中板十一輥熱矯直機(jī)輥縫標(biāo)定技術(shù)的研究與應(yīng)用
2016-10-13 23:43:00廖新勇
企業(yè)技術(shù)開(kāi)發(fā)·下旬刊 2016年8期
廖新勇


摘 要:針對(duì)福建三鋼中板廠的十一輥熱矯直機(jī)輥縫標(biāo)定工藝存在的問(wèn)題,結(jié)合生產(chǎn)實(shí)際,通過(guò)認(rèn)真分析查找原因,對(duì)熱矯直機(jī)輥縫標(biāo)定裝置與工藝有關(guān)問(wèn)題,以最小的投資進(jìn)行改進(jìn)和優(yōu)化。改進(jìn)后輥縫標(biāo)定效率和精度大副提高,輥系故障明顯減少,提高了矯直鋼板的質(zhì)量,降低了工人的勞動(dòng)強(qiáng)度,減少了備件的消耗,提高了經(jīng)濟(jì)效益。
關(guān)鍵詞:熱矯直機(jī);輥縫;標(biāo)定
中圖分類號(hào):TG333 文獻(xiàn)標(biāo)識(shí)碼:A 文章編號(hào):1006-8937(2016)24-0003-03
1 概 述
熱矯直機(jī)是中板生產(chǎn)線上的一臺(tái)重要設(shè)備,用來(lái)矯直軋后鋼板經(jīng)水冷的鋼板,使其平直度和瓢曲度達(dá)到國(guó)家標(biāo)準(zhǔn)或用戶要求。熱矯直機(jī)由機(jī)架、傳動(dòng)、壓下裝置、輥系、液壓、潤(rùn)滑、電氣等系統(tǒng)組成。這些系統(tǒng)中輥系是直接與熱鋼板接觸,是主要的受力部件,需要承受很大的載荷和沖擊,輥系開(kāi)口度的大小標(biāo)定直接關(guān)系著鋼板的矯直質(zhì)量及輥系備件的使用壽命。由于設(shè)計(jì)上的不足和維護(hù)的不周全等原因,輥縫標(biāo)定經(jīng)常不準(zhǔn)確且標(biāo)定耗時(shí)較多,導(dǎo)致輥系故障頻發(fā),嚴(yán)重影響了正常生產(chǎn)。在鋼鐵行業(yè)嚴(yán)重供大于求和市場(chǎng)競(jìng)爭(zhēng)日益激烈的局面下,如何提高檢修效率、如何降低設(shè)備維護(hù)成本是鋼鐵行業(yè)設(shè)備維護(hù)的主題,福建三鋼中板廠的十一輥熱矯直機(jī)的輥縫標(biāo)定技術(shù)研究與應(yīng)用在此背景下產(chǎn)生。
2 矯直機(jī)本體結(jié)構(gòu)及輥縫標(biāo)定簡(jiǎn)介
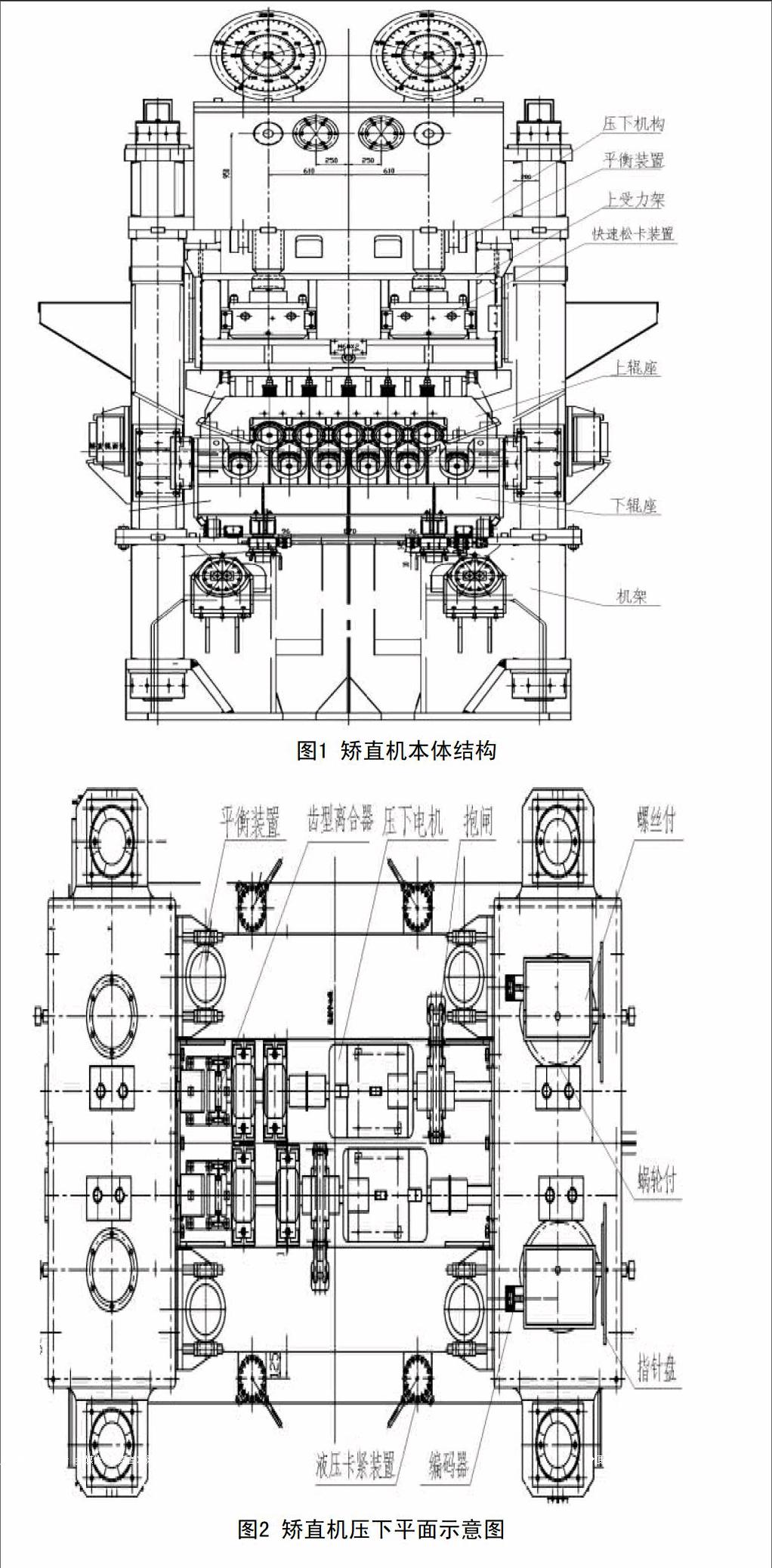
