起重機械軌道測量裝置及檢測方法的研究
2016-11-03 10:09:21杰杭
中國特種設備安全 2016年9期
余 杰杭 杰
(1.上海交通大學 上海 200240)
(2.上海市特種設備監督檢驗技術研究院 上海 200333)
起重機械軌道測量裝置及檢測方法的研究
余 杰1,2杭 杰2
(1.上海交通大學 上海 200240)
(2.上海市特種設備監督檢驗技術研究院 上海 200333)
起重機械軌道是保證起重機械安全運行的重要條件。目前的軌道檢測方法,精度較低,安全性差,無法滿足各類工況的檢測要求。為解決檢測中出現的問題,本文提出一種起重機軌道檢測方法,以準直激光束為基準直線,由機械小車配備光斑位置探測裝置于軌道上行走并測量各檢測點的偏差數值。本文介紹了檢測原理、實施方式并分析了算法,對裝置樣機多次試驗,數據對比,評估其測試精度,并得出了此檢測裝置具有較強實用性的結論。
起重機 軌道檢測 激光準直 檢測裝置
起重機械應用廣泛,在各行各業特別是工業生產中具有不可或缺的作用。當起重機工作一段時間或者經常處于重載工況時,起重機的大小車軌道就極有可能產生變形,產生啃軌現象,極大威脅起重機安全運行,嚴重時使起重機失穩脫軌造成安全事故。因此定期對軌道進行檢測是必不可少的安全保障。
軌道的重要技術指標有雙軌道同截面高度差、軌距、單軌直線度等。目前,工程中多數運用鋼卷尺、塔尺、激光經緯儀、全站儀等測量設備。全站儀檢測精度高,但其位置固定,受檢測環境影響較大,而其他常規檢測手段測量精度低、勞動強度高、安全性能差。
本文提出一種起重機軌道檢測方法,以準直激光束為基準直線,由機械小車配備光斑位置探測裝置于軌道上行走并測量各檢測點的偏差數值,是一種具有較高精度,實現自動化檢測及在線分析的檢測裝置和方法。
1 測量思路方案及裝置設計
1.1 測量思路
圖1中,x軸、y軸和z軸分別代表了激光束方向及水平、垂直方向,帶有光屏的小車運行于軌道上,攝像頭記錄光屏上的光斑圖片,并傳輸至圖像處理軟件提取光斑中心,換算為相對于小車上光屏中心的位移,此相對位移為軌道相對于基準的偏差值。在小車從動輪上配置光柵編碼器,如果主動輪發生打滑現象,從動輪仍能較準確記錄行走的導軌距離,光柵編碼器記錄從動車輪轉角,并轉換為小車走過的路程。
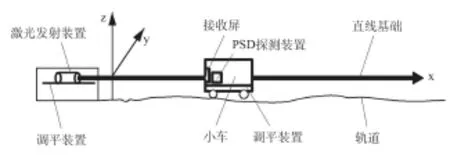
圖1 軌道測量示意
因為兩根軌道不是同時測量,所以要將檢測數據統一到一個世界坐標系中。2根軌道之間的坐標關系,利用測量2軌道之間的跨度變化和高低差變化,可以求得2個基準之間的差,再經軟件計算,把2個坐標系統一到一個坐標(世界坐標系)下,然后就可以求出2根軌道的各項偏差值。
