加工方法對硬脂酸改性大豆蛋白質粒子填充天然膠力學性能的影響
2016-10-21 00:18:38黃元昌
橡塑技術與裝備 2016年18期
黃元昌 譯
(全國橡塑機械信息中心,北京 100039)
加工方法對硬脂酸改性大豆蛋白質粒子填充天然膠力學性能的影響
Effects of processing methods on mechanical properties of natural rubber fi lled with stearic acid modifi ed soy protein particles
黃元昌 譯
(全國橡塑機械信息中心,北京100039)
大豆蛋白質是一種多肽具有由氨基酸間縮合反應形成的聚酰胺結構,并具有大量可供表面改性使用的羥酸和胺類官能團。以前用甲基丙烯酸縮水甘油酯改性大豆蛋白質作為橡膠共混體中的填料,還有硬脂酸改善大豆分離蛋白質(SPI)與青森纖維的相容性。而本研究中的主要目的是用動態力學性能和應力-應變性能表征大豆蛋白質對NR性能的影響。
硬脂酸;改性;大豆蛋白質;力學性能;影響
人們常常采用填料增強天然橡膠來提高其模量,從而改善NR(天然膠)的可持續性,無疑最好是利用可再生填料可使用不同的方法,例如,直接熔融共混,也可與橡膠膠乳混合,大家知道,填料粒徑和填料表面性能是提高橡膠強度的主要因素。往往是,較小的填料粒徑和填料與橡膠基質間較強的相互作用有助于提高橡膠模量。而從大豆中提取的大豆蛋白質已廣泛用于食品中,但干大豆蛋白是一種納米粒子聚集體,剛度大,彈性模量大2 GPa,若可以改善它與聚合物基質的相容性,則大豆蛋白質是提高軟聚合物基質的相容性,則大豆蛋白質是提高軟聚合物模量的潛在材料。而大豆蛋白質是一種多肽,具有由氨基酸間縮合反應形成的聚酰胺結構,并具有大量可供表面改性使用的羧酸和胺類官能團。以前,用甲基丙烯酸縮水甘油酯改性大豆蛋白質作為橡膠共混體中的填料。還用硬脂酸改善大豆分離蛋白質(SPI)與青森纖維的相容性。在本研究中,采用微射流納米分散機械減小大豆蛋白質粒子的表面來改善其與NR的相容性。大豆蛋白質含有伯氨基團和伸胺基團及羚基基團,并能與羚酸反應,分別形成酰鍵和酯鍵。所以,期望硬脂酸在高溫下與水(反應副產物)形成的酰胺和酯連接到大豆蛋白質表面。而本研究的主要目的是用動態力學性能和應力-應變性能表征大豆蛋白質對NR性能的影響。
1 試驗
1.1材料
本研究采用的SPI(Ardex F)是噴霧干粉(美國Accher Daniels Midland公司生產的)。SPI含有約90%的大豆蛋白質,約5%灰分及約5%的脂肪。氫氧化鈉為ACS,用于調節pH。采用NR膠乳是從centrotrade Rubber美國公司購買的Centex LATZ。根據G”(最大)測試的2份硫磺交聯天然橡膠的玻璃轉變溫度為-60℃。而NR膠乳原料因含量約為61%,pH約為10。膠乳先在室溫下干燥,隨后在50℃的真空下干燥,直到水分含量<0.5%。防老劑(2,2'-亞甲基-雙(6-特-丁基-4-甲基苯酚)、硫磺、硬脂酸和氧化鋅等其他橡膠配合劑從Sigma-Aldrich(美國)購買的。而促進劑N-環乙基-2-苯并噻唑次磺酰胺從Akrochen公司(美國)購買的。
1.2球磨和微射流分散
采用配有500 ml硫磨罐的行星球磨機(美國MTI公司生產的)進行球磨。而碾磨介質由直徑為10 mm和3 mm的氧化鋯球體(5:1的質量比)組成的。碾磨介質與試樣的質量為4:1。對于球磨機制備的改性SPI,需向SPI中添加5%的硬脂酸,并球磨3 h,速率500 r/min。混合物在140℃下的真空烘箱中反應24 h,隨后球磨6 h。
對于用微射流分散和球磨工藝制備的SPI,制備了5%和10%硬脂酸改性的SPI。以SPI重量為基礎計算硬脂酸改性的百分率。首先將SPI重量為基礎計算硬脂酸改性的百分率。將SPI和硬脂酸在蒸餾水中以104 r/min的速率均化10 min,將其浸潤,隨后用稀釋的氫氧化鈉將分散體的pH調節所要求的pH值。而將所需pH值的分散液進一步均化10 min,再送入配有金剛相互作用腔(200 μm)的微射流分散機中(美國M-100 P),操作壓力159 MPa。分散體持續通過微射流分散機,經18次后收集試樣。分散液溫度由流經水容器的持續冷水流控制,出口管線浸在水中。并將所得分散液存常溫下干燥,再用裝配有0.5 mm篩環(環周圍有不規則四邊形)的Fritsch Pulverise tte 14轉子高速研磨機(德國,Fritsch,Industriestrasse Idar-oberstein)粉碎。粉末經篩子排出之前,粉末試樣在Fntsch粉碎機中停留幾秒鐘,粉碎之后,對試樣進行球磨9 h。
1.3粒徑
采用632.8 nm紅光波長和405藍光波長的Horiba LA-930激光散射粒徑分析儀(美國,Horiba Instraments)測量蛋白質聚集體的平均粒徑和粒徑分布。將乳液試樣逐滴加入循環蒸餾水中,蒸餾水調整到與乳液相同的pH值,粒子的體積加權平均直徑、數量加權平均直徑和粒徑分布曲線在20次掃描后記錄。
1.4膠料混煉
使用裝有一臺本伯里密煉機(美國制造)混煉膠料。混煉室體積為52.5 ml,所有試樣的填充因子均為總體積(75 ml)的70%。而所有膠料的體積(表1)固定在52.5 ml(由組份密度計算)。將按之前所述方法制備的改性填料與配合劑(防老劑、橡膠及氧化鋅)一起在120℃及60 r/min下喂入Brabender(布拉本德)密煉機中20 min(包括喂料時間5 min)。膠料冷卻到100℃,再加入硫化和促進劑,并混煉3 min,制備含10%、20%、30%和40%(占填料和橡膠的總質量)改性SPI的膠料。將最終膠料于4 MPa和在160℃下于窗形模具中模壓15 min,模壓后,松弛試樣,在140℃下進行熱處理1 h。