矯直機(jī)本體由以下幾部分組成:機(jī)架,壓下機(jī)構(gòu),平衡裝置,上受力架裝置,矯直輥系(上、下輥?zhàn)焖偎煽ㄑb置,液壓卡緊裝置等部分組成,如圖1所示。機(jī)架的結(jié)構(gòu)為焊接組合予緊式。壓下機(jī)構(gòu)是由二臺(tái)電機(jī)、抱閘、四對(duì)蝸輪付、四對(duì)壓下螺絲付、液壓推動(dòng)的齒型離合器以及指示器針盤(pán)和數(shù)顯裝置等組成,如圖2所示。壓下機(jī)構(gòu)的作用是使上排矯直輥實(shí)現(xiàn)開(kāi)口度調(diào)整和前后傾動(dòng),以達(dá)到所要求的開(kāi)口度,并通過(guò)指針盤(pán)和編碼器裝置指示矯直輥的開(kāi)口度大小。平衡裝置是由四個(gè)液壓平衡缸和四個(gè)液壓缸支架組成。它能保證上輥?zhàn)b置和上受力架跟隨壓下絲桿一同上下移動(dòng),并消除壓下絲桿、螺母在矯直力方向上的間隙,以免鋼板進(jìn)入矯直機(jī)時(shí)發(fā)生沖擊。矯直輥系由上、下輥?zhàn)M成,矯直輥共計(jì)十一根,排列呈上五下六的形式,全部有支承輥。矯直輥兩端軸承座是通過(guò)螺栓和蝶形彈簧使矯直輥輥身靠緊支承輥輥面,矯直輥軸承不承受矯直力。矯直力是由支承輥軸承全部承受的。矯直輥軸承承受矯直輥與鋼板之間產(chǎn)生的磨擦力及定位作用。快速松卡裝置位于壓下螺絲與上受力架之間,它是由液壓缸、液控單向閥等組成。液壓卡緊裝置是由液壓缸和T形拉桿等組成。它位于上受力架上,活塞中裝有T形頭拉桿和手柄。液壓力通過(guò)拉桿作用于上受力架和上輥?zhàn)b置之間,從而消除其間隙,并將其聯(lián)為一體。
矯直機(jī)輥縫的標(biāo)定是指上下輥?zhàn)g輥面豎直方向上的開(kāi)口度(輥縫)設(shè)定和邊輥零位的設(shè)定,其數(shù)值由壓下裝置的兩個(gè)編碼器和邊輥升降裝置的兩個(gè)編碼器分別讀出,在PC機(jī)上顯示出入口的壓下輥縫及邊輥位置的數(shù)值。輥系在使用一段時(shí)間后,矯直輥、支撐輥出現(xiàn)不同程度的磨損,輥縫實(shí)際數(shù)值將發(fā)生變化,PC機(jī)上顯示的數(shù)值就需要校核和設(shè)定。還有新更換輥系后,由于每套輥系加工、裝配件的誤差不一樣,也需要重新標(biāo)定。
3 輥縫標(biāo)定的誤差產(chǎn)生的后果
3.1 嚴(yán)重影響矯直工藝參數(shù)的設(shè)定
給生產(chǎn)操作帶來(lái)很大的困難,所矯直鋼板的平直度極其不穩(wěn)定,嚴(yán)重制約著板材新品種的開(kāi)發(fā)。
3.2 對(duì)設(shè)備的破壞極大
實(shí)際輥縫不在一個(gè)面時(shí),在矯直過(guò)程中,上輥?zhàn)鶎?huì)有很大的跳動(dòng),在矯直輥面產(chǎn)生震紋,如圖3所示,這些震紋將批量印在矯直鋼板上。輥縫標(biāo)定的誤差將加劇了支撐輥軸承的受力不勻,導(dǎo)致支撐輥軸承頻頻損壞,如圖4所示,而檢修裝配輥系更是耗時(shí)耗力(需要一個(gè)班組一個(gè)月的時(shí)間)。
