特材零件除油工藝參數(shù)的優(yōu)化研究
2016-10-14 05:27:27王長青薛鳳舉鐘聲崔硯班建鋼
導(dǎo)航與控制 2016年1期
關(guān)鍵詞:工藝
王長青,薛鳳舉,鐘聲,崔硯,班建鋼
(北京航天控制儀器研究所,北京100039)
?
特材零件除油工藝參數(shù)的優(yōu)化研究
王長青,薛鳳舉,鐘聲,崔硯,班建鋼
(北京航天控制儀器研究所,北京100039)
特材零件除油作為表面處理重要而又關(guān)鍵的環(huán)節(jié),直接影響表面膜層的形成和性能。本文重點論述了除油工藝的重要性和特材零件油污的來源,并有針對性的對汽油浸泡、表面活性劑超聲清洗、陰極電解除油等除油方法進(jìn)行試驗研究,優(yōu)化各工序工藝參數(shù)。除油效果采用水潤法進(jìn)行檢驗,檢驗結(jié)果表明:試驗確定的除油工藝方法合理,效果明顯,去除了特材基體表面油污,露出了活潑的特材基體,為特材表面獲得優(yōu)良的表面處理膜層打下了基礎(chǔ)。
特材零件;除油;工藝參數(shù);優(yōu)化研究
0 引言
工件表面除油是特材零件表面處理中重要而又關(guān)鍵的一道工序,它的作用是十分重要的,直接影響表面膜層的形成及其性能[1]。
首先,除油質(zhì)量會直接影響表面處理膜層的質(zhì)量。要保證鍍層質(zhì)量,與鍍液接觸的被鍍工件必須是基體材料的金屬表面,即工件表面不能有任何微小的油污、銹蝕物或其他雜物,這樣基體材料表面才能很好的被鍍液所浸潤,形成的表面膜層才能平整光滑,并且與工件表面牢固結(jié)合。
其次,工件除油不徹底,油污也可能造成鍍液被污染毒化,影響整個鍍槽其他工件的鍍層質(zhì)量,嚴(yán)重時可使鍍液提前報廢。
特材零件表面油污的主要來源有以下幾個方面[2]:
1)工件在機(jī)械加工過程中,如車、銑、鉆、磨等工序,都需要使用潤滑油、切削液、防銹油等,如圖1所示為工件數(shù)控銑削加工過程中,數(shù)控機(jī)床向工件表面噴灑切削液,工件表面會殘存部分切削液。
2)工件機(jī)械制造成型后,在庫存及運輸過程中為防止表面產(chǎn)生腐蝕、生銹或磨損,需要使用各種防銹油脂及緩蝕劑等。
3)部分工件需要進(jìn)行機(jī)械拋光,拋光后表面留有拋光膏、蠟及金屬屑等污物。

圖1 數(shù)控機(jī)床向工件表面噴灑切削液Fig.1CNC machine spraying cutting fluid to spare parts surface
綜上分析油污的來源和種類,適合特材零件的除油方法主要包括汽油浸泡、表面活性劑超聲清洗、陰極電解除油等。本文將通過大量試驗研究,確定各工序的工藝參數(shù)和操作方法,以獲得特材零件表面處理前潔凈、活潑的特材表面。
1 汽油浸泡
汽油作為常見有機(jī)除油溶劑,其原理基于汽油可溶解金屬表面的油污。汽油較小的表面張力(20mN/m~35mN/m)可很好地潤濕特材工件表面的油膜,并滲透到油膜的微孔和縫隙中將油脂溶解去除。汽油可去除各類油脂,其特點為:除油速度快、效率高,對金屬表面不腐蝕。
