粗紗捻系數與成紗質量的關系
2016-10-28 08:36:02任山虹
化纖與紡織技術 2016年3期
任山虹
(廣州牛頭服飾有限公司,廣東廣州510285)
粗紗捻系數與成紗質量的關系
任山虹
(廣州牛頭服飾有限公司,廣東廣州510285)
簡要敘述了粗紗工序捻系數與成紗質量的關系,并通過試驗選擇合適粗紗捻系數可以改善紗線品質,確保成紗質量,以滿足客戶需要。
粗紗捻系數;條干均勻度;成紗質量
在棉紡廠紗線生產過程中,粗紗工序是紡紗的一個重要工序,主要任務是對前工序的棉條進行加捻,為后工序成紗打下基礎。粗紗捻系數的設計是改變粗紗內在結構的重要工藝參數之一,合理選擇粗紗捻系數直接關系到粗紗纖維間抱合力的穩定,不僅對減少意外伸長起著關鍵的作用,同時對細紗牽伸過程中牽伸力的穩定及防止邊纖維擴散起著關鍵作用,從而提高了成紗條干水平,減少成紗毛羽,改善布面平整度和減少長細節的發生。
1 粗紗捻系數的選擇
捻系數的定義是指紗線加捻程度的度量,與捻回角成正比,反映不同線密度紗線的捻緊程度[1]。
粗紗強力隨粗紗捻系數的增加而增加。增大粗紗捻系數,會降低粗紗機的生產效率,但可以增加粗紗的強力,降低粗紗伸長率,改善粗紗的質量。粗紗采用大捻度,必須適當放大細紗后區隔距,適當加重羅拉壓力,以免細紗機牽伸時因牽伸力加大而膠輥打滑、出硬頭。
粗紗捻系數太小,易產生意外牽伸,增加斷對,使產品不勻。因此,粗紗捻系數是與牽伸倍數、羅拉加壓、羅拉隔距同等重要的工藝參數。粗紗捻系數主要根據纖維的長度、所紡品種、粗紗線密度、細紗后區牽伸工藝以及溫濕度等因素來選擇。
2 設定合適捻系數的必要性
(1)粗紗工序紡紗過程中,紗條需要一定的強力才能達到卷繞成型的效果,加捻可以使得紗條獲得一定的強力,是保證粗紗獲得良好成型的一個基本條件。
(2)粗紗捻系數直接影響粗紗的CV值,在合適的紡紗張力下,捻系數越小,纖維與纖維之間抱合的程度差,這種情況下產生意外牽伸的幾率相對于采用大捻系數設定時會大很多,因此更加容易產生細節,影響粗紗的條干水平,嚴重時粗紗直接斷掉,影響正常的生產生活。以下是我司紡JC40AA遇到的一些實際情況,采用100%新疆棉,平均配棉等級2.05,馬值4.18,主體長度28.7 mm,短絨率13.6%,平均含雜0.9%,主要工藝流程:往復式抓棉機→DK740梳棉機→E7/5精梳機→FA306并條機→日本豐和粗紗機(RME)→FA506細紗機→村田21C絡筒機。粗紗定量3.3 g/10 m,表1是不同粗紗捻系數得出的成紗的烏斯特水平情況。

表1 捻系數對烏斯特條干水平的影響
方案1的粗紗在細紗上機時有粗紗上斷的現象,方案2的粗紗在細紗上機正常,方案3的粗紗在細紗上機時有個別粗紗出硬頭的情況。從表1的試驗數據說明粗紗的捻系數對于細紗的CV值和細紗影響較大,我們最終采用第2種方案生產,客戶反映比較良好。
(3)粗紗捻系數的大小直接影響細紗的生活情況,從而影響產品的質量。一條紗線做得好不好,不是非得條干水平做得如何好,達到什么樣的水平,而是在客戶認可紗線質量后,紡紗廠能夠長期保持紗線的質量穩定,那么這條紗就基本上算是成功的了。粗紗捻系數偏小,細紗上斷的機會多,影響細紗效率,捻度偏小但是在細紗不直接上斷,這種危害性更大,成紗細節多,影響布面的平整度。粗紗捻系數過大,細紗容易出硬頭,生活受到影響,皮輥容易損傷,紗疵增多,在絡筒上切掉就是一個接頭,漏切就直接是一個短粗或者大棉結,這些在布面上都是很直觀的,而我們的客戶也是最容易看到的問題。