4 輥縫標(biāo)定的原工藝分析
由于原設(shè)計(jì)的先天不足,壓下絲桿處無(wú)壓頭或壓力傳感器,無(wú)法實(shí)現(xiàn)通過(guò)壓力顯示值標(biāo)定,只能通過(guò)人工塞尺法標(biāo)定:標(biāo)定尺從輥道進(jìn)入輥系→壓下初試(上輥面靠近標(biāo)定尺)→人工塞尺→人工計(jì)算入口操作側(cè)、傳動(dòng)側(cè),出口操作側(cè)、傳動(dòng)側(cè)的四點(diǎn)距離差值尺寸→通過(guò)離合器脫開(kāi)、嚙合及壓下的上升和下降單獨(dú)調(diào)整壓下絲桿實(shí)現(xiàn)入口操作側(cè)、傳動(dòng)側(cè),出口操作側(cè)、傳動(dòng)側(cè)四點(diǎn)人工塞尺數(shù)值一致→計(jì)算標(biāo)定尺和塞尺總高度→壓下編碼器數(shù)值寫(xiě)入和壓下指針盤(pán)的調(diào)整→邊輥人工塞尺及邊輥0位的標(biāo)定→標(biāo)定尺從輥系移出標(biāo)定尺從輥系中移出。
輥縫標(biāo)定存在問(wèn)題分析:①上受力架受力點(diǎn)為8個(gè)(壓下絲桿正壓力,平衡缸的拉力),按3點(diǎn)成一面原理,第4點(diǎn)將對(duì)上受力架平面產(chǎn)生干涉,始終有一壓下絲桿下的球面墊和快速松卡缸產(chǎn)生間隙,且該間隙不易察覺(jué);②上矯直輥雖通過(guò)螺栓和蝶形彈簧使矯直輥輥身靠緊支承輥輥面,由于矯直輥本身的重力存在很難消除他們存在的間隙,致使標(biāo)定數(shù)值變小。③人工塞尺檢測(cè)需要趴在機(jī)前機(jī)后輥道上進(jìn)行,由于輥道受過(guò)高溫洪烤,溫度較高,檢修人員的作業(yè)環(huán)境較差,效率較低,其且塞尺的準(zhǔn)確度受檢修人員情緒所影響。④該工藝由于需要人工逐點(diǎn)多次檢測(cè),耗時(shí)較長(zhǎng)(30~40 min)。
5 矯直機(jī)輥縫標(biāo)定系統(tǒng)改造方案確立
矯直機(jī)輥縫的標(biāo)定問(wèn)題一直以來(lái)是中板設(shè)備管理人員的一塊“心病”,2012年成立矯直機(jī)攻關(guān)組以來(lái),首要的任務(wù)就是矯直機(jī)輥縫標(biāo)定的攻關(guān),經(jīng)討論,有如下方案:
方案一:改壓下系統(tǒng)電動(dòng)壓下為液壓壓下,在液壓缸上加裝內(nèi)置式位移傳感器和壓力傳感器,通過(guò)壓力和位移傳感器的讀數(shù)實(shí)現(xiàn)輥縫標(biāo)定。本方案的優(yōu)點(diǎn)為矯直機(jī)壓下全面升級(jí),結(jié)構(gòu)簡(jiǎn)單,壓下升降快捷,輥縫標(biāo)定準(zhǔn)確。缺點(diǎn):改造較為復(fù)雜,不僅需要機(jī)架結(jié)構(gòu)、液壓缸、液壓泵站做很大的變動(dòng),還需要增加伺服系統(tǒng)和控制系統(tǒng),投資大(經(jīng)估算約800萬(wàn)元),且該改造涉及較多,安裝須停產(chǎn)8天左右時(shí)間。
方案二:在上受力架和快速松卡缸之間加裝4個(gè)壓頭,通過(guò)壓頭檢測(cè)等壓力值來(lái)標(biāo)定。本方案的優(yōu)點(diǎn):該方法很多中板廠采用過(guò),很多參數(shù)和程序可借鑒。缺點(diǎn):壓頭設(shè)備較為昂貴(1個(gè)壓頭約20萬(wàn)元),維護(hù)成本較高;由于壓頭有一定的厚度,該改造需要將所有快速松卡缸進(jìn)行減薄加工,最后矯直機(jī)的最大開(kāi)口度將減小20 mm,安裝須停產(chǎn)2 d左右時(shí)間。
方案三:設(shè)計(jì)、制作外置式位移傳感器滑座和標(biāo)定板,分別安裝在矯直機(jī)的4個(gè)立柱上,采購(gòu)安裝4個(gè)外置式位移傳感器,如圖6所示,利用上受力架及上輥?zhàn)淖灾兀s60 t),使上輥?zhàn)鶋壕o位于下輥?zhàn)系臉?biāo)定板,再讀取4個(gè)外置式位移傳感器數(shù)值進(jìn)行初始標(biāo)定。再利用原有的平衡裝置,平衡上受力架及上輥?zhàn)螅灰苽鞲衅鳈z測(cè)4個(gè)壓下絲桿的位置,再調(diào)平標(biāo)定。本方案的優(yōu)點(diǎn):改造費(fèi)用較少(投資約6萬(wàn)元),結(jié)構(gòu)簡(jiǎn)單,安裝方便,且無(wú)須停產(chǎn)安裝。缺點(diǎn):國(guó)內(nèi)無(wú)借鑒的改造,需要完全自主開(kāi)發(fā)。
經(jīng)比較分析,方案三投資少,與其他的改造無(wú)任何干涉,可實(shí)施性較強(qiáng)。鑒于當(dāng)前的鋼鐵行業(yè)經(jīng)濟(jì)形式,設(shè)備的改造投資逐步減少,經(jīng)研究決定采用方案三,自行設(shè)計(jì)開(kāi)發(fā)。
6 矯直機(jī)輥縫標(biāo)定技術(shù)改造
6.1 外置式位移傳感器的選型
根據(jù)PC接口和供電方式,選用標(biāo)準(zhǔn)Profibus-DP信號(hào)輸出的位移傳感器,為了便于安裝和維護(hù)選擇RP鋁型材導(dǎo)軌式傳感器,鑒于矯直機(jī)開(kāi)口度為-20~250 mm,選擇有效行程
