壓氣機(jī)葉片型面精密數(shù)控銑加工技術(shù)應(yīng)用研究
2016-10-25 10:04:56陳亞莉李美榮
航空發(fā)動(dòng)機(jī) 2016年4期
陳亞莉,李美榮,宋 成
(1.空軍駐沈陽黎明航空發(fā)動(dòng)機(jī)(集團(tuán))有限責(zé)任公司軍事代表室,沈陽110043;2.中航工業(yè)沈陽黎明航空發(fā)動(dòng)機(jī)(集團(tuán))有限責(zé)任公司,沈陽,110043)
壓氣機(jī)葉片型面精密數(shù)控銑加工技術(shù)應(yīng)用研究
陳亞莉1,李美榮2,宋成2
(1.空軍駐沈陽黎明航空發(fā)動(dòng)機(jī)(集團(tuán))有限責(zé)任公司軍事代表室,沈陽110043;2.中航工業(yè)沈陽黎明航空發(fā)動(dòng)機(jī)(集團(tuán))有限責(zé)任公司,沈陽,110043)
為了提高壓氣機(jī)葉片型面和進(jìn)、排氣邊轉(zhuǎn)接圓角的數(shù)控銑加工質(zhì)量,在工藝、夾具、數(shù)控加工模型與程序以及檢測(cè)方法等方面采取了攻關(guān)措施,減小了葉片型面精銑加工的變形,實(shí)現(xiàn)了葉身型面的精密銑削加工,對(duì)型面采用氈輪修光去除銑削痕跡后,經(jīng)過3坐標(biāo)、小半徑投影儀等設(shè)備的測(cè)量,進(jìn)、排氣邊轉(zhuǎn)接圓角的形狀和型面輪廓度、位置度各項(xiàng)要求的加工質(zhì)量得到了質(zhì)的提升,其合格率由20%提高到75%以上,加工效率和刀具耐用度提高1倍以上,使葉身型面精密銑削技術(shù)具備了精品葉片批量生產(chǎn)的工程化應(yīng)用技術(shù)基礎(chǔ)。
葉片;型面;壓氣機(jī);進(jìn)排氣邊;精密加工;數(shù)控銑;航空發(fā)動(dòng)機(jī)
0 引言
葉片是航空發(fā)動(dòng)機(jī)的關(guān)鍵零件,種類多、數(shù)量大、型面復(fù)雜、幾何精度要求高。在傳統(tǒng)葉片型面精銑加工過程中,銑后的型面留有約0.2 mm的余量,這些余量采用手工砂輪拋光的方法來去除,并靠截面樣板來檢測(cè)葉片截面的尺寸,由此產(chǎn)生的主要問題是:葉型各截面尺寸精度難以控制,存在0.1 mm以內(nèi)型面輪廓超差(增厚或減薄)、進(jìn)排氣邊轉(zhuǎn)接R鈍頭(平頭)、尖頭和偏頭等現(xiàn)象,嚴(yán)重影響發(fā)動(dòng)機(jī)的氣動(dòng)性能;葉片型面之間一致性差,影響發(fā)動(dòng)機(jī)的動(dòng)平衡性能;葉片內(nèi)應(yīng)力超過設(shè)計(jì)要求、表面完整性難以保證,影響發(fā)動(dòng)機(jī)的運(yùn)行壽命。計(jì)算模擬仿真和壓氣機(jī)性能試驗(yàn)表明,整個(gè)壓氣機(jī)葉片的葉身型面及轉(zhuǎn)接R超差對(duì)于壓氣機(jī)效率有2%以上的影響[1]。
本文針對(duì)弱剛性典型葉片,在工藝、工裝、數(shù)控加工模型、數(shù)控程序編制以及檢測(cè)等方面采取改進(jìn)措施,實(shí)現(xiàn)了葉身型面和進(jìn)、排氣邊緣的精密數(shù)控銑削加工。
1 典型葉片結(jié)構(gòu)特點(diǎn)
選取的典型弱剛性葉片如圖1所示。該葉片材料為GH2132合金,葉片全長121 mm,型面部分長77.85 mm,弦寬26~27 mm,截面Cmax=2.22 mm。其加工的最大特點(diǎn)是切削散熱性差,刀具磨損速度較快[2],由于葉片的剛性不足,加工進(jìn)排氣邊附近型面時(shí),產(chǎn)生“欠切”效應(yīng),同時(shí)產(chǎn)生較大的加工變形,葉身型面的位置度、扭轉(zhuǎn)等公差保證困難。
葉片各截面的尺寸和形位公差如圖2所示。主要要求為:葉身在5mm范圍內(nèi),型面輪廓度公差為0.06 mm,型面其余部分輪廓度公差為0.12 mm;各截面的位置度不大于Φ0.1。