3 如何設定合理的粗紗捻系數
既然粗紗捻系數對成紗質量有這么大的影響,那么我們又該如何設定呢?它的設定原則又有那些方面呢?根據我們的經驗主要有以下幾點:
(1)根據纖維的長度、細度及熟條的短絨含量多少而設定不同的捻系數。在相同的粗紗定量的情況下,纖維長度長,熟條短絨率低,在加捻過程中纖維與纖維接觸的面積大,捻系數可以偏小掌握[2]。表2是同一配棉下,熟條含不同短絨率粗紗在同一臺細紗機上的實驗。

表2 捻系數對細紗生活的影響
(2)纖維細度不同,捻系數設定也不同。同一廠家的原料,在相同的粗紗定量下,纖維細度越粗,粗紗截面含單纖維根數越少,因此粗紗捻系數應該偏高掌握。例如用1 dtex×38 mm和1.67 dtex×38 mm的滌綸做5.0 g/10 m的粗紗,1.67 dtex滌綸的捻系數就應該比1 dtex的滌綸大。
(3)溫濕度對粗紗捻系數設定的影響。這對于吸濕性能好的纖維影響大一些,如黏膠纖維、棉等。纖維吸濕以后纖維表面的摩擦系數發生變化,從而影響纖維與纖維間的抱合力。在干燥的秋冬季節捻系數適當偏大點,在高溫高濕的夏季捻系數適當偏小點。
(4)粗紗捻系數要結合設備狀態、專件的狀態以及細紗后牽伸的大小來設定。良好的設備狀態是紡紗的基礎,粗紗捻系數的設定既要保證細紗不上斷,又不能出現吐粗紗頭的現象,細紗吊錠轉動不靈活,捻系數小,意外牽伸造成細節多,皮輥圓整度差,硬度過大,捻度過大,在牽伸過程中出現握持力比牽伸力小,出硬頭。
(5)粗紗紡紗過程中防止意外伸長。眾所周知,改善半制品內在結構是提高成紗質量水平的關鍵,半制品內在結構包括了纖維的分離度、伸直平行度、結雜數、短絨量、纖維之間的抱合程度,其中纖維間抱合力大粗紗強力高,在粗紗機紡紗過程中意外伸長小、斷頭少,當然減少粗紗伸長率,調節好卷繞張力也是必須的。近年來我司在工藝上重視粗紗捻系數選擇的同時,設備配合好粗紗卷繞張力的調節,粗紗條干不勻率提高,粗紗因意外伸長造成的長細節明顯減少,布面的平整度大大提高。
(6)在細紗機喂入后羅拉前防止意外伸長。在細紗機上粗紗退繞時必須有足夠的強力才能克服退繞時粗紗回轉阻力,并且不產生意外伸長,否則就會因粗紗意外伸長最終導致布面長細。現在由于我們能根據不同原料,合理選擇粗紗捻系數,因此在細紗工序已無上斷現象,用戶布面長細明顯減少。
(7)適當的粗紗捻系數有利于改善紗條緊密度,提高條干水平。要提高條干水平關鍵在于控制牽伸區纖維有規則運動,因此就必須在足夠握持力的條件下除了適當的附加摩擦力界強度外,紗條本身的緊密度也是非常重要的方面。適當的粗紗捻系數給予紗條適當的緊密度,對于后區簡單羅拉牽伸區而言更為重要,同時喂入前區的須條有足夠剩余捻度防止邊纖維擴散,纖維有規則的變速,成紗粗細節都明顯減少,表3為R14.8強捻紗的成紗條干uster對比試驗。
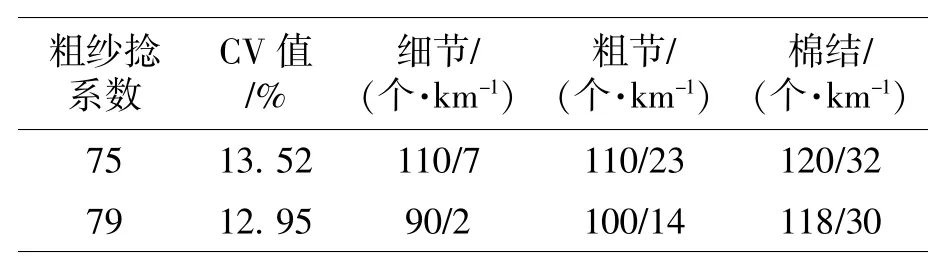
表3 捻系數對細紗條干水平的影響
