大型液化氣球罐現場安裝技術及質量管理
2016-10-12 01:34:13范海俊張新建
化工裝備技術 2016年3期
范海俊 張新建 牛 錚
(1.合肥通用機械研究院 2.國家壓力容器與管道安全工程技術研究中心)
?
大型液化氣球罐現場安裝技術及質量管理
范海俊*1,2張新建1,2牛錚1,2
(1.合肥通用機械研究院2.國家壓力容器與管道安全工程技術研究中心)
針對國內大型丙烷及混合碳四球罐現場安裝工程,結合球罐安裝工程的特點,制定了覆蓋原材料入場復驗、現場組裝、焊接、焊后熱處理、無損檢測以及水壓試驗等各方面的安裝技術要求,并對這些重要節點提出了相關的質量管理措施。對球罐安裝現場建立了包含業主、總承包單位、施工單位以及監理單位的質量管理體系,對安裝過程嚴把質量關,以確保按照安裝技術要求建造的球罐安全運行并滿足工藝要求。
大型球罐丙烷安裝技術要求質量管理液化氣
0 前言
丙烷及混合碳四作為常用的化工物料,既可直接作為燃料,又可進行深加工,使用量巨大。球罐作為常用的化工原料儲存設備,在丙烷及混合碳四的儲存中應用廣泛。本項目為某公司 “138萬t/a丙烷與混合碳四利用項目”儲運罐區的球罐部分,共有41臺球罐。由于受到場地限制,丙烷及混合碳四球罐選擇6000 m3的球罐,共有15臺,這是目前國內丙烷及混合碳四球罐中容積最大的球罐。該批球罐的球殼板厚度為52 mm,超過GB 150—2011及 GB 12337中 “球殼板厚度不宜大于 50 mm”的規定。該項目還具有場地受限、工期緊、協調工作難等特點。
1 設備參數
6000 m3丙烷及混合碳四球罐的型式為4帶混合式,實際容積為6044 m3,主要設計參數如表1所示。
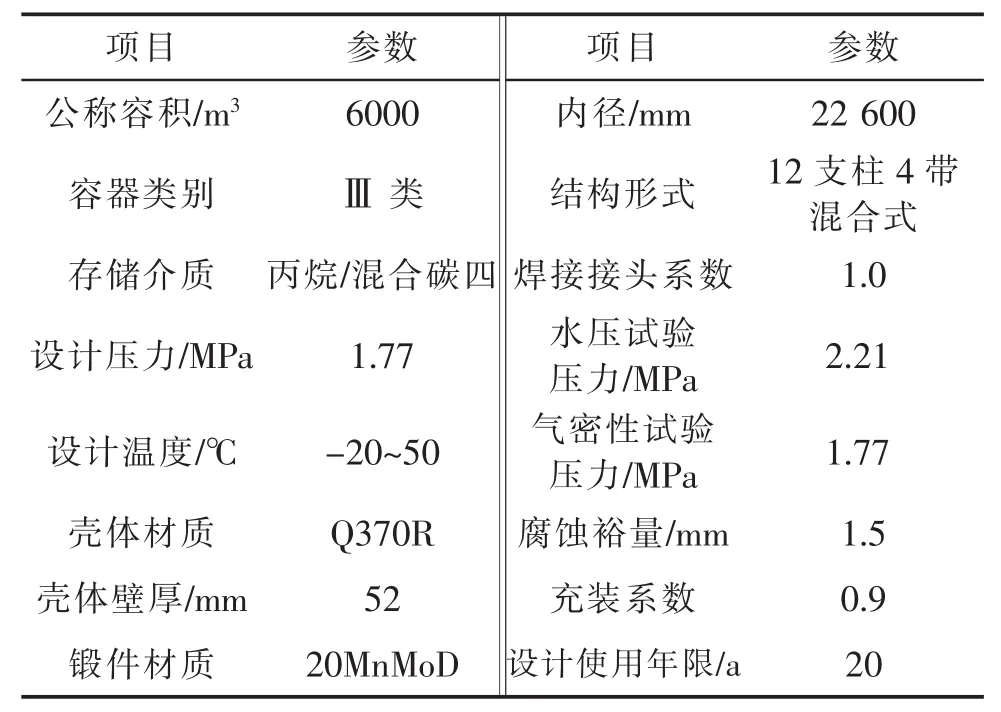
表1 6000 m3丙烷及混合碳四球罐設計參數
2 球罐安裝的質量控制
2.1質量控制方式
根據球罐安裝項目的一般施工順序,結合此項目的實際情況,把可能影響局部和總體施工質量的關鍵點一一列出,作為質量控制點,并以此建立起從總承包到施工單位的質量管理體系。在施工過程中要確保質量管理體系有效運轉,把質量管理落實到具體人員,從而使得整個項目正常、順利實施。
2.2進場的零部件的檢驗檢測
6000 m3球罐為4帶混合式,由7塊上極板、24塊溫帶板、24塊赤道板、7塊下極板以及12根支柱組成,其中12根支柱與赤道板的焊接成型在制造廠進行。對到場的零部件要進行數量確認,審核球殼板的材料質量證明書[1],并根據GB 50094及相關設計文件的要求進行檢驗檢測,包括幾何尺寸檢查、坡口檢測、球殼板測厚、球殼板超聲檢測等[2],各項目檢驗檢測合格后方可使用。具體檢驗檢測結果如表2、表3、表4所示。

