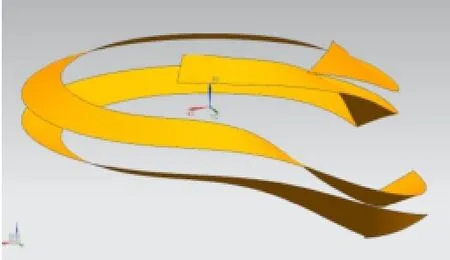
圖2 弧面分度凸輪工作廓面Ⅰ
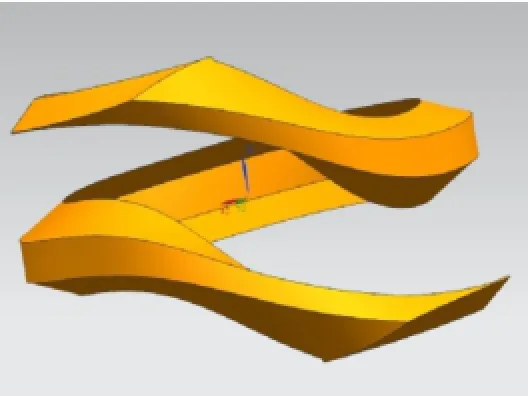
圖3 弧面分度凸輪工作廓面Ⅱ
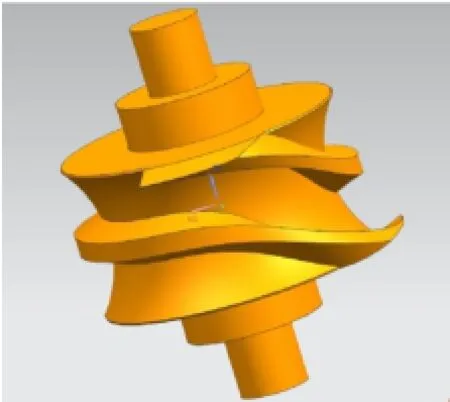
圖4 弧面分度凸輪實(shí)體
2 弧面分度凸輪UGCAM加工工藝及模擬切削仿真
2.1弧面分度凸輪加工設(shè)備
目前,加工弧面分度凸輪的設(shè)備主要有兩種:(1)專用加工機(jī)床,采用專用夾具配合范成法加工原理,優(yōu)點(diǎn)是加工精度和效率高;(2)五軸加工中心,立式擺頭+轉(zhuǎn)臺(tái)(H-T)和雙轉(zhuǎn)臺(tái)(T-T)加工中心比較適合弧面分度凸輪的加工,優(yōu)點(diǎn)是一次裝夾,五軸聯(lián)動(dòng),可實(shí)現(xiàn)高速切削加工,夾具成本降低,加工精度高[2]。
2.2弧面分度凸輪的毛坯及裝夾
弧面分度凸輪毛坯選用圓柱毛坯,毛坯的外半徑選為凸輪的頂圓弧半徑,毛坯的長度和中心軸直徑按照凸輪的實(shí)際尺寸。前序工序精加工弧面分度凸輪的端面,配以中心軸作為加工裝夾定位面。
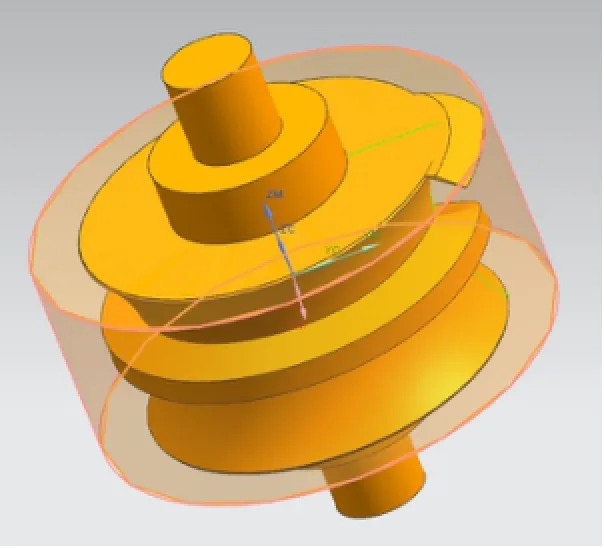
圖5 弧面分度凸輪毛坯
2.3弧面分度凸輪的UGCAM加工工藝分析
在UGCAM“multi-axis”多軸加工模塊,“可變軸曲面輪廓銑”操作加工弧面分度凸輪采用“曲面區(qū)域”或“曲線/點(diǎn)”驅(qū)動(dòng)方式都可以實(shí)現(xiàn)。曲線/點(diǎn)”驅(qū)動(dòng)方式以分層銑削方式進(jìn)行加工,類同于傳統(tǒng)的范成法加工,刀具選用和滾子一致的幾何參數(shù)。選用四軸加工中心,刀具按照滾子與凸輪的運(yùn)動(dòng)規(guī)律,在毛坯上包絡(luò)出凸輪的工作輪廓曲面。此法加工路徑少、效率高,但是溝槽兩側(cè)會(huì)同時(shí)加工,難以實(shí)現(xiàn)精加工磨削[3]。
“曲面區(qū)域”驅(qū)動(dòng)方式以刀刃側(cè)面銑削方式進(jìn)行加工,采用“非等徑加工”,刀具直徑不必與滾子的直徑相等,刀具中心始終位于凸輪工作廓面的等距曲面上,刀具與凸輪接觸點(diǎn)的法線與曲面在該點(diǎn)的法線重合,采用的是仿自由曲面法實(shí)現(xiàn)弧面凸輪的五軸聯(lián)動(dòng)加工。此法雖然加工效率相對(duì)較低,但可以靈活選擇刀具,易實(shí)現(xiàn)等精加工磨削。本文采用此法。