300 mm傳感器,該傳感器堅(jiān)固耐用,線性測(cè)量,絕對(duì)輸出,易于診斷穩(wěn)定可靠,高分辨率,最高可達(dá)5 μm,重復(fù)精度達(dá)0.002%。
6.2 位移傳感器滑座的設(shè)計(jì)和安裝
位移傳感器滑座由導(dǎo)桿、滑套、滑桿、底座、連接板、保護(hù)罩、球頭、碰板和一些螺栓組成,如圖6所示。其中連接板在安裝時(shí)是焊在矯直機(jī)的壓下蝸輪箱上,底座是通過(guò)螺釘固定在連接板上,傳感器外殼固定在底座,傳感器的磁環(huán)固定在滑套上,設(shè)有2根導(dǎo)桿固定在底座上,磁環(huán)、滑套、滑桿可沿導(dǎo)桿方向自由滑動(dòng),滑桿端部裝一球頭,碰板在安裝時(shí)焊接在矯直機(jī)上受力架上,球頭的作用是保證上受力架傾動(dòng)時(shí),檢測(cè)數(shù)據(jù)的準(zhǔn)確。為了安裝維護(hù)方便,將位移傳感器滑座安裝在矯直機(jī)壓下蝸輪箱內(nèi)側(cè),如圖7所示,該位置振動(dòng)較小,矯直的熱鋼板輻射較小,與上受力架距離較小,空間位置較大。
6.3 矯直機(jī)輥縫標(biāo)定畫(huà)面的設(shè)立
矯直機(jī)輥縫標(biāo)定畫(huà)面的設(shè)立,如圖8所示,大致按位移傳感器安裝平面布置圖設(shè)定,其中當(dāng)前值為位移傳感器和壓下2個(gè)編碼器的檢測(cè)值,設(shè)定值為人工干預(yù)的標(biāo)定值。標(biāo)定最后要求1#、2#、3#、4#位移傳感器當(dāng)前值與入、出口壓下的編碼器完全一致,入、出口邊輥編碼器當(dāng)前值為“0”。
6.4 標(biāo)定板的設(shè)計(jì)和加工
輥縫的標(biāo)定中標(biāo)定板非常關(guān)鍵,不僅要求有一定的平面度和平行度,更要有一定的強(qiáng)度和硬度(需承受60 t的壓力),還需要方便吊裝和對(duì)中的測(cè)量。其材質(zhì)選用耐磨板,結(jié)構(gòu),如圖9所示。
6.5 輥縫標(biāo)定工藝流程的確立
標(biāo)定板從輥道進(jìn)入輥系(要求目測(cè)位置大致中心)→上輥?zhàn)聣嚎拷鼧?biāo)定板(不可壓到)→進(jìn)入標(biāo)定畫(huà)面點(diǎn)擊平衡缸下降,使上輥?zhàn)杂勺湓跇?biāo)定板上→設(shè)定1#、2#、3#、4#位移傳感器數(shù)值與標(biāo)定板厚度一致→平衡缸平衡讀取1#、2#、3#、4#位移傳感器當(dāng)前值→調(diào)整入、出口壓下使3#、4#位移傳感器當(dāng)前值完全一致→通過(guò)離合器脫開(kāi