圖1 葉片2維模型

圖2 葉片各截面尺寸和形位公差
2 原有制造技術(shù)的局限性
在引進(jìn)數(shù)控銑制造技術(shù)之初,由于在制造工藝的編排方面經(jīng)驗(yàn)不足,對(duì)于薄壁易變形的航空發(fā)動(dòng)機(jī)葉片,尤其是高溫合金材質(zhì)的葉片,在銑削加工變形規(guī)律、加工程序編制和參數(shù)給定、以及刀具耐用度等方面經(jīng)驗(yàn)積累較少,只能實(shí)現(xiàn)葉身型面的小余量銑削加工,銑后余量控制在0.1~0.2 mm,最終依靠砂輪拋光去除大部分余量,葉身型面的測(cè)量采用測(cè)具和樣板檢測(cè)方式。
原有工藝路線如圖3所示。

圖3 原工藝路線
按此工藝路線進(jìn)行加工,對(duì)葉身型面完成拋光后,經(jīng)過3坐標(biāo)測(cè)量,分析報(bào)告如圖4所示。主要存在以下問題:型面輪廓度超差(紅色部分),既存在增厚超差部分又存在減薄超差部分,一般范圍在-0.1~+0.2 mm;進(jìn)排氣邊存在“方頭”問題;截面的位置度超出設(shè)計(jì)圖紙Φ0.1的要求。

圖4 3坐標(biāo)測(cè)量分析報(bào)告
3 葉身型面及進(jìn)排氣邊精密加工采取的措施
3.1工藝路線優(yōu)化
通過小批量葉片的試驗(yàn)加工,對(duì)葉片型面1道工序加工和粗、精加工工序分開的葉片,進(jìn)行截面的位置度和扭轉(zhuǎn)的數(shù)值分析;采用2種工藝方法加工的葉片,各取10件進(jìn)行Ⅲ、Ⅴ、Ⅶ、Ⅸ4個(gè)截面的平均Y方向偏移計(jì)算。通過對(duì)比數(shù)據(jù)分析柱狀圖(如圖5所示)可見,采用粗、精加工逐步去除型面余量,并在型面精銑加工前進(jìn)行基準(zhǔn)修正的方法,能夠最大限度地降低型面精銑加工的彎曲變形,保證各截面的位置度和扭轉(zhuǎn)要求,在葉身型面完成氈輪修光去除痕跡后,最終達(dá)到設(shè)計(jì)圖紙的技術(shù)要求,整個(gè)過程采用3坐標(biāo)測(cè)量機(jī)進(jìn)行葉身型面各項(xiàng)公差的測(cè)量。改進(jìn)后的工藝路線如圖6所示。

圖5 2種工藝路線截面Y方向偏移統(tǒng)計(jì)