表1 橡膠配方
1.5ATR紅外光譜
采用配有Smart orbit衰減總反射(ART)輔助部件的Avatar370FT-IR分析干試樣。在4 000~60 cm-1范圍內共掃描200次,數據間隔1.929 cm-1。
1.6應力—應變測試
使用—環形切刀將干試樣沖切成環形試樣,再用Instron 4201拉伸試驗機(美國Instron公司生產)以500 mm/min的十字頭速度,采用1 kN的測力計進行應力-應變測試。從應力-應變曲線獲得拉伸強度、扯斷伸長率和楊氏模量。從應力-應變曲線的初始線性區域獲得楊氏模量。
1.7對動態力學性能測試
采用應變控制流變儀來研究剪切模氏下的線性黏彈性能。再用帶TA orchestrator軟件的Rheometric ARES-LSM流變儀(美國TA Instruments公司出品)來測量動態力學性能。儀器和試樣制備具有很高的重現性。用扭矩形模式在1℃/min加熱速率下于-67~140℃范圍內進行升溫試驗,而研究復合材料的熱力學性能。使用扭矩矩形模式時,將尺寸約為50×12.5×6 mm的扭轉條固定在一對扭轉矩形夾具間,在0.16 Hz(1 rad/s)頻率及0.05%應變下研究動態力學性能。
2 結果與討論
2.1球磨影響
采用兩種方法來減小SPI聚集體的粒徑,即球磨和微射流分散方法。球磨是干燥工藝,而微射流分散是濕工藝。兩種方法均可引入硬脂酸表面改性劑。圖1表示出大豆蛋白質、硬脂酸及大豆蛋白質與硬脂酸混合物的傅里葉轉換紅外光譜。應在SPI質量基礎上加入了5%的硬脂酸,除在約2 900 cm-1處的烴吸收外,大豆蛋白質的吸收峰使硬脂酸及可能形成的酰胺/酯鍵的大多數特征吸收峰變模糊。盡管這樣,包括高溫、中性pH、長反應時間和脫水反應條件在內的反應條件有利于酯和酰胺鍵的形成。預計硬脂酸可與來自大豆蛋白質的蘇氨酸、經氨酸和硌氨酸單體單元的烴基基團形成酯鍵及與來自于脯氨酸、精氨酸、組氨酸和色氨酸單體單元的伯胺/伸胺形成酰胺鍵。相比由大豆蛋白質和硬脂酸的微射流分散和球磨混合物得到的譜圖(D),僅由球磨工藝得到的譜圖(C)表現出更為明顯的C-H伸展峰(2 900 cm-1),如圖1所示。因使用ATR方法進行紅外分析,故這些結果表明,僅使用球磨加工的混合物相比,應用微射流分散和球磨工藝時,硬脂酸的表面濃度較小。其差別可由圖2中的粒子粒徑分布解釋,圖2表示,在微射流分散處理后立即測量時,大豆蛋白質-硬脂酸混合物的平均粒徑為138 nm。分散體放置20 h后,粒徑變大,平均粒徑達到327 nm。這些結果表明,在團聚過程中,一些硬脂酸被封團在大豆蛋白質聚集體中,降低了混合物在球磨成粉末后硬脂酸的表面濃度,表現出更佳效果。