試驗研究中采用汽油浸泡法對零件進(jìn)行初步除油,如圖2所示。經(jīng)過大量的試驗研究發(fā)現(xiàn),當(dāng)浸泡時間小于3min時,有大部分油脂殘留;當(dāng)浸泡時間大于3min時,大部分油脂基本去除,而且在除油過程中手動翻轉(zhuǎn)工件,除油效果更好。據(jù)此,確定了汽油浸泡除油的工藝參數(shù)如下:
除油溶劑:20#汽油;
操作溫度:20℃~25℃;
浸泡時間:3min~5min;
攪拌方式:手工翻轉(zhuǎn)。

圖2 特材試件汽油浸泡操作示意圖Fig.2Operation chart of special material test specimens gasoline soaked
2 表面活性劑超聲清洗
2.1表面活性劑超聲清洗的作用原理
(1)超聲波的作用
超聲波清洗基于超聲波在溶液中的空穴現(xiàn)象原理。蒸汽壓力大的溶液可以生成大量氣泡,當(dāng)液體的溫度升高時,蒸汽壓力會增大。由于空化泡的內(nèi)、外壓力相差十分懸殊,空化泡破裂時會產(chǎn)生幾十兆帕壓力的沖擊波撞擊,黏附在工件表面的各種油污被破壞并剝落。在被清洗的工件表面的連續(xù)超聲波微量爆炸,不斷地促使污物汽蝕,產(chǎn)生破裂并使清洗液滲透到油膜與金屬的界面。因此,超聲波空穴效應(yīng)和除油溶液的共同作用加速了除油的清洗過程。此外,超聲波在溶液內(nèi)的反射所產(chǎn)生的聲壓也促進(jìn)了溶液的攪拌作用和除油液的流動,以及在工件表面的變換。
常見的超聲清洗是采用槽內(nèi)浸洗,即將零件浸入盛有清洗液的超聲波清洗槽內(nèi)進(jìn)行清洗的。為了加強清洗的效果,試驗研究中選擇表面活性劑的水溶液作為除油清洗液。
(2)表面活性劑的作用
表面活性劑能降低水及界面的張力之外,還應(yīng)具有良好的潤濕、滲透、乳化、增溶及分散等性能,除油過程中靠這些性能的作用可以有效地清除金屬表面的油污[3]。
表面活性劑有親水基和親油基兩種化學(xué)基團(tuán),當(dāng)油污工件浸泡在除油液中后,水溶端的基團(tuán)被溶于水,而且油溶端溶于工件表面的油膜,如圖3所示。這樣表面活性劑就像連接器一樣把不相容的兩種液體——水溶液和油連在了一起,而且,由于水比油多而連為連續(xù)相,水完全把油包圍而孤立、分散的油滴,在溶液對流作用以及超聲波機(jī)械振動的外力作用沖擊下,離開工件的表面,表面活性劑滲透進(jìn)油和金屬的界面后,迅速潤濕了界面,進(jìn)一步降低了油對工件表面的親和附著力,乳化成小油滴后,離開工件表面,分散在除油溶液中。
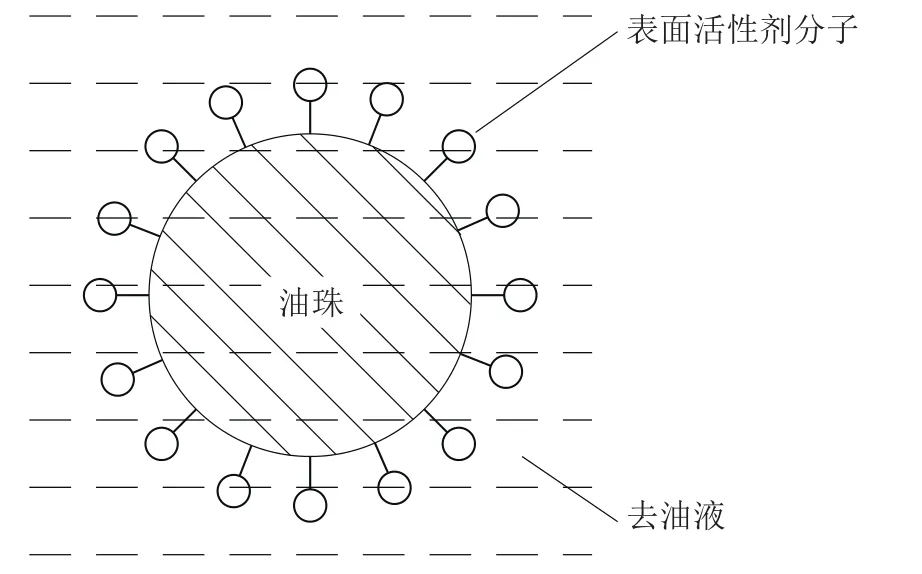
圖3 表面活性劑除油原理示意圖Fig.3The principle schematic of surface active agent degreasing
2.2表面活性劑超聲清洗工藝參數(shù)研究