圖6 改進(jìn)后工藝路線
3.2數(shù)控銑夾具優(yōu)化設(shè)計(jì)
3.2.1原數(shù)控銑夾具結(jié)構(gòu)
原數(shù)控銑夾具結(jié)構(gòu)如圖7所示。其存在的問題是:在壓緊螺栓2壓緊角向定位銷時(shí),對(duì)葉片進(jìn)行角向定位能將其壓偏,而在壓緊螺栓1帶動(dòng)壓塊壓緊軸頸后,不但不能糾正葉片的偏斜,反而因?yàn)?個(gè)壓緊螺栓松緊不一致,帶動(dòng)角向定位銷扭轉(zhuǎn),造成葉片角向扭轉(zhuǎn),從而使葉片在裝夾結(jié)束后處于即偏斜又扭轉(zhuǎn)的位置。另外,葉片的定位和裝夾必須分別緊固3個(gè)螺栓,而且這3個(gè)螺栓有2種規(guī)格,需要用到2種扳手,其裝夾時(shí)間較長、效率低下,因此,有必要對(duì)其進(jìn)行改進(jìn)。
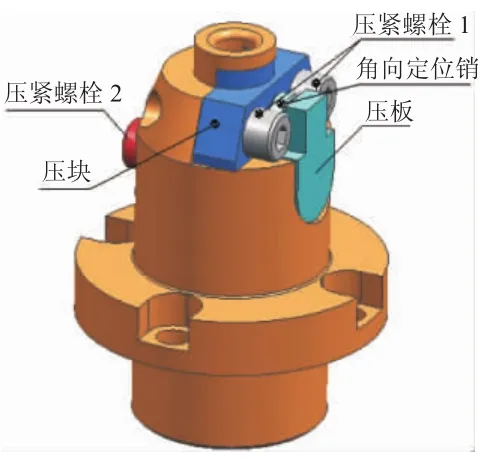
圖7 原數(shù)控銑夾具結(jié)構(gòu)
3.2.2優(yōu)化后數(shù)控銑夾具結(jié)構(gòu)
針對(duì)原數(shù)控銑夾具的缺點(diǎn),對(duì)其進(jìn)行改進(jìn)。首先專門設(shè)計(jì)角向定位機(jī)構(gòu),該機(jī)構(gòu)只能進(jìn)行角向定位,在軸頸方向滑動(dòng),并且與壓緊機(jī)構(gòu)區(qū)分開;軸頸壓緊機(jī)構(gòu)依靠螺栓推動(dòng)壓緊鉤,對(duì)壓緊塊進(jìn)行軸頸壓緊。優(yōu)化后數(shù)控銑夾具結(jié)構(gòu)如圖8所示。新結(jié)構(gòu)夾具的裝夾如圖9所示。

圖8 優(yōu)化后數(shù)控銑夾具結(jié)構(gòu)
圖9 新結(jié)構(gòu)夾具的裝夾
從圖8、9中可見,正是因?yàn)闊o論角向鎖緊螺釘?shù)逆i緊力如何,只要能夠達(dá)到鎖緊力以上的狀態(tài),葉片就能完成軸頸的角向定位,但是對(duì)軸頸壓緊方向沒有影響,其可以自由滑動(dòng),而壓緊機(jī)構(gòu)在壓緊時(shí),不受其他力的作用和干擾,可以準(zhǔn)確地將軸頸壓緊在夾具體上,至此整個(gè)定位裝夾過程完成。因?yàn)殒i緊螺釘從3個(gè)減少到2個(gè),所以裝夾效率有所提高。
3.3加工模型的逆向補(bǔ)償與程序分組優(yōu)化
3.3.1加工模型補(bǔ)償前存在的問題及采取的措施
(1)由于葉片截面輪廓形狀的邊緣薄、中間厚,而高溫合金本身難以切削,導(dǎo)致在銑削型面邊緣時(shí),由于剛性不足產(chǎn)生“讓刀”現(xiàn)象[3](前后緣型面局部增厚如圖10所示),該處輪廓厚度相比于輪廓最小值約增大0.03 mm,即對(duì)于輪廓度范圍為0.06 mm,還有0.03 mm的余度范圍,但是刀長度檢測(cè)誤差、主軸熱伸長誤差以及刀具本身的精度誤差之和已經(jīng)接近0.02,所以會(huì)產(chǎn)生銑后型面輪廓度增厚或減薄超差的問題。
采取的改進(jìn)措施是:對(duì)加工模型進(jìn)行逆向誤差補(bǔ)償,對(duì)葉身截面型線坐標(biāo)點(diǎn)進(jìn)行微調(diào)。數(shù)據(jù)來源于5組刀具加工數(shù)據(jù),每組刀具加工4件葉片,分別對(duì)第1~4件葉片進(jìn)行進(jìn)、排氣邊緣為5 mm處的實(shí)際厚度與理論厚度的偏差進(jìn)行對(duì)比(偏差值分別為△H1、△H2),以△H1、△H2,以及Cmax的實(shí)測(cè)與理論的偏差△Cmax作為衡量每組刀具加工質(zhì)量的變化趨勢(shì),并通過數(shù)據(jù)對(duì)比評(píng)價(jià)加工質(zhì)量的穩(wěn)定性,5組刀具加工第4件葉片進(jìn)氣為5 mm厚度偏差統(tǒng)計(jì)如圖11所示。