)、嚙合及壓下的上升和下降單獨(dú)調(diào)整1#、2#壓下絲桿實(shí)現(xiàn)1#和3#、2#和4#位移傳感器當(dāng)前值一致→離合器嚙合后,調(diào)整入、出口壓下,使1#、2#、3#、4#位移傳感器當(dāng)前值完全一致→編碼器數(shù)值寫(xiě)入設(shè)定和壓下指針盤(pán)讀數(shù)的寫(xiě)入(與1#、2#、3#、4#位移傳感器當(dāng)前值一致)→平衡缸下降→使上輥?zhàn)俅巫湓跇?biāo)定板上→注意1#、2#、3#、4#位移傳感器當(dāng)前值,單獨(dú)緩慢上升入、出口邊輥,待位移傳感器當(dāng)前值剛有變化時(shí),標(biāo)定入、出口邊輥為“0”位→平衡缸平衡,壓下上升→標(biāo)定板從輥系移出(輥縫標(biāo)定完成)。
該工藝靠位移傳感器數(shù)值讀取上受力架位置,上受力架和上輥?zhàn)捎谥亓ψ饔茫佅甸g所有的輥?zhàn)娱g隙得到消除,且位移傳感器精度很高,每個(gè)壓下絲桿的上升和壓下移傳感器數(shù)值將會(huì)有變化,通過(guò)平衡缸的作用,球面墊和快速松卡缸、壓下絲桿的間隙也得到消除。故此,該方法標(biāo)定后輥縫開(kāi)口度較為準(zhǔn)確,精度可達(dá)0.1 mm,使輥系受力更均衡。
6.6 矯直機(jī)輥縫標(biāo)定技術(shù)未來(lái)研究的方向
矯直機(jī)輥縫標(biāo)定技術(shù)未來(lái)研究的方向?yàn)樵O(shè)計(jì)改造壓下離合器,通過(guò)優(yōu)化控制程序,最終實(shí)現(xiàn)“一鍵式”輥縫的標(biāo)定。
7 取得的成效
福建三鋼中板廠的十一輥熱矯直機(jī)輥縫標(biāo)定技術(shù)的改造于2012年1月完成并投入使用。改造后輥縫標(biāo)定時(shí)間由原來(lái)的30~40 min縮短到5~10 min,同時(shí)標(biāo)定的精度大副提升,穩(wěn)定了矯直工藝參數(shù),可使矯直操作按標(biāo)準(zhǔn)化流程進(jìn)行,矯直的鋼板平直度和表面質(zhì)量得到很大的提高。
同時(shí),矯直機(jī)輥系在線使用壽命得到顯著提高,輥系在線使用壽命由原來(lái)的60 d提高到120 d,年減少更換、裝配輥系2次,而裝配一套輥系需要更換所有的輥?zhàn)雍洼S承及密封,要耗費(fèi)備件輔材成本約47.32萬(wàn)元,年可直接可節(jié)約備件輔材成本約47.32×2=94.64萬(wàn)元。
參考文獻(xiàn):
[1] 張輝.濟(jì)鋼中厚板廠3000T熱矯直機(jī)輥縫調(diào)整系統(tǒng)研究[J].中國(guó)科技博 覽,2011,(8):91-92.
