淺談一種微型撓性陀螺儀馬達定子加工工藝改進
2016-10-09 08:37:10向德春
電子測試 2016年18期
關鍵詞:工藝
向德春,施 微
(中船重工重慶長平機械有限責任公司,重慶,404047)
淺談一種微型撓性陀螺儀馬達定子加工工藝改進
向德春,施微
(中船重工重慶長平機械有限責任公司,重慶,404047)
本文介紹了一種微型撓性陀螺儀馬達定子加工改進工藝。本文作者通過長期的工作實踐,摸索總結了一種借助簡單的工裝夾具和輔材,較為完美的解決了運用傳統加工工藝所無法克服的容易導致定子鐵芯變形、散片;繞組絕緣破壞、斷路等致命技術問題。
撓性陀螺儀;馬達定子;加工;變形;絕緣;加固;封閉
首先,我簡要介紹一下微型撓性陀螺儀馬達定子的加工工序:
(1)加工(沖制或線切)定子鐵芯疊片
(2)定子鐵芯疊片熱處理
(3)疊制定子鐵芯
(4)制作繞組、下線、整形
(5)浸漆、烘干
(6)加工定子組件外圓和內孔
由于第一至第五道工序完成起來都沒多大難度,所以我們通常都是按傳統通用工藝來做。最后一道工序雖然看似簡單,但實際操作起來就沒那么簡單了。在加工定子組件外圓和內孔的時候,我們通常采取磨削加工方式,由粗加工、半精加工和精加工三個工步完成對定子組件外圓和內孔的加工,以達到所需的尺寸和形位要求。
加工定子組件外圓時,通常做法是先將內孔穿一根芯軸,再將芯軸直接裝夾在磨床主軸上。校正芯軸,以內孔為基準磨外圓。
加工定子組件內孔時,通常做法是直接裝夾校正外圓,以外圓為基準磨內孔。
在加工定子組件外圓和內孔時,為了最大限度地降低由于加工時產生的熱量對定子鐵芯內孔和外圓尺寸和形位精度的影響,在整個磨削加工過程中,需要不停地用冷卻液對定子進行沖淋冷卻。由于加工過程中定子繞組一直處于半裸露狀態,在沖淋過程中,冷卻液很容易將加工過程中不斷產生的細小切屑沖入繞組空隙和定子鐵芯嵌線槽中,造成繞組絕緣破壞。不僅如此,定子繞組一直處于半裸露狀態還會增加其被碰傷造成繞組絕緣破壞和被碰斷造成繞組斷路的風險。
綜上所述,微型撓性陀螺儀馬達定子由于外形小、機械強度低、加工精度要求高、繞組線徑小絕緣層薄,在加工定子組件外圓和內孔過程中很容易導致定子鐵芯變形、散片;繞組絕緣破壞、斷路等造成批量報廢,合格率極低。這就需要我們采取有效措施改變現狀,避免批量報廢,提高合格率。
通過長期的工作實踐,我摸索總結了一套定子組件外圓和內孔加工工藝。該工藝僅借助簡單的工裝夾具和輔材,較為完美地解決了運用傳統加工工藝所無法克服的致命技術問題。具有很強的實操性。下面就我總結改進的加工工藝介紹如下:
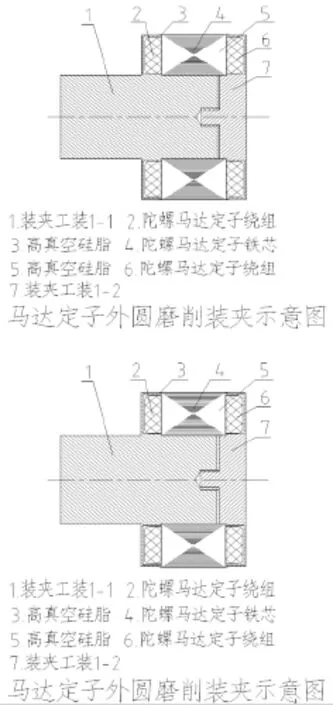
微型撓性陀螺儀馬達定子因為外形小,機械強度很低,所以用常規裝夾方式很難達到要求。本改進工藝在加工馬達定子外圓和內孔時,分別采用了如下圖“馬達定子外圓磨削裝夾示意圖”和“馬達定子內孔磨削裝夾示意圖”夾具支撐加固方式。加工馬達定子外圓時,磨床主軸直接夾持裝夾工裝1-1的長柄,以工裝環形槽的內外圈和芯軸分別定位定子鐵芯端面和內孔。裝夾工裝1-1和裝夾工裝1-2通過螺紋連接,螺紋旋向與磨床主軸轉向相反。兩個工裝的環形槽形成密閉空間,將定子繞組及以內的部分保護起來。這樣既解決了裝夾難題,又大大增加了工件的機械強度,從而避免了定子鐵芯變形、散片和由此造成的繞組絕緣破壞、繞組短線等問題。同時使工件加工精度得到了保障。加工馬達定子內孔時,磨床主軸夾持“馬達定子內孔磨削裝夾示意圖”中裝夾工裝2-1 外圓,裝夾工裝2-1和2-2的作用和連接方式與上述裝夾工裝1-1和1-2相同。不再贅述。
在加工馬達定子外圓和內孔時,由于馬達定子兩端繞組處于裸露狀態,若不采取有效措施,冷卻液很容易將加工過程中不斷產生的微小切屑沖入繞組空隙中,造成繞組絕緣破壞。基于上述原因,在加工馬達定子外圓和內孔時,本改進工藝使用專用夾具的同時,還使用長城YP7501號高真空硅脂(-40—200℃良好熱穩定性,電絕緣,密封,潤滑)將夾具和定子間的縫隙填塞,使馬達定子兩端繞組由原來的半裸露狀態變成全封閉狀態,從而有效地阻止了微小切屑進入繞組空隙中,杜絕了切屑進入繞組破壞絕緣的威脅。如下圖“馬達定子外圓磨削裝夾示意圖”和“馬達定子內孔磨削裝夾示意圖”。同時,由于長城YP7501號高真空硅脂良好的熱穩定性和導熱性能,加工過程中產生的熱量能被及時帶走,而不會使定子因溫升而影響加工精度和繞組絕緣強度。
本改進工藝針對傳統加工工藝存在的缺陷和不足,分別采用了簡單可行的改進措施,有效地解決了運用傳統加工工藝所無法規避的致命技術問題,大大提高了產品合格率。
Improvement of motor stator processing technology of micro flexible gyroscope
Xiang Dechun,Shi Wei
(CSIC Chongqing Changping Machinery CO., LTD.,Chongqing,404047)
This paper introduces a new technology of micro flexible gyroscope motor stator processing. In this paper,the author through long-term practice,searched and summarized a with simple fixture and auxiliary,is perfectly solved by traditional manufacturing process which can not be overcome easily lead to stator core deformation,diffuser;winding insulation destruction,circuit breakers and other deadly technology problem.
flexible gyroscope;motor stator;processing;deformation;insulation;strengthening;sealing
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
