液壓螺栓拉伸量數據測量裝置的研究
2016-10-31 07:42:55田勇
鐵道機車車輛 2016年4期
田 勇
(烏魯木齊鐵路局 科學技術研究所, 新疆烏魯木齊 830011)
?
液壓螺栓拉伸量數據測量裝置的研究
田勇
(烏魯木齊鐵路局科學技術研究所, 新疆烏魯木齊 830011)
傳統液壓螺栓拉伸量數據測量方式主要是采用傳統機械指針式百分表,這種靠人工監測手工記錄數據的操作方式,存在著人為誤讀和很多不確定因素,直接影響了螺栓的緊固質量和設備的整體性能。新型液壓螺栓拉伸量數據測量裝置采用位移傳感器采集拉伸量信號,通過數字式百分表實時顯示螺栓拉伸量測量數據,同時將采集的數據通過多通道采集系統轉換模塊經RS-232串口將數據統一傳輸到中央控制器中,對采集來的多路數據進行虛擬儀表顯示和內部邏輯運算、判斷、分析、報誤等,并將測量數據自動存儲并上傳形成表格文件,供檢驗及管理人員進行數據核查和問題分析。
螺栓拉伸量; 位移傳感器; 人機界面; 數據測量
在核電裝備、風電裝備、石油裝備及鐵路裝備的大功率內燃機車柴油機等高端裝備中,大量使用高強度、大扭矩的螺栓和螺母進行連接緊固。特別是大功率和諧內燃機車柴油機的新造總裝和檢修解體組裝作業中,大扭矩螺栓和螺母的拆卸和組裝作業是其重要的工藝環節,而大功率柴油機的主軸承螺母和汽缸蓋螺母等關鍵部件拆裝都是采用螺栓液壓拉伸作業方式進行。螺栓液壓拉伸最關鍵的工藝要求就是拉伸量測量的控制,隨著鐵路大功率和諧內燃機車的快速發展,這就對在作業過程中螺栓拉伸量長度數據的控制精度和測量方式提出了新的要求,以滿足不斷發展的大功率和諧機車柴油機檢修作業的工藝需要。
1 傳統液壓螺栓拉伸量數據測量方式
傳統液壓螺栓拉伸量數據測量方式主要是采用傳統機械指針式百分表對作業過程中的螺栓拉伸量進行測量調試,同時用手工記錄數據的人工操作方式,再將觀測到的數據記錄在螺栓拉伸量測量表格上,經現場檢驗人員的簽字確認,作為質量檢查的依據和存檔資料,這種靠手工記錄數據的操作方式,記錄過程中存在著人為誤讀和很多不確定因素,直接影響著螺栓的緊固質量和內燃機車設備的整體性能和運行質量,主軸承螺栓拉伸量指針式百分表測量見圖1,汽缸蓋螺栓拉伸量指針式百分表測量見圖2。
尤其是在大功率內燃機車柴油機的檢修作業過程中,采用傳統方式測量螺栓拉伸量,由于人為因素測量不準確,數據不能自動讀取和存儲,特別是主軸承和汽缸蓋等關鍵螺栓拉伸量不足或過大,都將造成檢修作業重新返工影響交車,如果不符合工藝質量標準要求的大功率內燃機車上線運行,一旦發生曲軸和汽缸蓋漏氣、拉缸、抱瓦等問題,將導致干支線機車途中停輪等嚴重鐵路事故,甚至可能造成不可預測的重大鐵路安全事故損失,為此,研究開發了適用于液壓螺栓拉伸量數據測量裝置(以下簡稱裝置)。