表2 主材化學成分 (熔煉分析)

表3 主材的力學性能和冷彎性能

表4 支柱入場幾何尺寸檢查
球殼板周邊超聲檢測、球殼板全面超聲檢測以及坡口磁粉檢測結果均為Ⅰ級合格。
2.3基礎復驗
6000 m3球罐安裝前必須對基礎各部位尺寸進行檢查和驗收,結果應符合GB 50094及設計文件的相關規定[3]。復驗應由業主、監理、總承包單位、安裝單位及土建單位共同完成。復驗后要形成基礎驗收報告,由各方簽字確認,并報送監理、業主。復驗結果見表5。

表5 基礎各部位偏差
2.4球殼板組裝
球罐組裝采用散裝法,即將球殼板逐塊吊起,組裝成球體。球殼板吊裝順序如下:赤道帶板→下極帶邊板→下極帶側板→上溫帶板→上極帶邊板→上極帶側板→上極帶中板→下極帶中板。考慮到人員在罐內操作及內腳手架的拆除,下極中板留在最后安裝,待球罐其它焊縫全部焊完,借助定位方鐵做吊耳,用手拉葫蘆進行吊裝就位。
2.5組裝尺寸檢查
球罐組裝完成之后要進行尺寸檢查,具體要求及檢查結果如表6所示。

表6 組裝后的尺寸檢查 (單位:mm)
檢查合格之后,需將相關資料報送至監理、業主,審批之后方可進行焊接工作。
2.6球罐焊接
2.6.1焊接注意事項
球罐的焊接質量主要從以下四個方面進行管理:焊接工藝評定、焊工資質審查、焊接技術交底、焊接質量控制。
焊接是球罐安裝過程中質量管理的重點。要嚴格審定焊接工藝評定,對入場的焊工進行資格考試。焊接前對焊工進行技術交底,施工過程中要不斷巡檢,及時制止焊工的違規操作,嚴格控制焊接電流及焊接線能量,確保焊縫質量。表7、表8是焊接電流與焊接線能量的參數[4]。

表7 J557R焊條所采用的焊接電流范圍

表8 各種位置下的焊接線能量
施工單位須在焊條房放置焊接工藝卡,要有專人負責焊條的烘干與發放,做好記錄。J557R高韌性低氫型焊條入場前應對其進行入場復驗,包括擴散氫和熔敷金屬力學性能檢驗 (其檢驗結果見表9、表10),合格后方可使用。焊條使用時,先進行烘干,在350~400℃下烘干1~2 h,再轉存到溫度為100~150℃的恒溫箱內,隨時取用。現場施焊時,焊工應將烘干好的焊條置于保溫筒內,且每個保溫筒的焊條 需在4 h內用完,超過4 h則要重新烘干。球殼板和受壓元件使用的焊條不得采用烘干超過兩次的焊條。
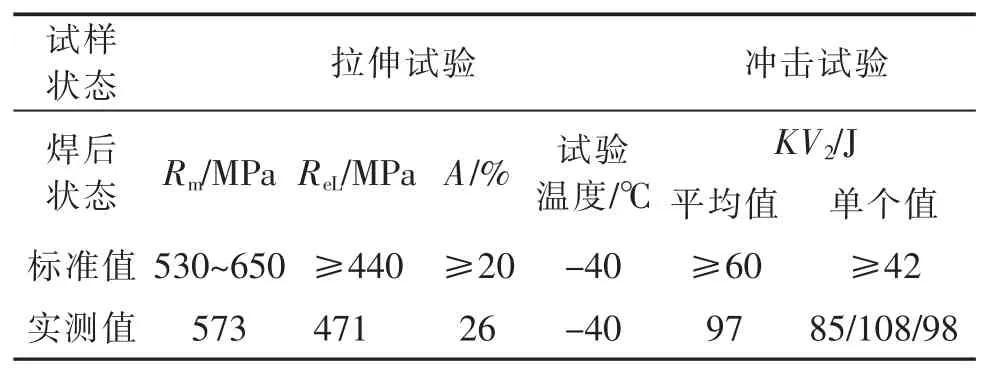
表9 焊條熔敷金屬力學性能

