礦用液壓支架深盲孔缸在普通車床上的鏜孔修復(fù)工藝研究與實踐
2016-11-02 02:45:10何全茂商順強
制造技術(shù)與機床 2016年10期
關(guān)鍵詞:工藝
何全茂 商順強
(河南工業(yè)和信息化職業(yè)學院,河南 焦作 454003)
?
礦用液壓支架深盲孔缸在普通車床上的鏜孔修復(fù)工藝研究與實踐
何全茂商順強
(河南工業(yè)和信息化職業(yè)學院,河南 焦作 454003)
礦用液壓支架缸多為大型液壓缸(孔徑往往在φ350~500 mm及以上),因其購置成本較高,所以對損壞缸的修復(fù)具有很高的經(jīng)濟價值。而鏜缸是修復(fù)過程中必不可少的一道關(guān)鍵工序。但利用普通的鏜削工藝難以完成對深盲孔的鏜削加工。闡述了利用一種特制專用鏜桿、刀架,運用特殊的缸體和鏜桿定位方式并配以一些輔助裝置,在普通車床上使缸體轉(zhuǎn)動、鏜刀在固定鏜桿上移動進行鏜削加工的新工藝方法。經(jīng)實踐獲得了良好的鏜孔效果,不僅為修缸合作企業(yè)帶來了可觀的經(jīng)濟效益,同時也體現(xiàn)了修舊利廢的良好社會價值。
礦用;深盲孔缸;鏜孔;修復(fù)工藝;研究;實踐
1 問題的提出
礦用液壓支架缸多為大型液壓缸(孔徑往往在φ350~500 mm及以上),因其購置成本較高,所以對損壞缸的修復(fù)具有很高的經(jīng)濟價值(修復(fù)費用一般為購買新缸費用的一半以下),尤其對當前嚴峻的煤炭經(jīng)濟形勢其價值顯得更加突出。液壓缸的修復(fù)無論采用加大內(nèi)徑的去缺陷修復(fù)、還是縮頸修復(fù)等,均少不了鏜孔的工藝過程。由于缸底的存在,使缸內(nèi)腔形成了深盲孔。深盲孔的鏜削存在很大的困難,主要原因在于鏜桿在懸臂布置的情況下難以保證足夠的剛度,這將引起“讓刀”現(xiàn)象和振動。前者導(dǎo)致被鏜孔出現(xiàn)錐度,即“喇叭口”形狀,后者導(dǎo)致被鏜孔表面粗糙度變差及刀具損傷。總之,鏜孔精度和表面質(zhì)量難以保證。為解決上述問題,常常采用割掉缸底實施通孔鏜削,孔鏜好后再焊上缸底。但此法亦存在諸多問題,一方面難免會引起焊接變形(嚴重時需局部修復(fù)),另一方面增加了維修工作量,再者也多不被用戶所接受。因此迫切需要找到一種理想的深盲孔缸鏜削修復(fù)方法。在普通車床上配置專用鏜桿鏜削修復(fù)深盲孔缸的方法較好地解決了上述問題。
2 鏜孔的工藝過程
2.1鏜孔前的準備
①鉆缸底外端部和內(nèi)端部中心孔。缸底外端部中心孔的作用是鏜孔時通過車床主軸上安裝的頂尖對缸體的頂壓作用保證缸體與機床主軸同心,內(nèi)端部中心孔的作用是通過與鏜桿外伸端的頂尖接合保證鏜桿的穩(wěn)定性,同時兩頂尖相互配合實現(xiàn)被鏜缸體軸向雙向定位。值得注意是,內(nèi)外中心孔必須同軸且以內(nèi)孔表面為定位基面(即以孔軸心線為定位基準)。此要求應(yīng)由專用工裝來保證,在此不作詳述;②車削加工缸體外壁定位面。以內(nèi)孔表面為定位基面在靠近缸口的適當位置進行缸體外壁定位面加工,作用是方便通過支撐中心架配合頂尖頂壓對缸體進行可靠定位;③進行缸體內(nèi)孔損傷表面的預(yù)修復(fù)處理。根據(jù)缸體具體損壞情況,選擇合適的預(yù)修復(fù)方法對缸體內(nèi)孔損傷表面實施修復(fù)。之所以將預(yù)修復(fù)放在鉆中心孔和車外壁定位面之后,是因為預(yù)修復(fù)一般會造成內(nèi)孔表面(定位基面)形狀改變,不便鉆中心孔和車外壁定位面。
2.2裝夾工件及鏜孔
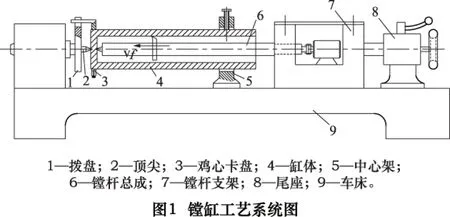
按要求對工件進行裝夾,并實施鏜孔。鏜孔時被鏜缸體隨車床主軸一同轉(zhuǎn)動,而鏜刀沿固定鏜桿的軸線移動,見圖1。鏜孔時的對刀采用傳統(tǒng)的試切法,切削速度通過車床控制手柄手動控制,走刀速度和行程由交流伺服電動機通過編程控制完成。
3 鏜孔的工藝系統(tǒng)
