水力壓裂對油管頭四通沖蝕磨損分析
2016-11-12 01:44:38錢偉強任小玲
石油礦場機械 2016年10期
錢偉強,任小玲
(1.中石化石油工程機械有限公司 研究院,武漢 430223;2.中石化石油機械裝備重點實驗室,武漢 430223)①
?
水力壓裂對油管頭四通沖蝕磨損分析
錢偉強1,2,任小玲1,2
(1.中石化石油工程機械有限公司 研究院,武漢 430223;2.中石化石油機械裝備重點實驗室,武漢 430223)①
頁巖氣水力壓裂對井口裝置的沖蝕破壞性較大,且油管頭四通為永久性連接裝置,一旦破壞將帶來較大風險。基于噴射型沖蝕磨損機理及計算流體力學,結合沖蝕磨損試驗及模擬計算,研究水力壓裂下油管頭四通材料的沖蝕磨損特性以及分析計算固-液兩相流沖蝕下油管頭四通沖蝕磨損程度。結果表明,沖蝕角度對油管頭磨損影響較大;沖蝕介質的形狀及表面因素決定油管頭材料沖蝕磨損量;陶粒較石英砂沖蝕磨損率大;粒度對基材的沖蝕磨損滿足“尺寸效應”。基于CFD預測水力壓裂下油管頭的減薄率,滿足作業安全要求。
油管頭四通;水力壓裂;沖蝕磨損;計算流體力學
我國涪陵焦石壩地區頁巖儲層壓裂以“復雜縫網+支撐主縫”為改造核心,壓裂施工采用高排量、高液量、高砂量、低黏度、低砂比工藝[1-2]。其工況對采氣井口裝置的沖蝕磨損更為突出,井口裝置是承受井口高壓壓裂的關鍵裝置,一旦失效,會導致施工暫停,甚至終止。
近20 a來,沖蝕磨損理論發展較快,其中包括延性材料的微切屑磨損理論、變形磨損理論及低周疲勞理論等[3];但以液固兩相為介質的沖蝕磨損尚未建立起完善的理論。國內外學者基于不同方法對液固兩相沖蝕磨損進行了大量研究,其中計算流體力學應用較多,一些學者對較低濃度液固沖蝕采用離散顆粒模型(DPM)計算粒子對管壁的沖蝕[4];對較高濃度采用連續相歐拉模型計算求解[5];對于水力壓裂下材料的沖蝕磨損測試,利用噴射型沖蝕磨損機進行模擬試驗[6]。
本文利用噴射型沖蝕磨損機和CFD沖蝕磨損模型研究油管頭在模擬工況下的沖蝕特性,預測油管頭侵蝕速度,確定易沖蝕部位并優化改進其結構。
1 沖蝕磨損試驗分析
1.1工況模擬
通過模擬環境工況,對油管頭四通材料進行沖蝕磨損試驗,分析水力壓裂工況影響下油管頭四通材料沖蝕磨損的狀況,為頁巖氣井口裝置選材及結構設計提供理論依據。
1.1.1試驗方法
本試驗選用噴射型沖蝕磨損試驗機,試驗機主要由漿體循環回路、液壓拉伸裝置及攪拌儲液罐3部分組成,如圖1所示。在相同試驗條件下對試樣沖蝕1 h,沖蝕磨損試驗機的數據重復性誤差低于5%。試驗流程如圖2所示。
1.1.2沖蝕試樣
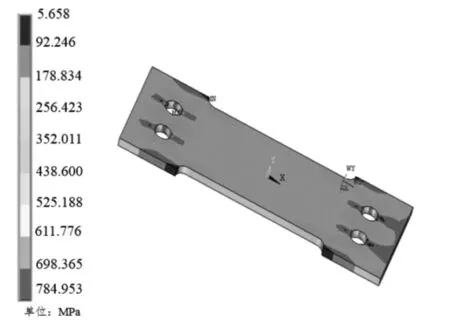
本文主要探討油管頭材料在水力壓裂工況下沖蝕磨損特性。試樣選用35CrMo,屈服強度785 MPa,材料符合GB/T3077—1999的要求,沖蝕試樣的力學性能與油管頭四通材料保持一致。為保證試樣沖蝕區域受到足夠的應力,設計了2種結構試樣進行對比。利用ANSYS軟件進行應力集中分析,2種結構試樣的應力分布如圖3。由圖3可知,試樣的最大應力均出現在拉伸孔部位,試驗加載拉伸力時應保證拉伸孔處最大應力小于材料的屈服強度;在臨界屈服強度下,試樣A沖蝕區域的最大等效應力約442 MPa;試樣B沖蝕區域最大等效應力約265 MPa;油管頭設計的許用最大主薄膜應力為429.11 MPa。故試驗采用A結構作為沖蝕試樣。

1—高壓氣泵;2—氣驅液壓泵;3—高壓油管;4—拉力傳感器;5—沖蝕室;6—噴槍;7—液壓拉伸器;8—旁路管道;9—流量計;10—調節閥;11—管路柜;12—耐腐耐磨砂漿泵;13—進口管道;14—排污砂漿泵;15—攪拌葉輪;16—混漿筒;17—試驗臺架;18—集成控制柜。

