Ti-46Al合金微小孔電火花-電解復合加工工藝研究*
2016-11-02 02:44:55黃紹服邵駿靈孫倫業朱延松
制造技術與機床 2016年10期
黃紹服 邵駿靈 李 君 孫倫業 朱延松
(安徽理工大學機械工程學院,安徽 淮南 232001)
?
Ti-46Al合金微小孔電火花-電解復合加工工藝研究*
黃紹服邵駿靈李君孫倫業朱延松
(安徽理工大學機械工程學院,安徽 淮南 232001)
應用電火花-電解復合加工方法,在Ti-46Al合金試件上進行電火花-電解復合加工小孔試驗,研究峰值電流、脈沖寬度對小孔出、入口直徑、小孔擴孔量、表面再鑄層覆蓋范圍的影響規律。通過選擇合適的電火花電規準及電解加工等工藝參數,能夠獲得加工質量較好、無再鑄層的小孔。
電火花-電解復加工;Ti-46Al;微小孔
隨著科學技術和工業制造水平的高速發展,微小孔在航空航天、國防、機械、儀器儀表、電子工業等領域的應用越發廣泛,各加工領域對微小孔內壁的表面質量、尺寸精度的要求不斷提高[1]。Ti-Al合金材料由于其良好的性能,在高壓壓氣機導向葉片、渦輪增壓器轉子、壓縮機殼體、排氣閥座等發動機部件都有著良好的應用[2],它是航空航天領域能夠取代Ni基高溫合金的材料之一[3],它還成為了汽車發動機排氣閥比較可靠的替代材料[4]。
但應用電火花在Ti-Al合金上加工小孔,加工表面有再鑄層;激光加工同樣會在小孔表面留下再鑄層;機械鉆孔時,小孔出口端會形成毛刺[5]。在難加工材料上進行小孔加工時,采用電火花-電解復合加工工藝,可以綜合電火花及電解加工各自的優點[6]。
本文應用電火花-電解復合加工方法進行在Ti-46Al合金上進行微小孔加工試驗,研究峰值電流、脈沖寬度對小孔出、入口直徑、小孔擴孔量、表面再鑄層覆蓋范圍的影響規律。
1 試驗裝置
如圖1所示為試驗裝置示意圖,試驗裝置由電火花加工脈沖電源、電解加工直流電源、電火花加工工作液循環系統及電解液循環系統等組成。
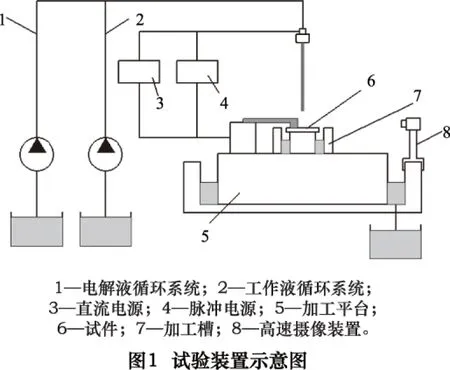
加工時,首先打開電火花工作液循環系統,接通電火花加工脈沖電源進行電火花打孔加工,電火花打孔結束后,關閉電火花加工電源及工作液循環系統,打開電解加工電解液循環系統,接通電解加工電源,進行原位電解加工。
2 加工參數
電火花打孔加工參數見表1,電解加工參數見表2。
表1電火花打孔加工參數

加工參數預設值峰值電流/A2/4/6脈沖寬度/μs50/70/100/150工作液自來水工作液壓力/MPa4
表2電解加工主要加工參數