圖1 硬脂酸(A)、大豆蛋白質(B)、含5%硬脂酸的球磨大豆蛋白質(C)和含5%硬脂酸的微射流分散與球磨大豆蛋白質(D)的傅里葉轉換紅外光譜

圖2 加權粒徑分布情況。大豆蛋白質和硬脂酸從微射流分散裝置中取出后立即測量SPI-I。SPI-I在常溫條件下放置20 h之后測量SPI-2(SPI大豆分離蛋白質)

圖3 無改性SPI復合材料的彈性模量、拉伸強度和扯斷伸長率。對比SPI復合材料,SPI-6復合材料中SPI研磨了6個多小時。圖中所有符號與伸長率圖中所示的符號相同。SPI未經微射流分散處理(SPI:大豆分離蛋白質)
圖3表示出球磨時間對未改性SPI填充橡膠復合材料力學性能的影響,SPI研磨不同時間(3 h和9 h)。而較長研磨時間明顯提高了具有較高填料濃度的復合材料的拉伸強度,但降低了其動態彈性模量,扯斷伸長率沒有顯著改變。復合材料較低的彈性模量表明,填料的粒徑因球磨工藝而變小后,復合材料中的填料網絡軟化。可能與某些先前觀察到的炭黑結構度下降導致補強效果下降的情況類似。而進行較長時間球磨后復合材料拉伸強度提高也許是因為填料粒徑變小后缺陷減少引起的,這是由于硫化橡膠中的大聚集體破壞會成為破壞的引發點。研磨時間對改性SPI填料的復合材料性能的影響見圖4。該圖表明較長的球磨時間有可能提高40%填料填充復合材料的拉伸強度和扯斷伸長率,但彈性模量輕微下降。圖3和圖4的差別表現在改性對橡膠復合材料性能的影響。而圖3卻表示出主要來自于填料粒徑減小產生的影響。圖4則表示出的是由于填料粒徑和填料表面的影響。圖3與圖4中的SPI則都未進行微射流分散處理。