2.4弧面分度凸輪的UG CAM及模擬切削仿真
(1)粗加工:粗加工目的是去除大部分余量,兼顧經(jīng)濟(jì)性和加工成本的考慮,要求大的進(jìn)給量和盡可能大的切削深度。進(jìn)入U(xiǎn)G CAM加工模塊,選擇多軸加工模塊,創(chuàng)建直徑為15mm的四齒端銑刀,切削速度v=150m/min,主軸轉(zhuǎn)速 n=4000r/min,每齒進(jìn)給量f=0.04mm,進(jìn)給量 vf= 318mm/min。
創(chuàng)建“可變軸曲面輪廓銑”操作,選擇“驅(qū)動(dòng)方法”為“曲面區(qū)域”,“指定驅(qū)動(dòng)幾何體”為“凸輪底面”,“切削模式”為“往復(fù)”,“步距數(shù)”設(shè)為100,“刀軸”為“遠(yuǎn)離直線”,“投影矢量”為“刀軸”,“加工方法”為“MILL_ROUGH”,選擇“切削參數(shù)”中的“空間范圍”選項(xiàng)設(shè)為“使用3D”,單擊“生成”按鈕,生成刀具軌跡,并且生成IPW毛坯,如圖6所示,切削仿真結(jié)果如圖7所示。注意:本文以100步距方式生成模擬刀位軌跡,實(shí)際加工步距采用徑向進(jìn)給量7%刀具直徑,深度進(jìn)給量4%刀具直徑,下同。
(2)精加工凸輪上/下表面:半精加工、精加工時(shí)兼顧切削效率和加工成本的前提下,主要保證零件的加工質(zhì)量,創(chuàng)建r=12mm的四齒球頭銑刀,切削速度v=200m/min,主軸轉(zhuǎn)速 n=5000r/min,每齒進(jìn)給量 f=0.02mm,進(jìn)給量vf=424mm/min。
創(chuàng)建“可變軸曲面輪廓銑”操作,選擇“指定切削區(qū)域”為“凸輪上 /下表面”,選擇“驅(qū)動(dòng)方法”為“曲面區(qū)域”,“指定驅(qū)動(dòng)幾何體”為“凸輪上/下表面”,“切削模式”為“往復(fù)”,“步距數(shù)”設(shè)為 5,“刀軸”采用“側(cè)刃驅(qū)動(dòng)體”,“指定側(cè)刃方向”為“徑向”,“投影矢量”為“朝向驅(qū)動(dòng)體”,“加工方法”為“MILL_FINISH”,單擊“生成”按鈕,生成刀具軌跡,如圖8、圖10所示,切削仿真結(jié)果如圖9、圖11所示。