圖1 主軸承螺栓拉伸量指針百分表測量

圖2 汽缸蓋螺栓拉伸量指針百分表測量
2 液壓螺栓拉伸量數據測量裝置
2.1常用螺栓和螺母連接緊固方式
目前常用的螺栓和螺母的連接緊固方式有兩種:一種是螺栓扭矩方式,在設計中一般給出的是擰緊扭矩, 而對特殊要求的連接緊固采用螺母轉角計算和扭矩與轉角相互校準、調整,扭矩方式的計算來自拉伸力,但受螺栓的新舊程度, 螺栓和螺母有沒有潤滑及螺紋摩擦副等因素影響, 會產生扭剪力和側向力,對聯接的接觸面會有摩擦損傷,其精度控制也不是特別精確。另一種是螺栓拉伸方式,在設計中一般給出的是預緊力。螺栓拉伸方式是利用液壓油缸精確控制螺栓預緊力直接對螺栓端頭施加外力,將螺栓拉伸到工藝要求的拉伸量長度,然后通過金屬撥桿來撥動螺母擰緊,這樣就保留了對螺栓施加的載荷。采用拉伸方式對螺栓和螺母進行緊固,由于不受螺栓和螺母潤滑及螺紋摩擦副的影響,使用純拉力直接拉長螺栓,無扭剪力和側向力,對聯接的接觸面無摩擦損傷,得到的剩余載荷與有效載荷比扭矩緊固方式更大,所以拉伸方式是更高效、更精確的緊固方式。特別適用于緊固精度要求較高的接合應用中。
2.2研發裝置的必要性
在日趨激烈的市場競爭中,產品的最大競爭力就是質量,作為產品質量保證的關鍵環節,產品的測試及測量方式具有極其重要地位和作用,
隨著我國鐵路裝備技術的不斷發展,對機車檢修質量和檢修效率提出了更高的要求。傳統的人工檢測及手工記錄的數據測量方式已遠遠不能適應鐵路部門管理信息化的要求,特別是對大功率機車柴油機螺栓拉伸量被測數據信息不僅要能在現場實時顯示監測,而且還能對各項關鍵數據自動讀取、分析判斷、數據存儲、傳輸打印等,還可將被測數據通過局域網等手段傳輸到數據庫用于數據共享,這就迫切需要一種新型螺栓拉伸量數據測量裝置。
2.3研發裝置的可行性
隨著計算機電子技術信息技術的飛速發展,微型化、集成化、智能化、虛擬化和網絡化成為計算機技術為核心的現代測控技術的一個發展趨勢,特別是智能傳感器及人機視覺技術等新型技術在工業控制中的應用,使得數據虛擬顯示、記錄存儲、分析判斷等功能的實現成為可能。
2.4裝置組成原理
螺栓拉伸量數據測量原理是利用多個位移傳感器采集拉伸量模擬信號,通過數字式百分表實時顯示螺栓拉伸量測量數據供現場操作人員使用, 以滿足作業現場操作顯示螺栓拉伸量數值的需求,同時再將采集來的數據送到多通道采集系統轉換模塊中經A/D轉換為數字信號,經CAN總線由RS-232串口將數據統一傳輸到人機界面的控制器中,對采集來的多路數據進行內部邏輯運算、判斷、分析、報誤等, 便于操作人員隨時掌握拉伸變化量,避免操作人員疏忽大意造成誤判斷,同時測量數據按工藝要求自動存儲并上傳形成歷史表格文件,測試測量數據可供檢驗、驗收及管理人員后臺數據共享并據此進行數據核查和問題分析,螺栓拉伸量數據測量裝置組成原理見圖3所示。

圖3 螺栓拉伸量數據測量裝置組成原理
2.5裝置組成架構
螺栓拉伸量數據測量裝置的設計應遵循系統完整、安全可靠、接口統一、功能完備、使用簡單、攜帶方便的原則,螺栓拉伸量數據測量裝置主要由位移傳感器、數字顯示表、多通道數據采集器、交流電變壓器、24 V電源模塊、直流信號調理模塊、觸摸顯示屏等模塊組成。作業時將拉伸器吊裝到拉伸螺栓上,用螺栓拉體將拉伸螺栓旋緊,位移傳感器指針伸進螺栓拉體孔與拉伸螺栓頭部平面接觸后數字顯示表調零,啟動液壓泵站使液壓壓力值達到工藝要求,對應螺栓拉伸量達到最大值,用專用撥桿將螺母旋緊后并使液壓泵站卸壓,此時,數字顯示表所顯示的值即為螺栓實際拉伸量,同時,測量過程通過數據采集器送入測量裝置。
采用位移數字顯示百分表采集螺栓拉伸量數據進行現場監測,同時通過接口將采集到的數據傳輸到多通道數據采集模塊,然后經CAN總線將數據進行轉換、濾波、放大及調理等處理,送入控制模塊完成數據的通訊輸入、過程顯示、邏輯計算、存儲分析、判斷報誤等測控過程。采用RS-232上傳、下載控制程序或利用USB快速上傳、下載人機畫面程序,使用SD存儲卡進一步擴展數據存儲容量或通過局域網將測試的數據進行上傳數據庫存儲,并以CSV文本格式通過接口上傳到上位計算機上形成數據試驗或分析報告,螺栓拉伸量數據測量裝置組成架構見圖4所示。

圖4 螺栓拉伸量數據測量裝置組成架構
2.6測量軟件
螺栓拉伸量數據測量裝置的人機互動界面顯示系統采用基于C語言語法的宏命令DOPSoft編程軟件進行人機互動程序編寫,實現測試控制及對測量結果的邏輯判斷等功能,編輯軟件DOPSoft支持Windows XP / Vista / 7等操作系統,多路位移數據傳感器與中央控制模塊通過RS-232串口采用RTU模式Modbus總線協議進行通訊,上位計算機采用LabVIEW可視化圖形編程軟件編寫數據分析處理管理系統程序,實現對歷史數據進行查詢統計和分析判斷等功能,人機互動界面程序運行過程原理見圖5.