圖4 5%硬脂酸改性SPI復合材料的彈性模量、拉伸強度和扯斷伸長率。對比SPI復合材料,SPI-6復合材料中SPI研磨了6個多小時。圖中所有符號與伸長率圖中所示的符號相同。SPI未經微射流分散處理(SPI:大豆分離蛋白質)
2.2微射流分散處理的影響
圖5表示出2微射流與球磨硬脂酸和大豆蛋白質混合物制備的橡膠復合材料的性能,由此可見,微射流分散和化學改性SPI比改性SPI(未微射流分散處理)產生了更高的彈性模量和拉伸強度,但扯斷伸長率較低。通過高剪切微射流分散方法減小填料粒徑看起來似乎是提高模量和強度的有效方法。由微射流分散和硬脂酸改性SPI填料制成的橡膠復合材料的剪切彈性模量在寬溫度范圍內隨填料的增多而增強(圖6)。這些復合材料的損耗模量和損耗角正切如圖7所示。隨填料用量的提高,不含填料的NR的損耗最大值朝較高溫度方向遷移。這說明,隨填料用量的增高,而填料固定的橡膠含量增大。損耗峰的寬度也隨填料用量的增大而增大,表明固定聚合物造成不均勻性增強,加寬了玻璃轉化溫度的范圍,復合材料開始疲軟。這些復合材料的損耗角正切顯示,且峰位置向較高溫度偏移,這再次表明填料用量增加,聚合物活性大幅下降。橡膠與填料相互關系也由表2看出,混煉扭矩和溫度隨填料用量的增大而提高。混煉扭矩增大是精度增大的結果。這是因為隨填料用量增大,橡膠與填料間相互作用總量提高,則導致黏度增大的緣故。

表2 Brabender(布拉本德)混煉扭矩和溫度(取10 min混煉后平衡狀態下的數值)
圖8表示出微射流分散硬脂酸改性SPI填料(但硬脂酸改性的程度不同)填充橡膠復合材料的性能。硬脂酸改性由5%提高到10%并無改善彈性模量和拉伸強度。10%硬脂酸改性填料確實形成了更加柔軟的填料網絡結構,而且造成30%和40%填料填充復合材料反彈性模量下降。10%硬脂酸改性填料也使得30%和40%填料填充復合材料的拉伸強度稍有下降且提高了扯斷伸長率。
圖9表示出微射流分散與硬脂酸改性SPI與未改性SPI的對比情況。圖中表示,相比未改性SPI,改性SPI賦予復合材料較高的彈性模量、較高的拉伸強度和稍低的扯斷伸長率
3 結束語

圖5 5%硬脂酸改性SPI復合材料的彈性模量、拉伸強度及扯斷伸長率。SPI-MF復合材料用微射流分散方法制備。圖中所有符號與伸長率圖中所示的復合相同(SPI:大豆分離蛋白質)
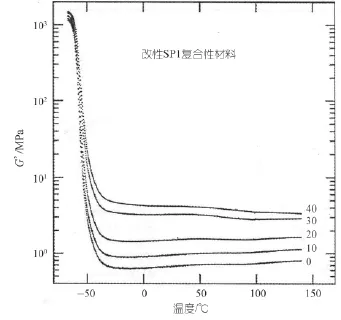
圖6 改性SPI復合材料的彈性模量-溫度依賴性(SPI:大豆分離蛋白質)

圖7 改性SPI復合材料的損耗模量-溫度低賴性(SPI:大豆分離蛋白質)
首先對硬脂酸與大豆蛋白質粉末在微射流分散裝置中以高剪切速率進行混合,隨后進行干燥并用球磨來制備改性大豆蛋白質填料。同時還可以利用相同工藝(未進行微射流分散處理)來制備改性大豆蛋白質填料來進行對比。延長球磨時間有可能提高改性和未改性大豆蛋白質填料的拉伸強度。動態力學性能測試表明,隨填料用量的增大,改性大豆蛋白質補強NR(天然橡膠)的彈性模量提高。損耗模量和損耗角正切表明,橡膠復合材料的玻璃轉化溫度隨填料用量的增大而由較高溫度偏移,這也說明,改性大豆蛋白質填料使固定聚合物的用量增大。而硬脂酸的改性程度從5%增加到10%并沒有改善橡膠復合材料的力學性能。對比未改性大豆蛋白質填料,微射流分散和硬脂酸改性大豆蛋白質填料改善了橡膠復合材料的機械性能。