(3)精加工凸輪外側(cè)表面:創(chuàng)建“可變軸曲面輪廓銑”操作,選擇“指定切削區(qū)域”為“凸輪外側(cè)表面”,選擇“驅(qū)動(dòng)方法”為“曲面區(qū)域”,“指定驅(qū)動(dòng)幾何體”為“凸輪外側(cè)表面”,“切削模式”為“往復(fù)”,“步距數(shù)”設(shè)為 5,“投影矢量”為“刀軸”,“刀軸”采用“遠(yuǎn)離直線”,“加工方法”為“MILL_FINISH”,單擊“生成”按鈕,生成刀具軌跡,如圖12所示,切削仿真結(jié)果如圖13所示。
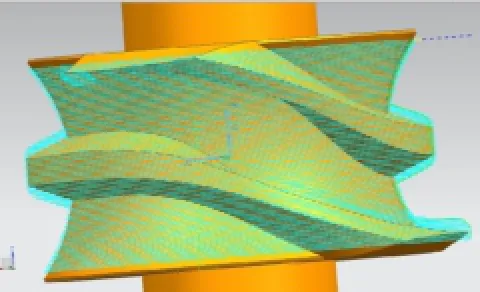
圖6 弧面分度凸輪粗加工刀位軌跡
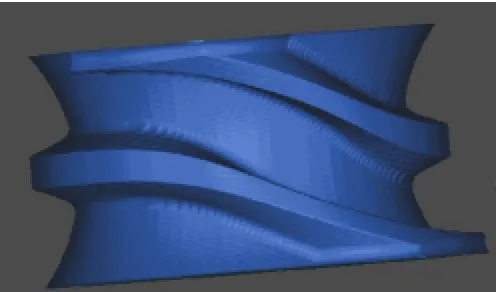
圖7 弧面分度凸輪粗加工切削仿真
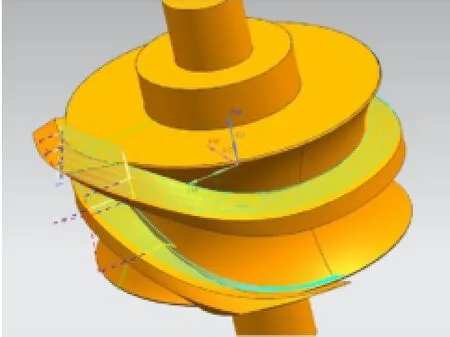
圖8 弧面分度凸輪上表面精加工刀位軌跡
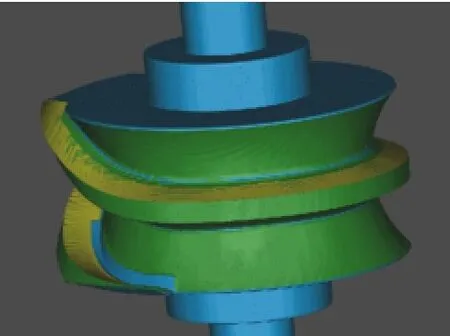
圖9 弧面分度凸輪上表面精加工切削仿真
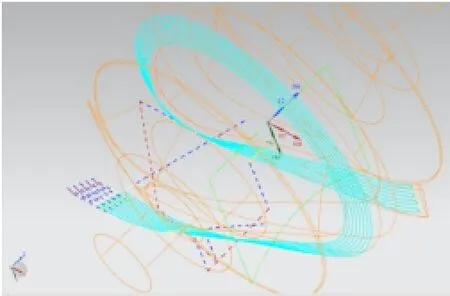
圖10 弧面分度凸輪下表面精加工刀位軌跡
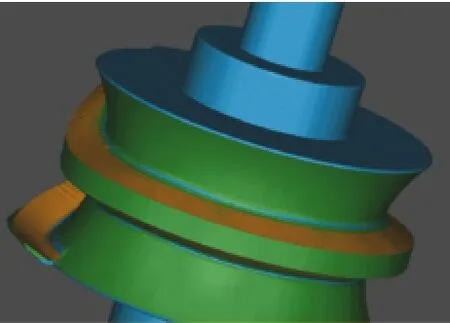
圖11 弧面分度凸輪下表面精加工切削仿真
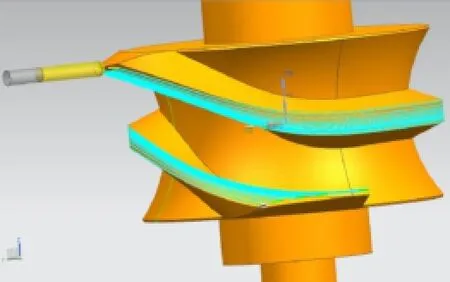
圖12 弧面分度凸輪外側(cè)面精加工刀位軌跡
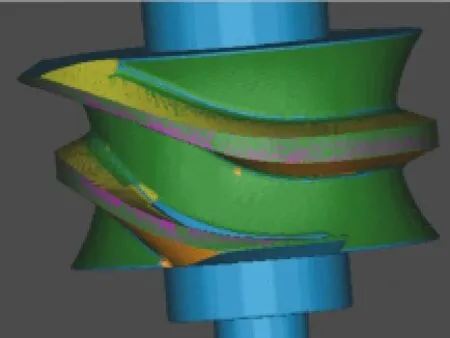
圖13 弧面分度凸輪外側(cè)面精加工切削仿真
3 總結(jié)
本文采用UG NX的方程曲線功能實(shí)現(xiàn)弧面分度凸輪參數(shù)化實(shí)體造型設(shè)計(jì)。采用仿自由曲面法分析弧面凸輪的加工工藝,選用刀具選擇合適的切削用量并確定走刀方式。基于UG CAM多軸加工模塊,創(chuàng)建“可變軸曲面輪廓銑”操作實(shí)現(xiàn)弧面分度凸輪的刀位軌跡生成及模擬切削仿真。采用五軸加工中心一次裝夾,實(shí)現(xiàn)高速切削加工弧面分度凸輪。