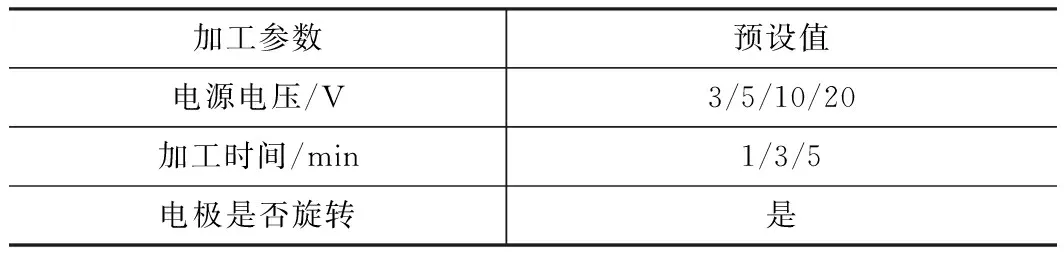
加工參數預設值電源電壓/V3/5/10/20加工時間/min1/3/5電極是否旋轉是
3 試驗結果分析與討論
3.1電火花打孔加工參數對小孔出入口直徑的影響
如圖2所示,電火花打孔后,小孔的出入口直徑之間存在一定的差值,小孔的入口直徑通常略大于出口直徑。
如圖3所示為不同電火花加工參數下小孔的出入口直徑差變化趨勢圖。
從圖3中可以看出,小孔的出入口直徑差值隨電火花打孔加工峰值電流的增加而增大;相同峰值電流水平下,小孔直徑差值隨脈沖寬度的增加而增大。
3.2電火花打孔加工參數對小孔擴孔量的影響
圖4所示為電火花打孔后小孔的擴孔量。圖中可以看出,在相同峰值電流下,隨著脈沖寬度的增加,小孔的擴孔量呈增大趨勢;相同脈沖寬度條件下,隨著峰值電流的增加,小孔的擴孔量總體增大。總的來說,隨著機床峰值電流和脈沖寬度的增大,小孔的擴孔量會越來越大,但脈沖寬度對小孔尺寸偏差的影響更為明顯。


3.3電火花打孔加工參數對再鑄層覆蓋寬度的影響
如圖5所示為電火花加工后小孔再鑄層覆蓋區域及外部形貌圖。
如圖6所示為不同電火花加工參數下小孔表面再鑄層平均覆蓋范圍。圖6中可以看出,電火花打孔后留在小孔表面的再鑄層覆蓋范圍隨加工峰值電流的增加而增大,相同峰值電流下,再鑄層寬度隨脈沖寬度的增加而增大。


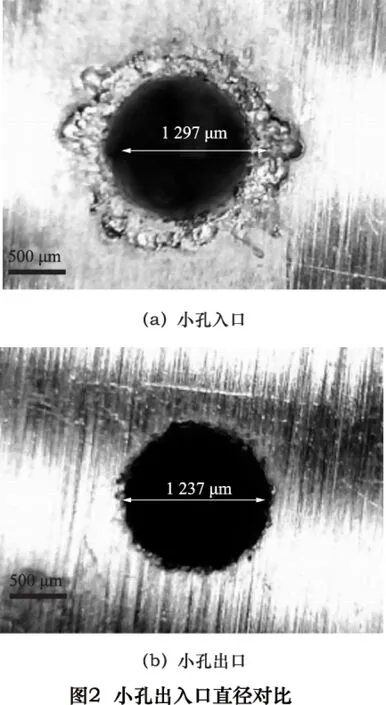
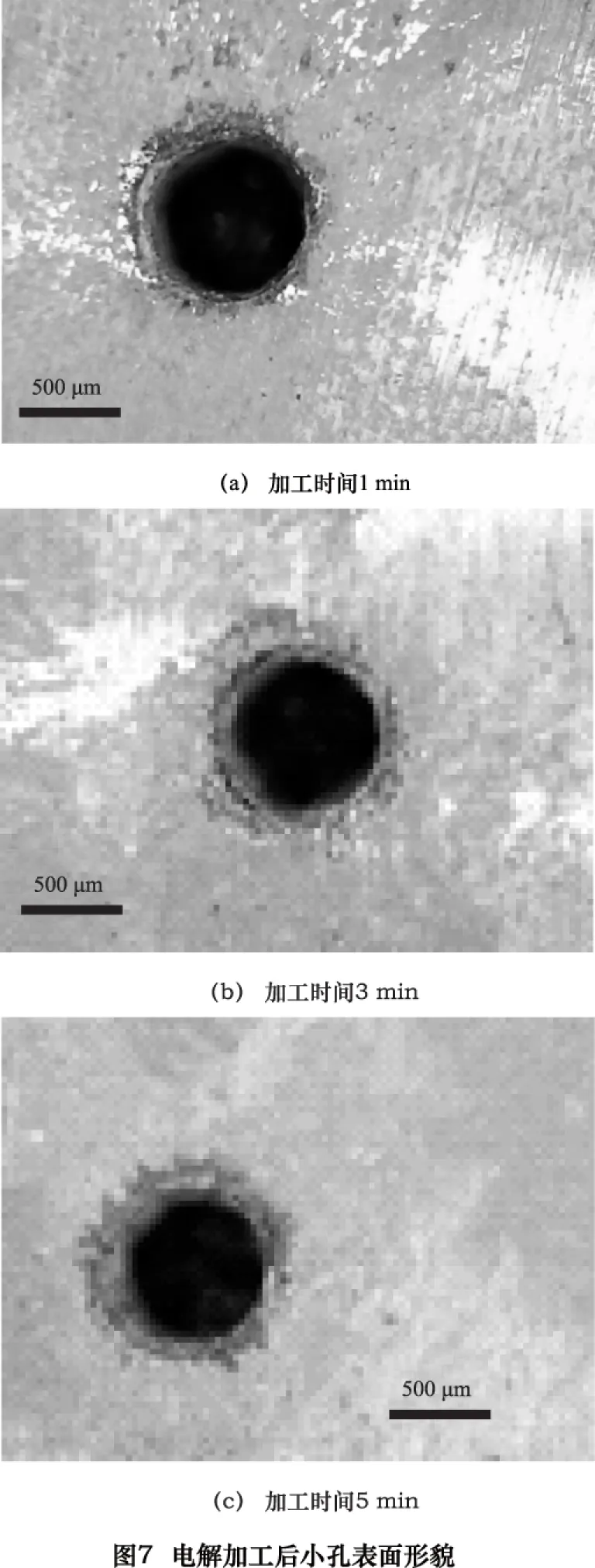
3.4電解加工對小孔表面的影響
在電火花加工結束后,在原位對小孔進行電解加工,電解加工后小孔表面形貌如圖7所示。從圖7可以看出,電解加工可以去除電火花打孔后留下的加工表面再鑄層,但小孔直徑有所增大。
4 結論
(1)電火花-電解的復合加工工藝可以去除小孔表面再鑄層,提高小孔的表面質量。
(2)電火花打孔時,小孔出入口直徑差值及擴孔量隨加工電流脈沖寬度和峰值電流的增加而增大。
(3)電火花打孔后。小孔表面再鑄層覆蓋范圍隨加工電流峰值的增加而增大,相同峰值電流下,再鑄層覆蓋范圍隨脈沖寬度的增加而增大。
[1]應人龍,曾莉群,顧大強.微小孔加工技術綜述[J].機床與液壓,2008,36(6):144-148.
[2]彭超群,黃佝云,賀躍輝.TiAl合金設計與成形方法[J].粉末冶金技術,2001,19(5):297-302.
[3]江治國,馬穎澈,陳皮,等.添加Nb對Ti48Al0.7B合金組織和力學性能的影響[J].金屬學報,2007,43(5):482-486.