圖10 前后緣型面局部增厚

圖11 5組刀具加工第4件葉片進(jìn)氣為5 mm厚度偏差統(tǒng)計(jì)
分別取5組刀具的第4件葉片,取其A1、A3、A5、A7、A95個(gè)截面的進(jìn)氣為5 mm厚度、偏差為△H1作為衡量其尺寸一致性的評(píng)判標(biāo)準(zhǔn),從圖中可見,5個(gè)截面的進(jìn)氣為5 mm厚度偏差比較一致,說明加工尺寸變化具有穩(wěn)定性,從而具備了進(jìn)行模型補(bǔ)償調(diào)整的基礎(chǔ)。
分別取1組刀具加工的第2~4件葉片各截面的實(shí)測(cè)數(shù)據(jù),將其與理論數(shù)據(jù)進(jìn)行對(duì)比,得出各點(diǎn)的補(bǔ)償數(shù)值,并在模型數(shù)據(jù)點(diǎn)的Y值坐標(biāo)上進(jìn)行補(bǔ)償,單個(gè)截面的型面輪廓數(shù)據(jù)補(bǔ)償如圖12所示。從而得到新的模型截面數(shù)據(jù),對(duì)其完成補(bǔ)償后,利用所有新截面生成補(bǔ)償后的模型進(jìn)行編程。
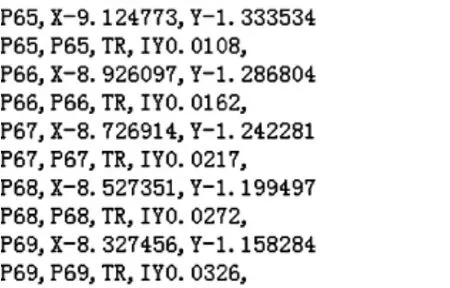
圖12 單個(gè)截面的型面輪廓數(shù)據(jù)補(bǔ)償
(2)單個(gè)葉片型面中間厚、兩側(cè)薄。在整個(gè)型面輪廓精銑過程中,由于2端截面(Ⅱ和Ⅻ截面)靠近裝夾部位,因此,葉片的支撐剛性較好,型面輪廓基本可以按照程序數(shù)值進(jìn)行加工,但是在靠近中間部位截面(Ⅶ~Ⅸ截面),葉片的支撐剛性較差,截面厚度較兩側(cè)截面出現(xiàn)0.02 mm(單側(cè))的增厚偏差。
采取的改進(jìn)措施是:以中間截面如Ⅶ截面的最大厚度的偏差△Cmax為基準(zhǔn),其他截面的最大厚度的偏差△Cmax與Ⅶ截面進(jìn)行對(duì)比,差值即為該截面輪廓的厚度補(bǔ)償值,一般通過對(duì)單個(gè)截面線進(jìn)行偏置(offset)來實(shí)現(xiàn),相比于對(duì)加工模型進(jìn)行截面之間的誤差補(bǔ)償,優(yōu)化整個(gè)型面各截面厚度。各截面補(bǔ)償后形成優(yōu)化模型如圖13所示。

圖13 各截面補(bǔ)償后形成優(yōu)化模型
3.3.2數(shù)控程序采取分組優(yōu)化措施
通過程序分組,保證同組刀具型面加工的精度和穩(wěn)定性。程序分組情況見表1。
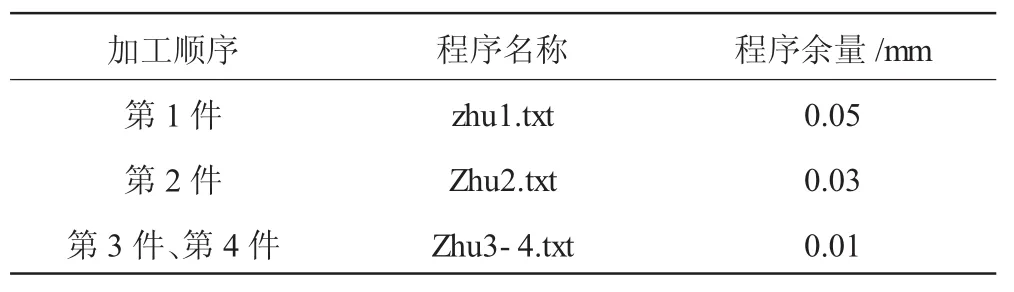
表1 程序分組情況
從加工第2件葉片開始,逐漸減小型面的程序余量,如第2件型面余量降低為0.03 mm,并通過主程序zhu2.txt進(jìn)行調(diào)用。
3.4型面檢測(cè)方法改進(jìn)
樣板測(cè)量方法雖然是1種定量測(cè)量方法,但是測(cè)量精度范圍僅在0.1 mm以內(nèi),無法得到準(zhǔn)確測(cè)量結(jié)果[4],一般在型面粗銑工序應(yīng)用,其測(cè)量方便、快捷的優(yōu)勢(shì)得以體現(xiàn)。相比于傳統(tǒng)加工,在葉身型面和進(jìn)、排氣邊緣實(shí)現(xiàn)精密銑削加工后,沿用多年的型面測(cè)具和樣板以及推規(guī)、外卡的測(cè)量方式已經(jīng)無法滿足測(cè)量的精度要求,3坐標(biāo)、光學(xué)測(cè)量等高精度測(cè)量方式已經(jīng)成為“精品葉片”的測(cè)量首選[5],葉身型面的光學(xué)測(cè)量設(shè)備及報(bào)告如圖14所示。