圖8 5%和10%硬脂酸改性的微射流分散SPI對性能的影響。圖中所有符號與扯斷伸長率圖中所示的符號相同(SPI:大豆分離蛋白質)
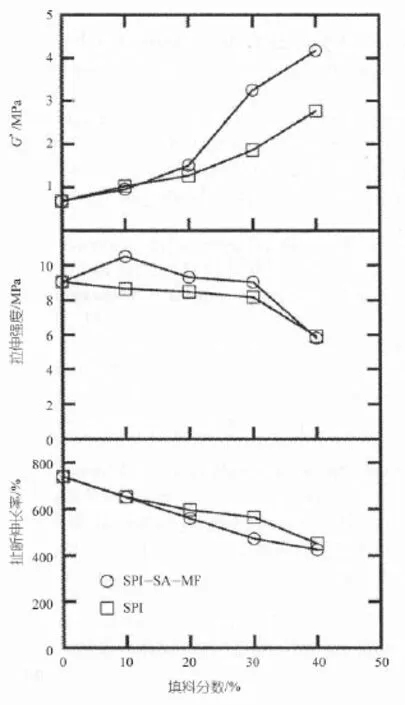
圖9 在相同混煉下,5%的硬脂酸改性的微射流分散SPI(SPI-SA-MF)與未改性SPI對性能的影響。圖中所有符號與伸長率圖中所示的符號相同。(SPI:大豆分離蛋白質)
(R-03)
美國吹塑商Blow Molded添加新設備
Blow Molded Specialties購買了一臺新的格雷厄姆Engineering Hercules儲料缸式機頭吹塑機,從而提高其處理復雜燃料和液壓柜配件和駕駛室組件的能力。
該機器的射出量為50磅,將于2017年1月正式投入使用。
公司銷售部副總裁Michael Thompson在一次電話采訪中表示:“我們購買這個設備的第一個原因是公司在持續增長,第二個原因是我們增添了很多新的設備,幫助我們獲得了更多的業務,也使得生產更加有效率。”
這標志著該公司連續兩年增加關鍵器械,去年其收購了10磅的格雷厄姆Engineering Hercules儲料式吹塑機以及兩個便攜式發那科機器人。
總裁Dougvon Arb表示新的塑機具有螺旋分流設計,能夠極大的提高吞吐量,其表示目前最大的目標就是幫助客戶減少總成本。
Thompson表示,公司在2014年增加了25 000平方英尺的儲存空間,目前總面積達到85 000平方英尺,共有員工100名,每天運營24 h,一禮拜運營5天。目前塑機射出量的范圍從2~60磅不等,可以吹塑任何產品。
該公司成立于1992年,在目前北美吹塑上中排名第66位。
摘編自“中國聚合物網”
TQ323.6
1009-797X(2016)18-0001-06
BDOI:10.13520/j.cnki.rpte.2016.18.001
黃元昌(1939-),男,譯審,1966年畢業于北京外國語大學,長期從事外文資料情報工作。
本文摘編自《Journal of Elastomers&Plastics》
2016-08-01
猜你喜歡
今日農業(2022年16期)2022-11-09 23:18:44
今日農業(2021年20期)2021-11-26 01:23:56
今日農業(2021年14期)2021-10-14 08:35:34
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年12期)2016-06-15 20:30:07
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年9期)2015-10-14 01:12:17
中國塑料(2015年4期)2015-10-14 01:09:19
應用化工(2014年10期)2014-08-16 13:11:29