圖5 人機互動界面程序運行過程原理圖
2.7測量功能
螺栓拉伸量數據測量裝置主要功能由動態拉伸測量、歷史數據查詢、實時曲線分析和幫助使用說明等部分組成,在動態拉伸測量界面可測試3種類型產品、16個部位、實時顯示4組動態測量拉伸值和最大值,通過與預先設置的螺栓拉伸量上限值和下限值數據對比進行分析判斷,做出合格及不合格結論并報警顯示,同時自動生成并存儲測試時間日期、位號、測量值、操作者、試驗類型、試驗結果等數據,避免了人工采集造成的漏檢、誤檢,提高了測量的準確度,螺栓拉伸量數據測量裝置人機界面主界面如圖6。

圖6 螺栓拉伸量數據測量裝置人機界面主界面
2.8數據處理
通過接口將CSV文本存儲格式導出以Excel的文件格式數據存儲在上位計算機上,采用LabVIEW可視化圖形軟件編寫計算機終端的螺栓拉伸量數據分析處理管理軟件,對歷史數據進行查詢統計和分析判斷,根據歷史數據繪制歷史趨勢曲線圖,能直觀反映出拉伸量的變化幅度,并能自動計算出合格數與不合格數數量并自動繪制測試過程拉伸曲線并最終形成數據分析報告,液壓螺栓拉伸量測量數據分析界面見圖7。

圖7 螺栓拉伸量數據測量裝置數據分析界面
2.9現場應用
測量裝置通過庫爾勒等機務段柴油機檢修作業現場實地應用,實現了數字化測量和顯示、測量數據超限判斷、數據存儲分析等,生成測量的時間日期、位號、各表測量值、操作者、試驗類型、試驗結果等數據,按照檢修工藝要求,主軸承和汽缸蓋螺栓緊固后伸長量應為0.65~0.75 mm,HMI界面顯示的數據與位移傳感器檢測的值均在工藝許可范圍內達到了預期的要求,柴油機檢修主軸承螺栓拉伸應用測試見圖8。
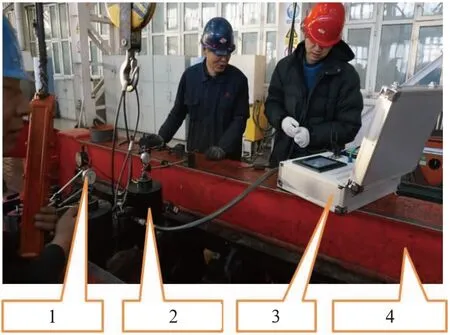

圖8 機務段主軸承螺栓拉伸應用測試
3 結束語
液壓螺栓拉伸量數據測量裝置的應用,實現了主軸承和汽缸蓋螺栓檢修的數字化測量、顯示及超限判斷,通過采用位移傳感測量技術代替傳統機械指針式百分表進行數字化測量螺栓拉伸量,集成傳感器技術、人機交互技術、通訊接口等技術實現被測數據的自動測量、數字顯示、數據存儲、分析判斷等功能,便于操作人員、管理人員等隨時掌握拉伸變化量,避免工作人員疏忽大意造成誤判斷,實現了檢測作業由人控到機控的有效轉變,達到了拉伸檢測作業的規范性、可靠性、高效率的管理,大大提高了螺栓拉伸緊固連接質量,保證了大功率柴油機機車整體檢修水平,同時將檢修數據上傳數據庫,實現了檢修數據信息共享,提高了檢修作業信息化管理水平。
[1]魏克新,趙鋼,等.自動控制綜合應用技術[M]. 北京:機械工業出版社,2008.
[2]中達電通股份有限公司, DOP-B人機界面使用手冊[Z].
[3]雷振山,魏麗,趙晨光,等.LabVIEW高級編程與虛擬儀器工程應用[M].北京:中國鐵道出版社,2013.
[4]烏魯木齊鐵路局科學技術研究所.數字式螺栓拉伸測量裝置研制報告[R].2015.
Hydraulic Bolt Drawing Value Data Measurement Method Research
TIANYong
(Urumqi Railway Administration Institute of Science and Technology, Urumqi 830011 Xinjiang, China)
The traditional hydraulic bolt tensile data measurement methods mainly adopts the traditional mechanical pointer type dial indicator,this by artificial monitoring manual record data mode of operation, there is a man-made misreading and many uncertain factors,directly affect the quality of the bolt fastening and the overall performance of the equipment. The new type of hydraulic bolt tensile data using amount of tensile collected displacement sensor signal measurement, through the digital dial indicator real-time display bolt tensile measurement data, at the same time will be collected by multichannel data acquisition system conversion module via RS232 serial interface to transmit data to industrial touch screen controller, multi-channel data collected for internal logic operations, judgment, analysis and reporting errors, and the measured data will be automatically stored file and upload form, for the inspection and management personnel for data verification and problem analysis.
bolt on tensile strength; displacement transducer; industrial touch screen; measurements
1008-7842 (2016) 04-0024-04
男,高級工程師(
2016-04-13)
U262.29
Adoi:10.3969/j.issn.1008-7842.2016.04.06
猜你喜歡
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
故事大王(2016年7期)2016-09-22 17:30:08
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
兒童故事畫報(2013年3期)2013-06-24 05:40:30