如圖2所示,世界坐標系中的兩條測量曲線。
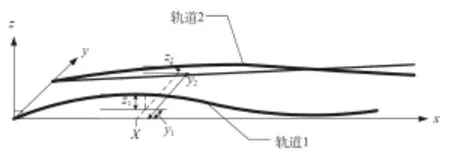
圖2 同一世界坐標系下的測量曲線
在x=X時,從圖2中可知:軌道1上對應點的坐標為(X, y1, z1),軌道2上對應點的坐標為(X, y2,z2),則在x=X處的各偏差項:
兩軌跨度偏差:

兩軌的高度偏差:

單軌垂直面內的彎曲偏差(Vertical):

單軌水平面內的彎曲偏差(Horizontal):

其中,S為理論跨度值。如此可得出軌道偏差曲線,圖3中,獲得被測軌道的直線度誤差的方法是:根據對已知的y軸及z軸方向求兩軸各自的最小包容線。
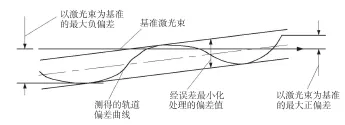
圖3 軌道曲線最小包容區域法
軌道上頂面的曲線與理論高度的偏差就可以通過被測軌道直線度的最小誤差,及x軸(激光束基準)與最小包容線的中心線之間夾角來求得。
1.2 裝置設計
軌道檢測裝置由測量小車、激光發射裝置、計算機及無線通信設備組成。激光由激光發射裝置發出,打在小車的接收光屏上,由小車上視頻采集攝像設備記錄光斑圖片并發送回PC機通過軟件計算出相應軌道點的彎曲偏差,機上的應用軟件通過無線藍牙通信設備與小車通信,從而控制小車前進后退等動作,圖4為測量系統框圖。
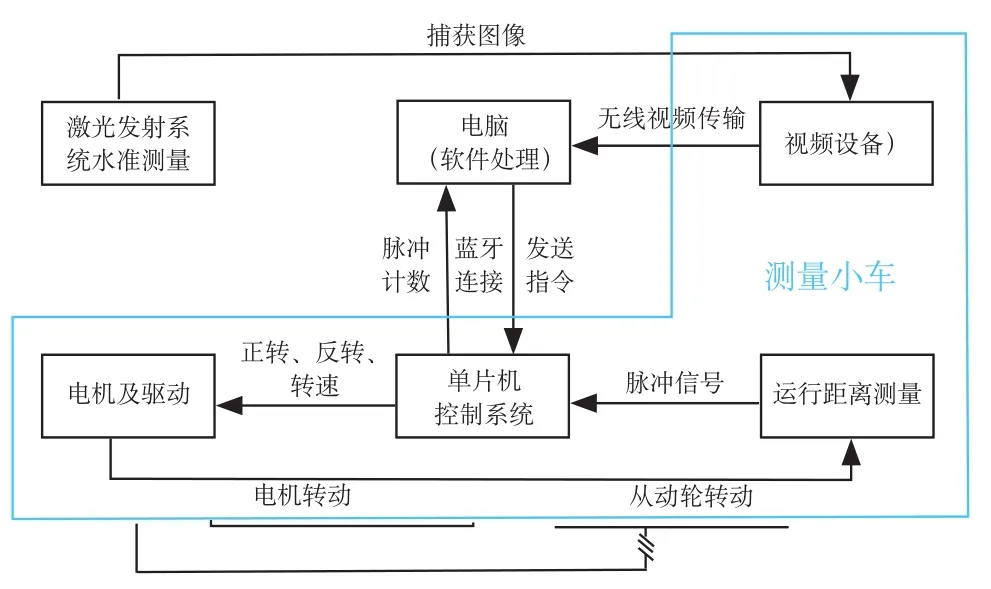
圖4 測量系統框圖
測量小車在軌道上行駛,是軌道檢測的主要部件,配置電機、減速器、夾緊軌道裝置、光柵編碼器、光屏、攝像頭、充電電池、無線數據傳輸及電機控制單片機系統等。要求運行平穩,盡可能避免振動,整體重心盡可能低于導軌頂面,且位于軌道的中軸線附近。小車設置夾緊軌道裝置通過導向輪夾緊軌道側面以保持小車平穩姿勢,并有彈簧施力機構讓導向輪具有伸縮性,便于小車通過軌道接頭部位以及軌道不平整處。小車行走距離由編碼器測量,則x軸方向上的位移量即為編碼器所測數據。
激光發射裝置的作用是發射準直激光線,激光發生器產生的激光要求在100m范圍內能夠在光屏上形成穩定的近似圓形光斑。通過對比,選擇采用功率為70MW的綠色激光發射器,其發射激光能夠滿足要求且較穩定。水平氣泡選用的是誤差為4′,即激光發射管在100m情況下能夠保持±1mm的誤差精度,并在旋轉時保持同軸旋轉。通過專業調試裝置進行水平氣泡的安裝和同軸度調節,以保證激光發射裝置產生水平激光束,圖5為激光發射裝置主要組成。
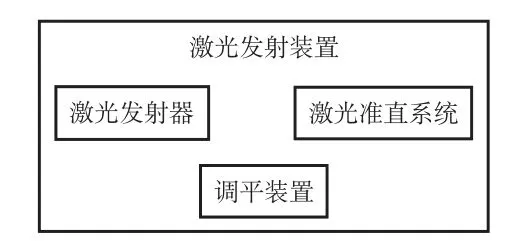