特材零件的加工精度很高,一般的高濃度堿性除油溶液(如氫氧化鈉溶液)會與特材基體發(fā)生反應(yīng)而使其尺寸精度發(fā)生變化,因此在試驗中選擇堿性鹽——碳酸鈉、焦磷酸鈉和硅酸鈉作為除油溶液的主鹽,為了增強除油效果,堿性除油溶液中加入了十二烷基苯磺酸鈉作為表面活性劑。此外,超聲清洗的時間和功率設(shè)置也會對零件的除油效果有一定影響,而且超聲清洗的功率過大,會造成零件的尺寸精度發(fā)生變化。基于以上分析,擬定了三種試驗方案對特材試件進(jìn)行表面活性劑超聲清洗處理,如表1所示。
經(jīng)過以上三個方案超聲清洗試驗,特材試件表面的油污都在一定程度上有所減少,采用方案一的試件有部分油污殘存,除油效果不明顯,這與除油溶液中碳酸鈉,焦磷酸鈉和硅酸鈉的濃度較低有關(guān),此外十二烷基苯磺酸鈉的濃度也較低,乳化作用較小,也會影響方案1的除油效果。方案2和方案3處理后的特材試件表面油污清洗很干凈,但是方案2試驗過程中產(chǎn)生大量超聲氣泡,除油后的試件存在崩邊現(xiàn)象,出現(xiàn)該現(xiàn)象是因為超聲清洗機(jī)功率設(shè)置過大,超聲振動造成碰撞從而引起崩邊。方案3試驗過程中,超聲氣泡適中,除油效果明顯,試件的尺寸精度變化較小,符合特材六面體除油工序的要求。綜合分析以上試驗結(jié)果,表面活性劑超聲清潔的工藝參數(shù)如表2。
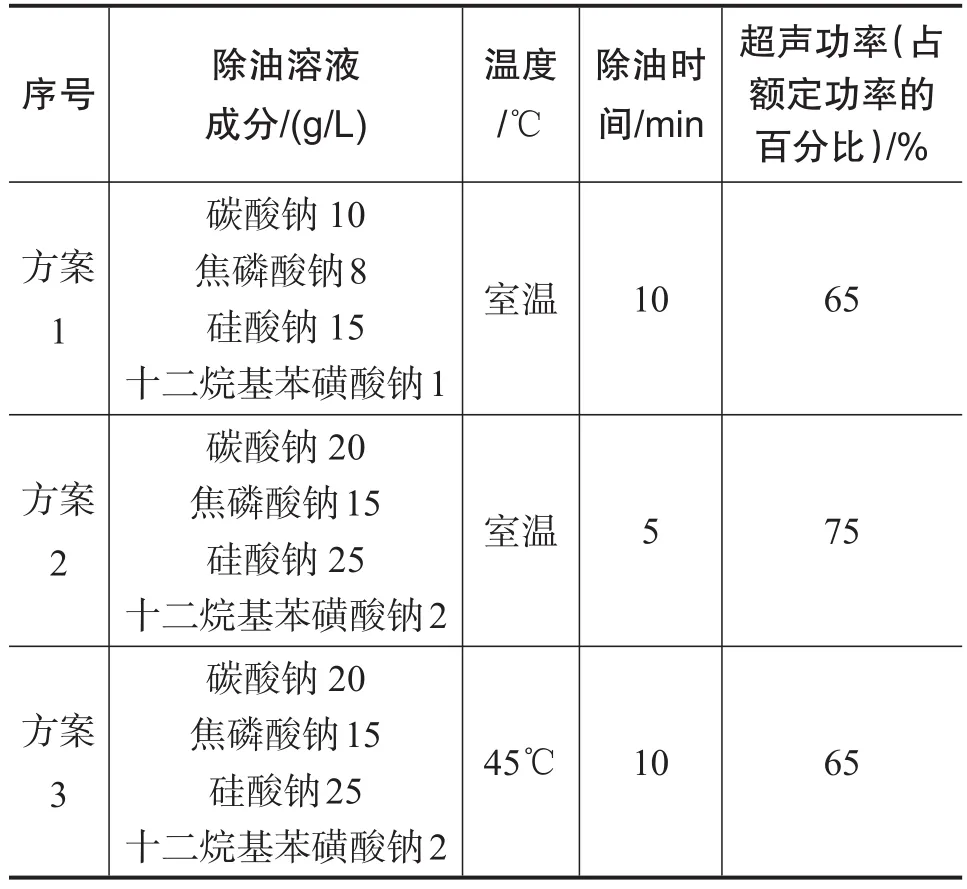
表1 表面活性劑超聲清洗試驗方案表Table 1List of surface active agent and ultrasonic cleaning test schemes
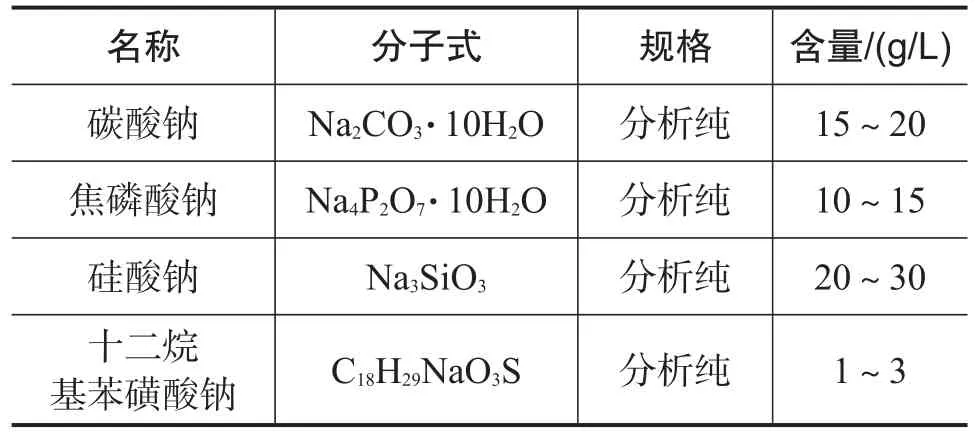
表2 表面活性劑超聲清洗工藝參數(shù)表Table 2The technological parameters of surface active agent and ultrasonic cleaning
3 陰極電解除油
電解除油又稱電化學(xué)除油,是將黏附有油污的零件浸泡在堿性電解質(zhì)溶液中,零件作為陽極或陰極,采用不銹鋼或鎳板等耐堿蝕金屬材料作為輔助電極,在直流電的作用下去除零件表面的油污。電解除油液的組成與化學(xué)堿性除油液相似,配制得當(dāng)?shù)膲A液既可以用于化學(xué)除油,也可以用于電解除油。其區(qū)別在于電解除油是依靠電解作用強化除油的效果。因此電解除油比化學(xué)除油更快,更有效,除油更干凈徹底。
3.1電解除油的作用機(jī)理
電解除油除了具有化學(xué)除油的皂化和乳化作用之外,還具有電化學(xué)的作用。在電解條件下,電解的極化作用降低了油污與溶液界面的張力。除油液對零件表面的潤濕性和滲透作用增強,使油膜與金屬表面的黏附力下降,油污易于剝離,并分散在溶液中,經(jīng)乳化而除去,如圖4所示[4]。
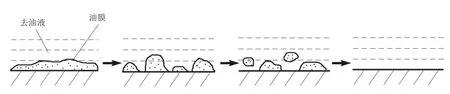
圖4 電解除油機(jī)理Fig.4The mechanism of electrolytic degreasing
零件無論是作陽極或陰極,其表面都有大量的氣體析出,其電化學(xué)反應(yīng)式為:

這些氣體猛烈撞擊并撕破油膜,使油膜分裂成小油滴而脫離零件表面。氣體對溶液又起到攪拌作用,加速了零件表面的除油速度。