[1]曹巨江,李龍剛等.基于UG NX6.0的弧面分度凸輪三維實(shí)體建模與仿真加工[J].機(jī)械設(shè)計(jì)與制造,2011,1(1):169-171.
[2]孫永忠.弧面凸輪分度機(jī)構(gòu)加工工藝的探討[J].裝備制造技術(shù),2010,5:108-109.
[3]胡自化,張平等.連續(xù)分度空間弧面凸輪的多軸數(shù)控加工工藝研究[J].中國機(jī)械工程,2005,16(24):2184-2187.
[4]竇湘屏,袁光明等.五軸聯(lián)動(dòng)加工中心加工弧面凸輪[J].機(jī)械制造與研究,2010,12(20):45-60.
[5]高長銀,李萬全等.UG NX7.5多軸數(shù)控加工典型實(shí)例詳解[M].機(jī)械工業(yè)出版社:北京,2012.
[6]姜厚文,楊浩.UG NX6固定軸與多軸銑培訓(xùn)教程[M].清華大學(xué)出版社:北京,2010.
ProcessingPlanningAndMulti-axisMachining Simulation of Globoidal Cam Based on UG NX
Dong Xiaolan
Mechanic-electronicEngineeringCollege.SuzhouVocational University.Suzhou 215104
Based on the profile equation of the globoidal cam,parameterized solid modeling design of globoidal cam was completed in UG NX 8.5.Propose a machining planning of globoidal cam on five axismachiningcenterutilizingimitatefreeformsurfaceprocessing method.Perform the tool path generation and cutting simulation of globoidal cam in UG cam multi-axis machining module.
Globoidal Cam;Processing Planning;Multi-axis NC programming