圖14 葉身型面的光學(xué)測(cè)量設(shè)備及報(bào)告
4 試驗(yàn)結(jié)果
在完成葉身型面模型、加工程序和加工參數(shù)的優(yōu)化后,按照改進(jìn)后的加工程序完成近10臺(tái)份葉片的型面精銑加工,90%以上葉片葉身型面余量控制在0.02 mm以內(nèi),截面位置度和扭轉(zhuǎn)公差符合工藝規(guī)程的要求。改進(jìn)后葉身型面精銑后3坐標(biāo)測(cè)量分析報(bào)告如圖15所示。
對(duì)每組新刀加工的第1~4件葉片的模型進(jìn)行了逆向補(bǔ)償,提高了刀具的耐用度,經(jīng)過10臺(tái)份葉片的加工檢驗(yàn),單臺(tái)刀具費(fèi)用由最初的30萬元降低至15萬元,單件葉片的型面精銑時(shí)間也降低了50%,實(shí)現(xiàn)了“精品葉片”加工技術(shù)的工程化應(yīng)用。

圖15 葉身型面精銑后3坐標(biāo)測(cè)量分析報(bào)告
5 總結(jié)
合理可行的制造工藝和關(guān)鍵工裝的設(shè)計(jì)對(duì)實(shí)現(xiàn)葉片型面的精密銑削加工至關(guān)重要。采用數(shù)控銑加工技術(shù)可以實(shí)現(xiàn)航空發(fā)動(dòng)機(jī)壓氣機(jī)葉片型面的精銑銑削,采用模型優(yōu)化以及程序分組技術(shù),可以實(shí)現(xiàn)1組刀具加工多個(gè)葉片。實(shí)際應(yīng)用證明,3坐標(biāo)、光學(xué)測(cè)量是“精品葉片”測(cè)量的重要測(cè)量方法。
[1]劉維偉,張定華,史耀耀,等.航空發(fā)動(dòng)機(jī)薄壁葉片精密數(shù)控加工技術(shù)研究[J].機(jī)械科學(xué)與技術(shù),2004,23(3):329-331. LIU Weiwei,ZHANG Dinghua,SHI Yaoyao,et al.Study on net-shape NC machining technology of thin-blade for aeroengine[J].Mechanical Science and Technology for Aerospace Engineering,2004,23(3):329-331.(in Chinese)
[2]任秉銀,劉華咧,唐余勇.螺旋槳葉片曲面數(shù)控加工幾何模型研究[J].哈爾濱工業(yè)大學(xué)學(xué)報(bào),1999,3I(4):84-87. REN Bingyin,LIU Hualie,TANG Yuyong.Research on geometry models of NC machining of propeller blade surface[J].Journal of Harbin Institute of Technology,1999,3I(4):84-87.(in Chinese)
[3]張宏,馬朝臣.壓氣機(jī)盤整體葉輪磨具CAD/CAM技術(shù)研究與實(shí)現(xiàn)[J].北京理工大學(xué)學(xué)報(bào),2001,2I(4):445-449. ZHANG Hong,MA Chaocheng.CAD/CAM system for integral impeller moulds[J].Journal of Beijing Institute of Technology,2001,2I(4):445-449.(in Chinese)
[4]郭文有,廖華清,丁雪明,等.航空制造工程手冊(cè)(發(fā)動(dòng)機(jī)葉片工藝)[M].北京:航空工業(yè)出版社,1998:66. GUO Wenyou,LIAO Huaqing,DING Xueming,et al.Aviation manufacturing engineering handbook(engine blade technology)[M].Beijing:Aviation Industry Press,1998:66.(in Chinese)
[5]劉雄偉.數(shù)控加工理論與編程技術(shù)[M].北京:機(jī)械工業(yè)出版社,2000:81. LIU Xiongwei.NC processing theory and programming technology[M]. Beijing:Mechanical Industry Press,2000:81.(in Chinese)
[6]師潤平,林升旭,韓顏良,等.高溫合金高效銑削刀具設(shè)計(jì)及制造技術(shù)淺談[J].制造技術(shù)與機(jī)床,2013.6I(4):53-57. SHI Runping,LIN Shengxu,HAN Yanliang,et al.Design and manufacturing technology on high temperature alloy efficient milling tools[J]. Manufacturing Technology&Machine Tool,2013.6I(4):53-57.(in Chinese)
[7]張定華,張瑩,吳寶梅,等.自適應(yīng)加工技術(shù)在整體葉盤制造中的應(yīng)用[J].航空制造技術(shù),2008(4):51-55. ZHANG Dinghua,ZHANG Ying,WU Baomei,et al.Application of adaptive machining technology in blisk manufacturing[J].Aeronautical Manufacturing Technology,2008(4):51-55.(in Chinese)