3.2陰極電解除油工藝參數(shù)的確定
電化學(xué)除油溶液的配方成分與化學(xué)除油的組成大致相同。由于電化學(xué)除油效率高,除油速度快并且徹底,因此電化學(xué)除油液中堿的濃度可以比化學(xué)除油中的低些。另外,在電化學(xué)除油液中只要使用了磷酸鹽、硅酸鹽等,弱乳化分散作用就已經(jīng)足夠,不需要像化學(xué)除油那樣再添加具有強乳化、分散作用的表面活性劑。
綜合以上因素,試驗中采用低濃度氫氧化鈉、碳酸鈉、磷酸三鈉和硅酸鈉作為陰極電解除油溶液,擬定三種試驗方案對特材試件進(jìn)行陰極電解除油,如表3所示。
試驗研究發(fā)現(xiàn),方案1電解除油過程中,在特材試件上產(chǎn)生了適量氣泡,除油后試件表面呈現(xiàn)金屬光澤,無油膜。方案2電解除油過程中,特材試件上產(chǎn)生的氣泡較少,除油后試件上有少量油膜,除油效果不如方案1明顯。方案3的除油溶液濃度較高,電解除油過程中產(chǎn)生了適量氣泡,除油效果明顯,但是高濃度的氫氧化鈉對特材基體有溶解作用,不適合特材零件的電解除油處理。圖5所示的為特材試件陰極電解除油過程。根據(jù)試驗分析,確定電解除油工藝參數(shù)如表4所示。
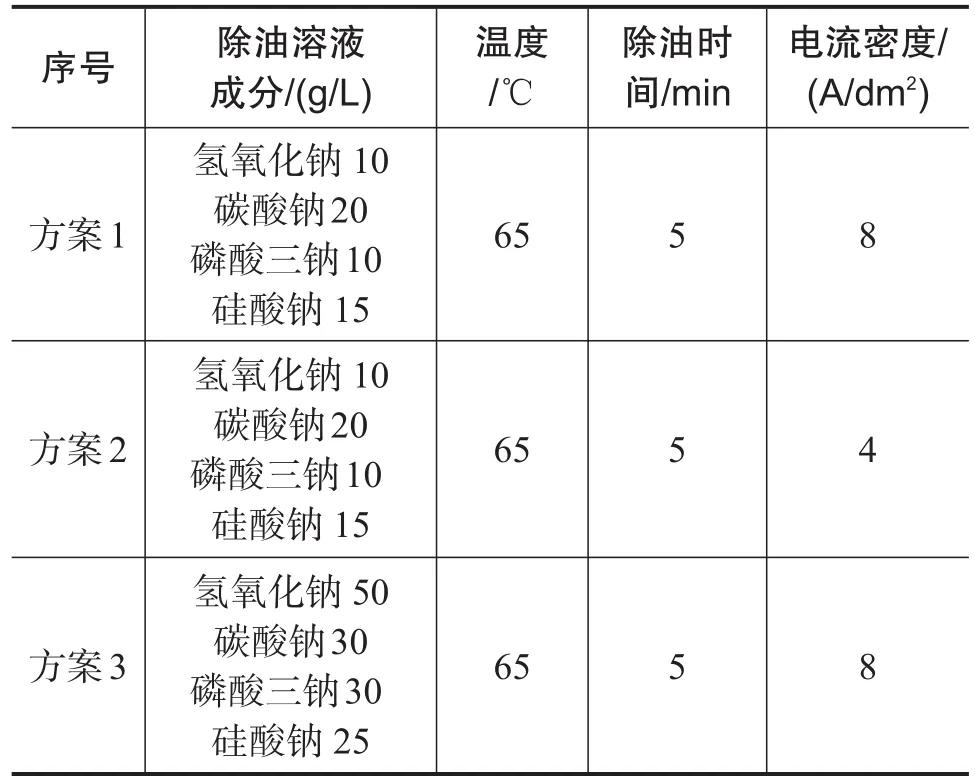
表3 陰極電解除油試驗方案表Table 3List of cathode electrolytic degreasing test schemes
4 水洗工序
水洗工序是將除油工序后零件浸泡在水中,將上一工序殘留在工件表面的溶液去除,同時其本身也能一定程度上清潔工件表面的污物。傳統(tǒng)的水洗工序一般采用自來水或蒸餾水清洗,但是自來水和蒸餾水中存在Cl-、Ca2+等雜質(zhì)離子,不僅會造成下一工序溶液的污染而使其失效,同時也會對工件基體造成微腐蝕,尤其是Cl-離子,對特材基體的腐蝕十分明顯。去離子水中Cl-、Ca2+等雜質(zhì)離子的含量很低,可以忽略不計,不會對特材基體造成微觀腐蝕,是水洗工序的理想清洗介質(zhì)。如圖6為表面處理間用于清洗特材工件的去離子水的過濾系統(tǒng)。
表4 電解除油工藝參數(shù)表Table 4The technological parameters of cathode electrolytic degreasing
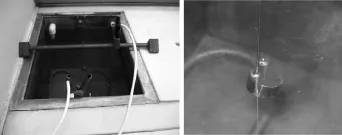
圖5 特材試件的陰極電解除油過程Fig.5The cathode electrolytic degreasing process of special material test specimens
5 除油工藝流程的優(yōu)化
特材零件含有的油脂較多,并且經(jīng)過長時間放置,需要多種除油工序聯(lián)合使用,才能徹底清除特材零件表面的油污。汽油浸泡除油可以初步去除特材零件表面的淺層油污,表面活性劑超聲清洗可以除去大部分油脂,而電解除油工序?qū)氐浊宄夭牧慵顚佑臀郏冻鰸崈舻奶夭谋砻妫瑑?yōu)化后的除油工藝流程如圖7所示。