圖5 激光發射裝置主要組成
單片機系統是測量系統中的核心部分,負責接收測距反饋的脈沖信號,同時也接受電腦軟件由藍牙發送的前后運動及車速指令;測距系統通過光柵編碼器將脈沖信號由單片機模塊發送給電腦;視頻系統由透明PVC材質的屏及視頻采集攝像設備組成。采用VB.net編寫軟件系統界面,軟件可以將單片機系統在測距時接受到的脈沖信號的計數接收下來(根據檢測要求不低于5點/m),軟件設計具有校正功能,保持檢測小車在x軸方向上的準確性,校正小車從動輪編碼器行走與實際行走的距離偏差,同時軟件通過藍牙能控制車速、方向。無線攝像頭將記錄的光斑圖像發送至計算機,計算光斑中心,隨后由光斑中心坐標連接生成軌道偏差曲線,分析曲線,從而得知測得的某段軌道最大偏差所在位置。
攝像頭采集的光斑圖像傳輸至電腦,運用軟件MATLAB的相關函數進行離線分析處理,MATLAB在數值計算方面具有強大功能,在圖像處理領域運用廣泛。
2 兩坐標統一的實現
兩條軌道坐標系的統一,是該測量方案中的技術難點,在測量中實現步驟如下:
首先建立世界坐標系WCS:以軌道1的準直激光基準為x軸,調整激光發射器a水平及轉角調節裝置,使其發射的激光線保持水平并在小車光屏中心線上,并在水平面內取y軸,以右手定則確定z軸;
然后在軌道2上放置激光發射器b,同時將激光發射器a旋轉90°,使激光發射器b側平面與激光發射器a互相垂直,記錄激光發射器b側面光斑中心與激光發射器a的垂直距離,此距離作為軌道2與軌道1坐標高差,同時測量激光發射器a軸心與激光發射器b軸心之距;
最后在軌道2上放置激光發射器b和測量小車,調整激光發射器b水平及轉角調節裝置,使其發射的激光線保持水平并在小車光屏中心線上,這樣軌道2的局部坐標系LCS2也已建立起來。
當滿足上述條件后,實現的基本思路就是利用已知的世界坐標系WCS,調整激光系統b,使建立的軌道2的局部坐標系LCS2是平行于世界坐標系WCS的。
3 光斑中心計算
3.1 光斑中心提取
激光束光斑中心位置探測,影響著整個軌道檢測的精度。對小車上無線攝像頭傳輸至電腦的光斑圖像進行圖像二值化處理,采用了兩種方法,一是選取平均中值與灰度最大值,平均中值是由軟件MATLAB中的graythresh函數得出,此函數可根據背景的不同,自動調整圖片合適閾值。然后按照25%與75%的歸一值設定閾值;二是直接設置手工進行設定的閥值,隨著小車運行圖片亮度變化,當提取光斑形狀有偏差時人工調整閥值大小以保證光斑形狀減少誤差。其中第二種方法便于及時調整閾值以獲得反映光斑幾何特征的灰度圖像。
3.2 除去噪聲
實驗中獲取的圖像會因受到某些干擾而含有噪聲。噪聲會造成測試精度降低,因此需要采取一些辦法來去除噪聲。