(8)適當的粗紗捻系數有利于改善成紗毛羽。成紗毛羽除了與車間溫濕度、鋼領鋼絲圈配合、細紗捻系數有關外,其粗紗捻系數合理選擇在一定程度上也起到改善成紗毛羽的作用。在其他相同條件下,粗紗捻系數適當偏高些,細紗后區適當偏小些,喂入前區紗條緊密度好,邊纖維擴散少,前羅拉處無捻三角區明顯減小紗條毛羽。現在,我們在加強了皮輥制作管理的前提下,皮輥握持作用良好,細紗后區減小,粗紗捻系數適當提高,成紗條干水平明顯提高的同時,其毛羽也明顯改善。
4 粗紗捻系數合理選擇
前文已述,要達到良好牽伸效果就必須有足夠握持力的條件下、要維持須條一個穩定的牽伸力,使纖維有規則地運動。然而,相對濕度不同、纖維性能不同,纖維長度、細度不同,其纖維間的摩擦系數、抱合力也不同,牽伸力也相應變化,因此在上述因素變化時,就必須通過粗紗捻系數來調節粗紗抱合力,維持在一個穩定的水平。
(1)纖維細度細、粗同粗紗定量的截面要數多:長度長,纖維間接觸長度長,均導致纖維間的抱合力大,粗紗捻系數應減少,反之捻系數應增大。
(2)溫濕度變化時,纖維間摩擦系數也在改變。粗紗捻系數應相應改變,其目的是維持粗紗纖維間抱合力不變。
(3)纖維性能變化時,如純滌、純黏、化纖濕紡、純棉及混紡,因構成粗紗的纖維材料變化,纖維間摩擦系數變化,則粗紗捻系數必須相應改變。
(4)細紗機加壓狀態穩定、皮輥握持力好時,粗紗捻系數可適當偏大掌握。
5 結論
粗紗捻系數是改善粗紗纖維間緊密度的重要手段,選擇適當與否影響到牽伸區中纖維是否有規則運動,對減少粗細節改善條干水平密切相關。粗紗捻系數與成紗質量關鍵控制點如下:
(1)纖維長度長、長度整齊度好、線密度低時,捻系數宜小,反之宜大。
(2)粗紗、細紗羅拉加壓較重時,捻系數宜大,反之宜小.
(3)粗紗定量重,捻系數宜小,反之宜大。
(4)車間溫濕度高,捻系數宜大,反之宜小。
(5)細紗后區牽伸倍數小,失望系數宜小,反之宜大.
(6)紡精梳紗捻系數宜小,紡普梳紗捻系數宜大;
(7)紡針織用紗時,捻系數宜偏大掌握,以減少汗布陰影。
[1]上海紡織工業專科學校紡紗教研室.棉紡工程[M].北京:紡織工業出版社,1989.
[2]張蘭香.輕定量粗紗與成紗質量關系[J].上海紡織科技,2002(2):20-21.
THE RELATIONSHIP BETWEEN ROVING TWIST FACTOR AND YARN QUALITY
REN Shan-hong
(Guangzhou Newto Clothing&Accessory Chain Co.,Ltd.,Guangzhou 510285,China)
Briefly describes the twist factor of roving process and its effect to the quality of yarn.Through test to choose the right roving twist factor can improve and ensure the yarn quality,so as to meet customer needs.
roving twist factor,sliver CV%value,yarn quality
TS104
B
10.3969/j.issn.1672-500x.2016.03.005
1672-500X(2016)03-0019-04
2016-07-22
任山虹(1969-),女,江蘇南京人,工程師,從事紡織服裝技術研究。