如圖1所示,鏜孔的工藝系統(tǒng)由撥盤1、頂尖2、雞心卡盤3、被鏜缸體4、支撐中心架5、鏜桿總成6、鏜桿支架7、尾座8和車床9組成。裝在主軸上的頂尖、鏜桿左端部頂尖和支撐中心架起到對缸體的定位作用,并且尾座應(yīng)緊頂鏜桿支撐架,實現(xiàn)軸向夾緊。
4 鏜桿的結(jié)構(gòu)原理
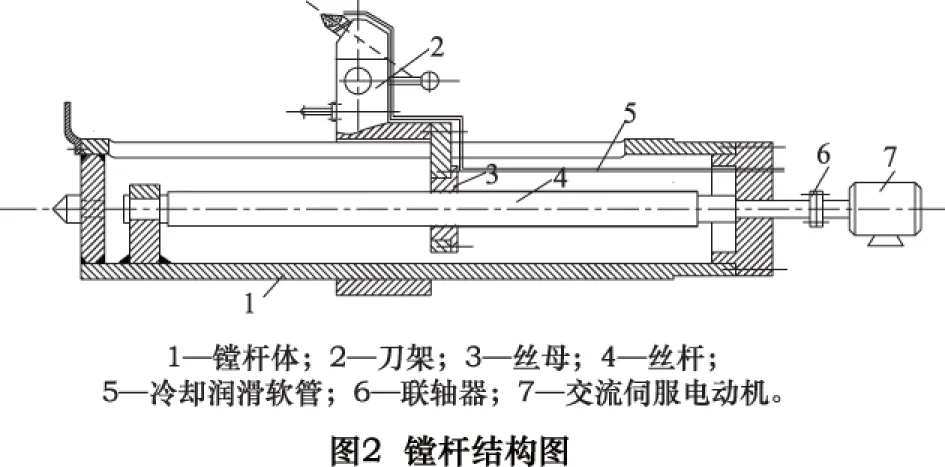
本工藝的實施,關(guān)鍵之處在于較為特殊的鏜桿結(jié)構(gòu),如圖2所示。鏜桿由鏜桿體1、刀架2、絲母3、絲桿4、可自卷冷卻潤滑軟管5、聯(lián)軸器6、交流伺服電動機7等組成。鏜孔時,在交流伺服電動機的驅(qū)動下,絲桿2轉(zhuǎn)動,絲母3沿絲桿軸線向左移動,帶動與之相連的刀架4向左移動,實施鏜削。走刀結(jié)束后,將鏜刀移離切削面,再由電動機的反轉(zhuǎn)將鏜刀快速移回缸口,再實施第二次走刀……直至切削完成。
5 鏜刀的退刀原理
如前所述,當鏜削走刀結(jié)束,需先將鏜刀退到離開切削面的位置上,然后再將鏜刀移至缸口,否則會因為刀具和已加工表面滑擦而引起缸內(nèi)表面劃傷及刀具磨損。而此加工方法使得鏜桿無法實現(xiàn)徑向移動,亦即不能靠徑向移動鏜桿的方法實現(xiàn)退刀,只能通過改變鏜刀本身的位置實現(xiàn)退刀。但鏜削走刀完成后,刀具位于缸底位置,退刀動作難以完成。若采用液壓系統(tǒng)控制,一方面使得工藝系統(tǒng)過于復(fù)雜,另一方面鏜桿必須有較大的直徑保證其剛度,這也使得鏜桿和缸孔之間沒有足夠的空間安裝液壓執(zhí)行件。為解決這一難題,筆者通過對多個方案的研究、試驗和比較,最終確立了如圖3所示的特殊刀架結(jié)構(gòu),其由差動調(diào)刀裝置1、刀桿2、銷軸3、退刀手柄4、滑套5、頂桿6、定位彈銷7、限位擋板8組成。工作原理如下:在鏜削開始時,首先要采用試切法對刀,當試切到一定深度時即要退刀,此退刀過程利用人工驅(qū)動退刀手柄4的逆時針擺動去完成。當鏜刀鏜削到缸底位置時,依靠頂桿6與限位擋板8的接觸推動刀桿2逆時針擺動自動完成退刀。
需要說明的是:①此刀架只能在缸底和缸口處實現(xiàn)退刀。而事實上,在鏜削過程中的其他位置則無需退刀,除非遇到“打刀”的特殊情況,但此情況下直接退刀對已加工表面已不構(gòu)成損傷。②為保證鏜削過程中刀桿不會出現(xiàn)逆時針擺動,應(yīng)使Ff·H>Fp·L。因Fp≈(0.15~0.7)Fc、Ff≈(0.10~0.6)Fc,所以應(yīng)使H>1.5L;③為保證刀桿在切削過程中的穩(wěn)定性,銷軸3做成了錐形結(jié)構(gòu)(從圖看前端為大端、后端為小端),這樣在主切削力Fc(方向垂直圖面向外)的作用下,銷軸與刀桿配合越來越緊。同時,刀桿下端做成左薄右厚的楔形結(jié)構(gòu)(從圖看前表面與銷軸軸線垂直,后表面與銷軸軸線傾斜),這樣,在刀桿順時針擺動的過程中,刀桿下端傾斜表面與滑套5上刀桿安裝槽側(cè)面之間越擠越緊;④退刀過程中刀的擺動應(yīng)慢,缸底退刀速度由電動機調(diào)速自動控制、缸口處退刀速度由人工手動控制。

6 本鏜孔工藝的特點
歸納起來,本鏜孔工藝具有如下特點:①本方法適合中小批量的缸體鏜修;②不需要專用的鏜缸設(shè)備,鏜修投入較小;③可較好地保證鏜孔精度。特殊的工藝系統(tǒng)使得鏜削時鏜桿和缸體之間的整體性較好,切削力可視為“內(nèi)力”,再加上缸體和鏜桿均有較大的剛度,“讓刀”現(xiàn)象可忽略不計。再者,當重力作用下剛度相對薄弱的車床主軸頂尖下沉時,缸體和鏜桿同步下沉,對鏜孔精度幾乎無影響;④此工藝中,工件的裝卸需要較長的軸向尺寸,故所選車床床身長度應(yīng)滿足工件裝卸要求。當車床床身長度不能滿足要求時,亦可對床身進行加長處理。但為保證鏜孔精度,鏜孔時必須使鏜桿支架位于原床身之上;⑤為最大限度地提高鏜桿系統(tǒng)剛度,一方面應(yīng)根據(jù)被鏜缸直徑確立較大的鏜桿直徑,另一方面應(yīng)根據(jù)被鏜缸孔深確立盡可能短的鏜桿長度。所以,一種規(guī)格的鏜桿原則上只鏜一種規(guī)格的缸,即鏜桿缺乏良好的通用性。當用一種規(guī)格的鏜桿鏜不同規(guī)格的缸時,應(yīng)配做專用的刀桿。配做刀桿應(yīng)保證嚴格的長度,因鏜孔時只能通過差動調(diào)刀裝置實現(xiàn)徑向進給,可調(diào)量一般不超過2 mm(鏜缸時加工余量一般不超過1 mm)。