試驗中為了除去噪聲,使用相關函數,首先選用函數bwlabel,bwlabel是軟件MATLAB圖像處理工具箱中用來標注二進制圖像中已連接部分的函數,在這里用于定位光斑與背景的連通區域。再采用函數regionprops,此函數也是MATLAB中的函數,可度量圖像區域屬性,用于統計顯示被標記區域的面積分布、區域總數,通過regionprops在bwlabel標注出的連通區域尋找出噪聲區,然后將其清零。一般認為噪聲區域小于光斑區域,選取面積最大的區域后,將其他區域置零則可達到去噪的目的。當所提取光斑面積不是最大面積時,需通過人工設置閥值或者采用特征提取等數據處理方法。
3.3 圓擬合原理及圓心計算
經過去噪后將所得光斑灰度圖像分別通過重心法和圓擬合法尋找光斑中心,通過不斷試驗比對,當測量小車距離激光發射裝置較遠時,光屏上的光斑不為對稱圖像,這時重心法計算誤差較大,圓擬合法在提取光斑中心精度高于重心法。
圖6 經過去噪后光斑二值圖像
隨后為了獲得擬合圓,需運用regionprops函數得出相關參數確定出某個正多邊形,而當一個正多邊形的邊數相當大時,就接近正圓形,如此得出的正圓形并將其擬合,正多邊形邊數越大,擬合越精確。
為了確定擬合圓(光斑)的圓心坐標和半徑,需要在所擬合的圓上任取三點。程序如下:
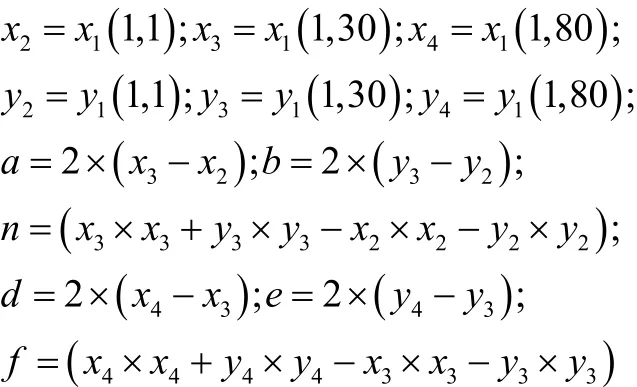
擬合圓圓心坐標:

擬合圓半徑:

在測試中,由于攝像頭拍攝的圖片會產生一定的變形。因此采用二次函數去估計圖像擬合圓中心與接收光屏上實際中心,再補償圖像中心偏差,這樣光斑中心計算與實際中心誤差較小。
4 誤差分析
在試驗初期,曾用紅色激光作為激光發射裝置光源,由于其激光功率較小,試驗中發現直線距離超過50m后存在著光斑漂移現象,并且光斑形狀不是圓狀,不利于光斑中心識別,因此改為采用功率較大光斑漂移較小的綠光作為首選光源,盡可能保證光斑形狀為圓形,以減少光斑中心識別誤差。
測量小車運行中不可避免出現的隨機振動而對測量造成誤差,采用小車往返多次求平均的方法抵消隨機偏差,并盡量使其在無接頭的軌道段內運行以減少測量誤差。測量小車選擇慢速行駛以減小測距系統與光斑圖片傳輸至計算機時間差產生的軌道軸向誤差,另外測量采樣率也盡可能降低。
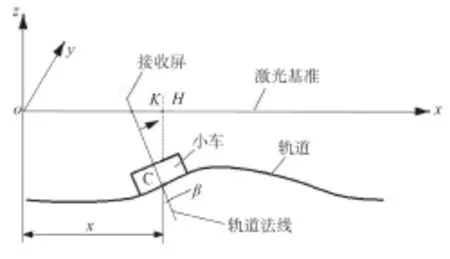
圖7 誤差分析示意圖
設由軌道彎曲造成的接收屏傾斜角度為β,其引起的絕對誤差ε為:

由于起重機軌道曲線是連續高階可導,所以傾斜角β極小,其本身數量級為10-3rad,求得絕對誤差ε 為10-5mm量級,根據國家標準GB/T 10183—2010規定,起重機軌道每2m內的彎曲極限偏差小于2mm,因此該絕對誤差ε可忽略不計。此情況適用于軌道水平方向彎曲造成的同類誤差。由于軌道高階可導,可采用正弦曲線模擬計算實際軌道,見式(6)。

由圖7中,檢測裝置由傾斜角β而引起的垂直平面彎曲偏差:

起重機軌道測量的極限偏差為10mm,為了得出該測量方法的原理誤差,運用仿真計算得出次測量方法原理誤差有效值僅為3.50×10-5mm,僅在10-5mm量級,因此其原理精度可以保證。
5 軌道測量裝置現場試驗數據分析
軌道檢測裝置研制完畢后,選取普通門式起重機的軌道進行軌道測量。同時使用傳統的全站儀檢測方法測量軌道,并將兩種檢測方法測量出的數據進行比對,比對結果見表1。
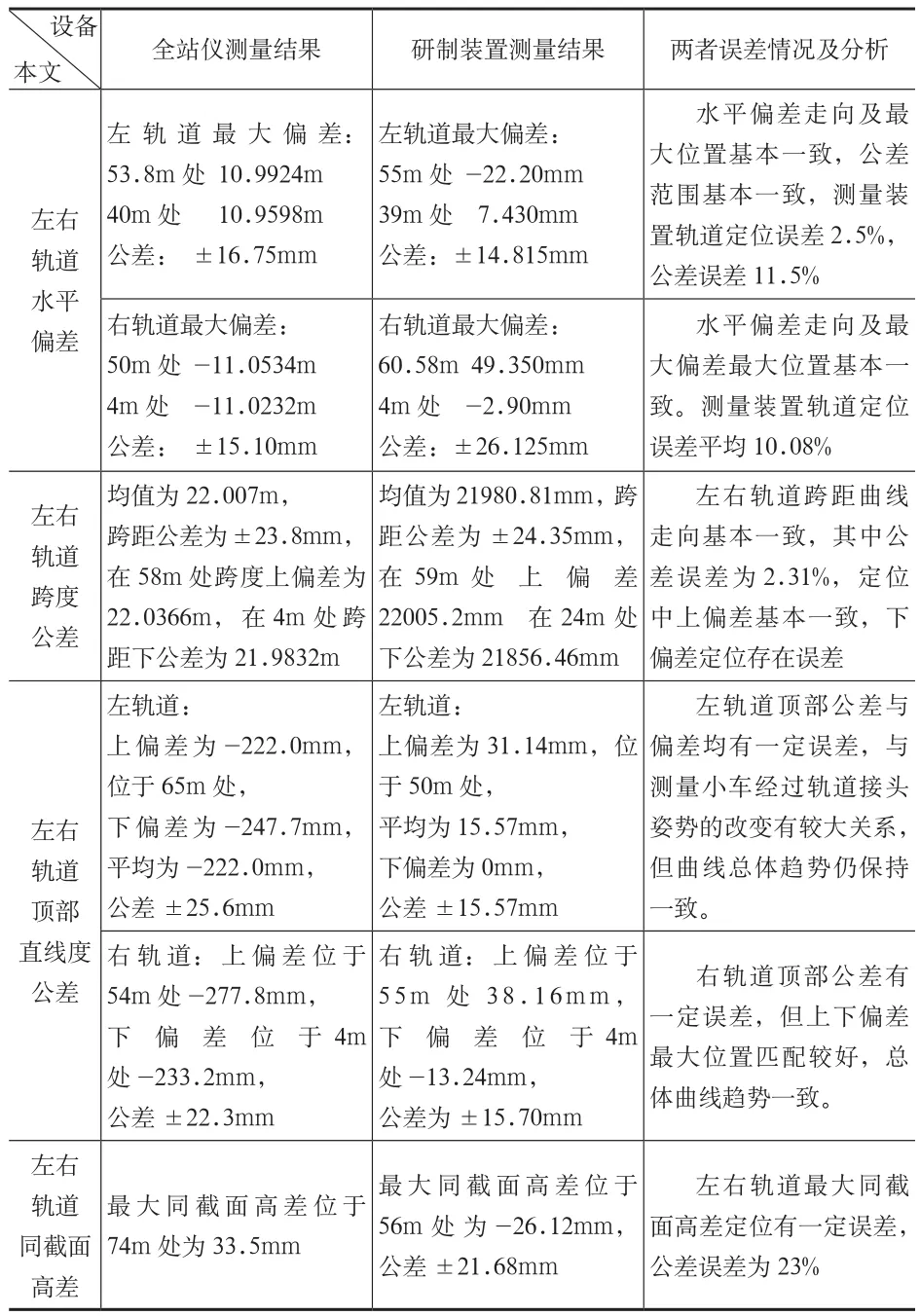
表1 軌道測量試驗數據
6 結論
本文提出一種起重機軌道檢測方法,以準直激光束為基準直線,由機械小車配備光斑位置探測裝置于軌道上行走并測量各檢測點的偏差數值,測量小車軌道數據點的采集、測量及分析實現了自動化。傳統的全站儀人工測量方法與本文研究的測量方法相比,全站儀相對來說需要人工定點,人工尋找測量目標,測量點數的多少直接影響到測量軌道整體特征的反映,因此軌道測量裝置的勞動強度遠低于全站儀,此方法為起重機械軌道檢測提供了更為安全、可靠、精確度較高的途徑,具有較高的實用、推廣價值。
[1] 吳恩啟,杜寶江,張輝輝.橋門式起重機軌道檢測技術研究[J].無損檢測,2007,29(10):578-579.
[2] 繆家鼎.光電技術[M].杭州:浙江大學出版社,2004:156-162.
[3] 高經伍,林蕓,白云,等.二維PSD在測量物體平面位置的實驗研究[J].東北電力學院學報,2005,25(2):46-49.
[4]寧延平,劉戰鋒.國內外高精度直線度測量技術的研究現狀[J].儀器儀表與檢測,2005 (4):363-369.
[5] 解春花.論橋門式起重機啃軌原因分析[J].煤炭技術,2003,22(10):23-25.
[6] GB/T 10183—2010 橋式和門式起重機制造及軌道安裝公差[S].北京:中國標準出版社,2011.
[7] 程維明,宋偉,劉亮.一種新型橋門式起重機軌道測量方法[J].中國機械工程,2010,21(18):2187-2191.
Research on Measuring Device and Measuring Method of Crane Rails
Yu Jie1,2Hang Jie2
(1.Shanghai Jiao Tong University Shanghai 200240)(2.Shanghai Institute of Special Equipment and Technical Research Shanghai 200333)
The crane rail is an important condition to ensure the safe operation of crane.The accuracy and security of current rail detection method are low and poor, and could not meet the requirements of all kinds of working conditions.In order to solve the detection problem, this article proposes a crane rail detection method, which has a linear reference by using laser beams, by mechanical car equipped with light spot position detection device to walk on the rail while measuring the deviation values of the detection.This article introduces the detection principle,the implementation method and the analysis algorithm, then designs a prototype and takes several tests, proves the practicability of the device through the accuracy evaluation and comparison.
Crane Rail detection Laser collimation Detection device
X941
B
1673-257X(2016)09-0021-05
10.3969/j.issn.1673-257X.2016.09.005
余杰(1987~),男,本科,助理工程師,從事起重機械定期檢驗及相關安全評估工作。
(2016-04-20)
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12