圖6 去離子水過濾系統(tǒng)Fig.6Deionized water filtration system
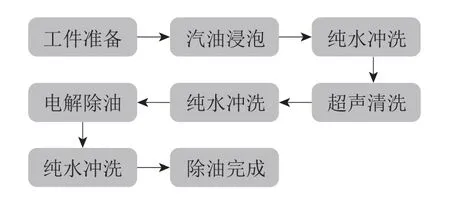
圖7 除油工藝流程表Fig.7Degreasing process of flow chart
6 除油效果檢驗
通過對特材試件的表面除油工藝的研究和試驗,參照試驗結(jié)果工藝流程(如圖7),對特材試件進(jìn)行除油處理,并采用水潤法檢驗特材試件表面除油效果。
水潤法檢驗特材試件表面油脂的去除效果:根據(jù)相似相溶原理,如果特材金屬表面附著非極性油脂,其表面就不能被極性的水潤濕,因此可將水滴在工件表面,除油不徹底的表面水滴呈球形,表面傾斜時水滴會滾落下來。除油徹底時,水滴在金屬基體表面散布呈水膜狀。
如圖8所示,左側(cè)為根據(jù)除油工藝流程處理的試片,其表面用膠頭滴管滴上一滴水滴后,水滴迅速在試件表面鋪展開呈水膜狀,說明其表面不含有油脂,除油效果良好。與之相對照,右側(cè)未經(jīng)除油的試片,滴落的水滴沒有在試件表面鋪展開來,而是呈現(xiàn)水滴狀,說明未經(jīng)除油的試片表面附著有非極性油脂,表面不能被極性的水潤濕。
7 結(jié)論

圖8 水潤法檢驗特材試件的除油效果Fig.8Inspecting the effect of special material test specimens'degreasing using hydra law
經(jīng)過試驗研究,確定了汽油浸泡、表面活性劑超聲清洗、陰極電解除油等除油工序的工藝參數(shù),除油效果采用水潤法進(jìn)行檢驗,檢驗結(jié)果表明:試驗確定的除油工藝方法合理,效果明顯,去除了特材基體表面油污,露出了活潑新鮮的特材基體,為特材表面獲得優(yōu)良的表面處理膜層打下了基礎(chǔ)。
[1]張允誠,胡如南,向榮.電鍍手冊[M].北京:國防工業(yè)出版社,2007. ZHANG Yun-cheng,HU Ru-nan,XIANG Rong.Electroplating[M].Beijing:National Defence Industry Press,2007.
[2]沈品華.現(xiàn)代電鍍手冊[M].北京:機(jī)械工業(yè)出版社,2010. SHEN Pin-hua.Handbook of modern electroplating[M]. Beijing:China Machine Press,2010.
[3]楊丁.表面處理化學(xué)品技術(shù)手冊[M].北京:化學(xué)工業(yè)出版社,2009. YANG Ding.Handbook of chemical surface treatment technology[M].Beijing:Chemical Industry Press,2009.
[4]安茂忠.電鍍理論與技術(shù)[M].哈爾濱:哈爾濱工業(yè)出版社,2004. AN Mao-zhong.Electroplating theory and technology [M].Harbin:Harbin Institute of Technology Press,2004.
Optimization Research of Special Material Parts Degreasing Technological Parameters
WANG Chang-qing,XUE Feng-ju,ZHONG Sheng,CUI Yan,BAN Jian-gang
(Beijing Institute ofAerospace Control Devices,Beijing 100039)
Special material parts degreasing technique is an important and key link tache,and directly influences the surface film and its performance.This paper emphatically discusses the importance of degreasing technique and the source of oil on the special material parts.To the point,the degreasing methods including gasoline soaking,surfactant ultrasonic washing and cathode electrolysis washing are experimentally studied,and the technological parameters of these methods are optimized in the paper.The effect of degreasing is inspected using hydra law,and the experimental results show that the techniques determined by the tests are reasonable,and the effect is obvious.The techniques can remove the dirt on the surface of special material matrix.The active special material matrix can reveal using the techniques.The study lays the foundation for obtaining excellent surface treatment coating.
special material parts;degreasing;technological parameters;optimization research
TG174.4
A
1674-5558(2016)04-01017
10.3969/j.issn.1674-5558.2016.01.017
王長青,男,碩士,工程師,研究方向為表面處理工藝與特種加工工藝。
2104-11-18
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52