[8]尹昕,廖冬梅.高溫合金葉片高效切削的工藝研究[J].機(jī)械工程師,2011,5I(4):102-103. YIN Xin,LIAO Dongmei.Technology of cutting high temperature alloy blades with high efficiency[J].Mechanical Engineer,2011,5I(4):102-103.(in Chinese)
[9]郭建亭.高溫合金材料學(xué)應(yīng)用基礎(chǔ)理論[M].北京:科學(xué)出版社,2008:108. GUO Jianting.Materials science and engineering for superalloys[M]. Beijing:Beijing Science Press,2008:108.(in Chinese)
[10]樂兌謙.金屬切削刀具[M].北京:機(jī)械工業(yè)出版社,2004:79. YUE Duiqian.Cutting tools[M].Beijing:Mechanical Industry Press,2004:79.(in Chinese)
[11]陳日耀.金屬切削原理[M].北京:機(jī)械工業(yè)出版社,2005:43. CHEN Riyao.Metal cutting principle[M].Beijing:Mechanical Industry Press,2005:43.(in Chinese)
[12]張帆,劉戰(zhàn)強(qiáng),龐繼有,等.銑削粉末冶金高溫合金FGH95時(shí)工件溫度的研究[J].工具技術(shù),2011,45(10):3-7. ZHANG Fan,LIU Zhanqiang,PANG Jiyou,et al.Research on work piece temperature for milling powder metallurgy super alloy FGH95[J].Tool Engineering,2011,45(10):3-7.(in Chinese)
(編輯:張寶玲)
Investigation on Precision NC Milling Technology of Compressor Blade Surface
CHEN Ya-li1,LI Mei-rong2,SONG Cheng2
(1.Air Force Military Representative Office in Shenyang Liming Aero-engine(Group)Co.Ltd,Shenyang 110043,China;2.AVIC Shenyang Liming Aero-Engine(Group)Co.Ltd,Shenyang 110043,China)
In order to improve the machining quality of the compressor blade surface and the leading and trailing edge radius,through taking measures on the technique,clamp,NC model and program and inspection technology etc,the precision milling deformation of the blade surface was reduced,and the high precision milling of the blade surface was achieved.The milling trace of blade surface was removed by felting mop and polishing.The machining quality of the leading and trailing edge radius,the surface profile error and position degree were improved obviously by the measurement of three coordinate and small radius projector.Its qualified rate increased from 20%to75%,and the processing efficiency and tool life has increased by more than 100 percent.The blade surface precision milling technology lays the foundation of top quality blade for mass production in engineering application.
blade;surface;compressor;leading and trailing edge;precision machining;NC milling;aeroengine
V 261.2+3
A
10.13477/j.cnki.aeroengine.2016.04.018
2015-03-27
陳亞莉(1970),女,博士,高級(jí)工程師,主要從事航空發(fā)動(dòng)機(jī)零部件制造質(zhì)量監(jiān)督與管理工作;E-mail:2896006619@qq.com
引用格式:陳亞莉,李美榮,宋成.壓氣機(jī)葉片型面精密數(shù)控銑加工技術(shù)研究[J].航空發(fā)動(dòng)機(jī),2016,42(4):93-97 CHENYali,LI Meirong,SONGCheng. InvestigationonprecisionNCmillingtechnologyofcompressorbladesurface[J].Aeroengine,2016,42(4):93-97.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03