表10 焊條擴散氫檢測結果
2.6.2焊道調整和定位焊
焊接施工前,需借助卡具對組裝完成后球殼板的焊道進行調整定位,調整后的焊道尺寸要滿足焊接要求。定位焊的順序是先縱縫、后環縫,以赤道帶線為基準,在球罐內側事先畫好的位置線上施工。定位焊間距宜為300 mm,焊道長度80 mm以上,焊后余高不小于8 mm,且至少為兩層。組裝過程中的臨時焊縫不得在非焊接位置引弧或熄弧。
2.6.3焊接順序
先焊接縱向焊縫,后焊接環向焊縫。所有焊縫外部全部焊完后,進行內部清根,并經滲透檢測合格后再進行內部焊縫的焊接。極板的縱縫從中間向兩側焊。具體焊接順序如下:
赤道帶縱縫→上溫帶縱縫→上下極帶邊板縱縫→上極帶中心板縱縫→赤道帶上、下環縫→上溫帶環縫→上極帶環縫→下極帶中心板縱縫→下極帶環縫[5]。
2.7無損檢測
球罐焊接完成后,需對其進行無損檢測。此次無損檢測中,由于球罐多,距離近,廠區交叉作業頻繁,不宜采用放射源或X射線檢測,而是采用了衍射時差法超聲檢測 (TOFD)。TOFD法具有效率高、靈敏度高、無污染等優點。具體無損檢測的部位及要求見表11。
2.8整體熱處理
為消除組裝和焊接過程中的殘余應力、改善焊縫及熱影響區的機械性能,需對球罐進行焊后整體熱處理。本次采用的方法是較為成熟的柴油內燃法。針對此次6000 m3大型球罐,為了更好地使球罐整體受熱均勻,溫度平均,經業主、監理、總包與安裝單位協商,制作了直徑約6 m的不銹鋼導流傘。導流傘倒掛在上人孔上,距離火焰2 m高,使熱量充分地向周圍擴散,以使熱處理效果更好。

表11 焊后無損檢測比例
整個熱處理過程,應按照事先制定的熱處理方案進行,對升降溫速度進行控制。熱處理恒溫溫度為615±15℃,恒溫時間為2.0 h。在整個過程中,要注意調整支柱,一般每100℃移動一次,約為16.5 mm。熱處理之后,要重新調整支柱的垂直度。熱處理溫度控制曲線見圖1。

圖1 熱處理溫度控制曲線
2.9水壓及氣密性試驗
在各種檢驗均合格、球罐內部清掃干凈、產品焊接試板性能試驗合格以及支柱找正和拉桿調整完成以后,即可進行水壓試驗。水壓試驗時,在球罐的頂部設置兩塊、底部設置一塊量程相同并經過校驗合格、精度不低于1.6級的壓力表,試驗壓力以球罐頂部壓力表讀數為準。
水壓試驗過程中,要密切觀察壓力表讀數以及基礎沉降,如有異常,立即停止試壓。水壓試驗合格后按照規定進行氣密性試驗。在試驗過程中,要注意觀察是否有泄漏,嚴禁帶壓緊固螺栓。
3 結語
在大型丙烷及混合碳四球罐的安裝過程中,由于其設計參數高,應嚴格按照相關標準及設計文件的要求執行。對到貨檢驗、組裝、焊接、無損檢測和壓力試驗等各個節點應進行嚴格的質量管理,以確保球罐在設計周期內的正常安全運行。
[1]張軍,董瑞峰,王棟,等.Q370R鍋爐與壓力容器用鋼板的研制 [J].上海金屬,2011,33(3):50-54.
[2]汪琳.2000 m3C5球罐的設計與制造 [J].化工裝備技術,2002,23(6):29-32.
[3]GB 50094—2010球形儲罐施工規范 [S].
[4]NB/T 47014—2011承壓設備焊接工藝評定 [S].
[5]李濤,李永華,郭徽,等.5000 m3液氨球罐的建造技術 [J].化工裝備技術,2009,30(4):31-35.
On-Site Installation Technology and Quality Management of Large-scale Liquefied Gas Spherical Tank
Fan HaijunZhang XinjianNiu Zheng
In respect to the on-site installation engineering of the domestic large-scale propane and mixed-C4spherical tank and its own characteristics,the installation technical requirements,such as the entrance test of the raw material,the field assembly,the welding,the post-weld heat treatment,the nondestructive test and the hydraulic pressure test,are formulated and the corresponding quality management measures are proposed.Meanwhile,the quality management system according to the field installation of the spherical tank,including the owner,the general contractor,the construction unit and the supervision unit are built so that the safe operation is guaranteed and the installation technical requirements are satisfied.
Large-scale spherical tank;Propane;Installation;Technical requirements;Quality management; Liquefied gas
TQ 050.7DOI:10.16759/j.cnki.issn.1007-7251.2016.06.017
2015-10-14)
*范海俊,男,1990年生,助理工程師。合肥市,230031。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
