硬盒煙包“斜口露白”質量缺陷的研究
2016-10-13 08:43:28陸斌
印刷技術·包裝裝潢
2016年9期
陸斌
國家標準中要求硬盒煙包“斜口露白(包裝時盒身側面盒蓋與盒身的空隙)”≤2.0mm。為了滿足這一要求,在硬盒煙包包裝成型過程中,往往要求“斜口露白”≤1.0mm,但在實際生產過程中,大多數煙草企業會以≤0.5mm作為企業內控標準。為了解決硬盒煙包“斜口露白”問題,煙草企業在調整包裝機時,往往會將煙包盒蓋朝下調整,但這樣又會帶來另一個質量缺陷,即“盒蓋磕頭(包裝時盒蓋與盒身交疊)”。這兩個問題交叉在一起,很難判斷是由包裝機調整造成的“盒蓋磕頭”缺陷,還是由硬盒煙包模切尺寸不當引起的“斜口露白”缺陷。
本文通過尋找和研究影響硬盒煙包“斜口露白”和“盒蓋磕頭”質量缺陷的主要因素,確立質量優化方案并持續改進,不僅杜絕了“盒蓋磕頭”現象,“斜口露白”也縮小至0.5mm以下,大大提升了硬盒煙包的包裝質量。
硬盒煙包壓痕線深度均勻性對“斜口露白”的影響
采用兩種工藝對同一規格(原規格)的硬盒煙包產品進行模切壓痕與包裝適性的匹配試驗。
A工藝:在模切壓痕過程中嚴格控制硬盒煙包的縱橫向壓痕線深度,要求所有壓痕線深度做到均勻一致,誤差為±0.02mm。
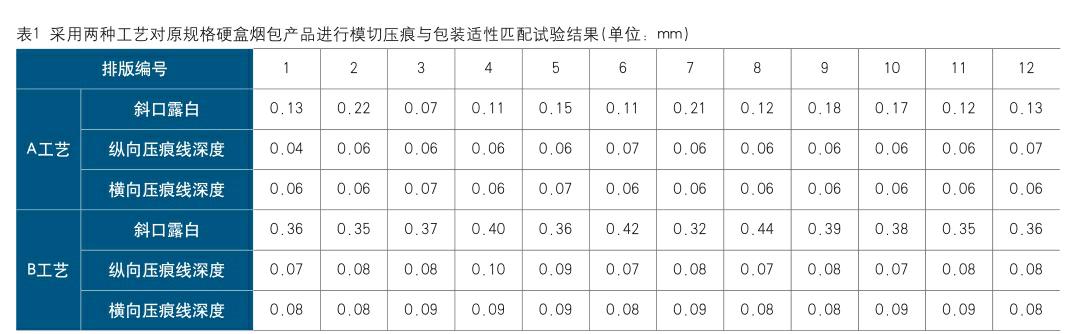
B工藝:在模切壓痕過程中不控制硬盒煙包的縱橫向壓痕線深度。
試驗結果如表1所示。從表中數據可以看出,硬盒煙包縱橫向壓痕線深度的控制對“斜口露白”有改善作用,但沒有直接的線性關系。
硬盒煙包結構設計對“斜口露白”的影響
原規格硬盒煙包結構設計如圖1所示,由于盒蓋處的插舌寬度小于盒體的開口寬度,兩側斜口隨著插舌向內側收縮,因此煙包成型后會形成0.25mm的“斜口露白”。……
登錄APP查看全文