[4]孔凡,董孟環.Ti47Al1.2Ce合金顯微組織及稀土相[J].中國稀土學報,2002,20(1):72-73.
[5]李樹俠,樸松花.γ-TiAl合金的切削加工工藝[J].飛航導彈,2010(2):88-91.
[6]諸躍進.電解電火花復合加工深孔試驗研究[J].電加工與模具,2012(6):47-50.
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
Research on EDM-ECM combined machining micro holes on Ti-46Al
HUANG Shaofu, SHAO Junling, LI jun, SUN lunye, ZHU Yansong
(College of Mechanical Engineering,Anhui University of Science and Technology,Huainan 232001,CHN)
EDM-ECM combined machining method is used to drill the micro holes on the Ti-46Al alloy. The effect from different processing parameters to the outlet and inlet diameters of the micro holes,and the cover range of the recast layer are analyzed. The micro holes with the better surface quality and without recast layer of the micro holes are gained by selecting the suitable processing parameters of the ECM-EDM combined machining.
EDM-ECM combined machining; Ti-46Al: micro holes
TG66
A
10.19287/j.cnki.1005-2402.2016.10.002
黃紹服,男,1974年生,博士,副教授,碩士生導師,研究方向為非傳統加工技術,已發表論文20余篇。
?揚)(
2016-06-07)
161006
*國家自然科學基金資助項目(51505003);安徽省自然科學基金資助項目(1508085QE94、1608085ME89)