7 結(jié)語
此工藝經(jīng)在修缸合作企業(yè)的應(yīng)用證明,無論在鏜孔精度,還是在鏜孔效率方面均取得了良好的效果。對經(jīng)過鏜孔加工修復(fù),再經(jīng)珩磨光整加工后的缸孔內(nèi)表面進行檢驗,其形狀和尺寸精度以及表面質(zhì)量均能達到設(shè)計圖紙的要求。并且鏜孔效率也得到了修缸合作企業(yè)的認可。加之本鏜缸修復(fù)工藝無需切掉缸底,更獲得了液壓缸用戶的高度認可。本鏜孔工藝已為修缸合作企業(yè)帶來了可觀的經(jīng)濟效益,同時也體現(xiàn)了修舊利廢的良好社會價值。
如果您想發(fā)表對本文的看法,請將文章編號填入讀者意見調(diào)查表中的相應(yīng)位置。
Boring repair technology research and practice of mine hydraulic support deep blind hole cylinder on ordinary lathe
HE Quanmao, SHANG Shunqiang
(Henan College of Industry and Information Technology,Jiaozuo 454003, CHN)
Mine hydraulic support cylinders are mostly large hydraulic cylinders (aperture often 350~500 mm or above), because of its high acquisition costs, so the repair of damaged cylinder has high economic value. Cylinder boring and repair process is an essential process. But conventional boring process is difficult to complete the drilling of deep blind hole cutting processing. This paper describes a new cutting process for boring machining to make the cylinder rotated and boring tool move at a fixed boring bar with specially dedicated boring bars, tool holder, targeting used special cylinder and boring bar with some auxiliary device, on the ordinary lathe. The practice has a good boring effect, not only brings considerable economic benefits to repair the tank for cooperative enterprise, but also reflects good social values of repair.
mining; deep blind hole cylinder; boring; repair technology; research; practice
TB559
A
10.19287/j.cnki.1005-2402.2016.10.025
何全茂,男,1960年生,副教授,機械工程系主任,現(xiàn)主要從事機械工程技術(shù)的教學與科研工作。
(編輯孫德茂)
2016-06-07)
161029
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