圖2 試樣試驗流程

a 試樣A (160mm×50mm×8mm)
b 試樣B(160mm×60mm×6mm)
1.1.3沖蝕介質
頁巖氣壓裂壓力70~90 MPa,排量10~14 m3/min,壓裂液為減阻水壓裂液;所需的化學試劑量為減阻劑0.5 L/m3、粘土控制劑1.0 L/m3、長期粘土控制劑1.0 L/m3、殺菌劑0.5 L/m3、助排劑1.0 L/m3;支撐劑包括石英砂(100目)和陶粒(70/40目)。
1.2試驗分析
1.2.1不同沖蝕介質對材料沖蝕磨損的影響
試驗條件:加載90 MPa等效拉伸應力,沖蝕試樣在30 MPa下酸液浸泡30 min,沖蝕速度30 m/s,沖蝕時間1 h,料漿的質量分數為10%。沖蝕介質為陶粒和石英砂(40/70目),不同介質對試樣沖蝕磨損量關系曲線如圖4。

圖4 不同介質對試樣沖蝕磨損量關系曲線
從圖4可以看出,不同介質在相同試驗條件下,均在30°沖蝕角度時沖蝕磨損量最大,這與固體顆粒對延性材料的磨損特性一致。觀察兩條曲線趨勢發現,陶粒沖蝕磨損量較高;大于45°沖蝕角度時,石英砂的沖蝕磨損量隨角度增大而增加,而陶粒恰好相反;且在90°沖蝕角度時,石英砂沖蝕磨損量高于陶粒。
用激光位移傳感器與二維位移控制平臺測得的沖蝕深坑掃描圖如圖5所示。沖蝕角度為30°時,陶粒沖蝕深坑最大位移為2.5 mm,而石英砂為1.2 mm。說明在低角度時,陶瓷的沖蝕較石英砂嚴重;而在沖蝕角度90°時,石英砂的深坑面積大于陶瓷的深坑面積。
導致上述趨勢的原因一方面是在低角度沖蝕時,粒子主要以微切屑和犁溝為主,在高角度沖蝕時以鑿坑和塑性擠出為主;陶粒外表堅硬且粗糙,內部布滿微孔,而石英砂無棱角但堆積密度大,故陶粒沖蝕磨損量較石英砂大;另一方面,沖蝕介質與試樣的表面硬度對沖蝕的磨損量也存在較大影響;陶粒的莫氏硬度低于石英砂,且石英砂力學性能好,隨著沖蝕角度的增加,石英砂多次沖擊造成材料斷裂和脫落的能量要高于陶粒。

a 陶粒(沖蝕角度30°)

b 石英砂(沖蝕角度30°)

c 陶粒(沖蝕角度90°)

d 石英砂(沖蝕角度90°)
1.2.2不同粒度對材料沖蝕磨損的影響
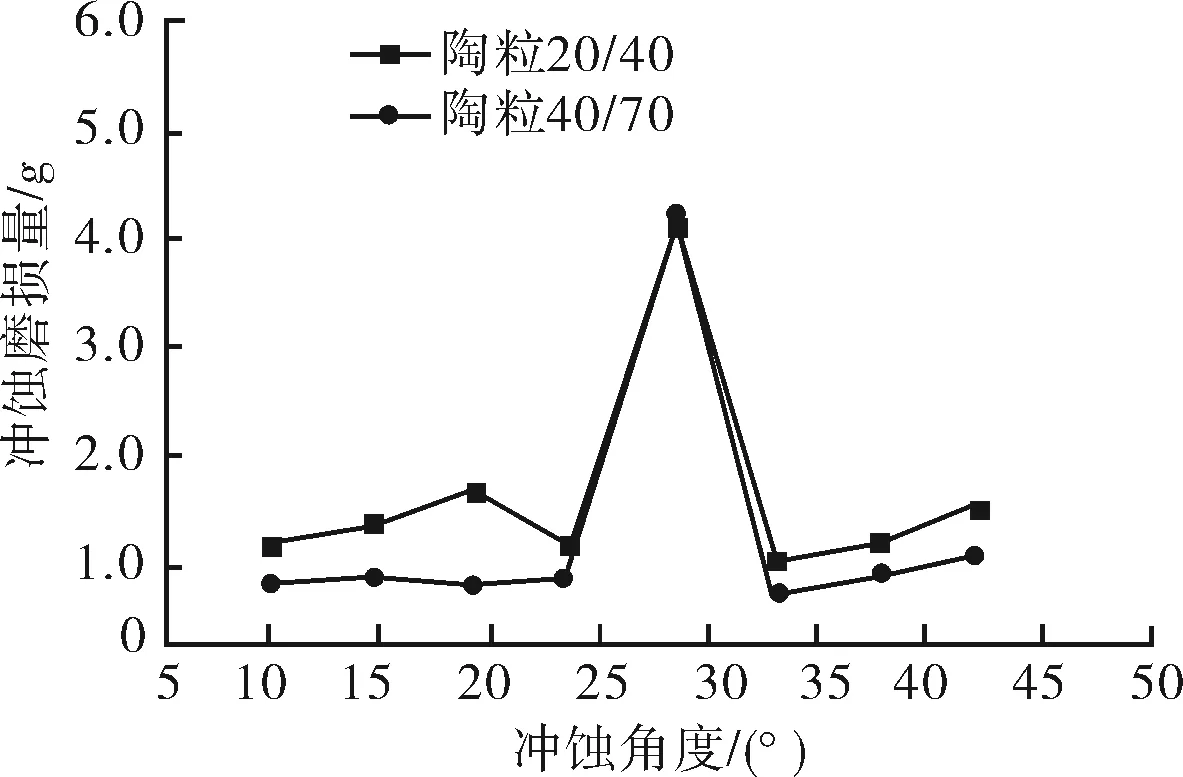
試驗條件:加載90 MPa等效拉伸應力,沖蝕試樣在30 MPa下酸液浸泡30 min,沖蝕速度27 m/s,沖蝕時間1 h,料漿的質量分數為10%。沖蝕介質陶粒和石英砂(20/40目,40/70目),不同粒度對試樣沖蝕磨損量關系曲線如圖6,沖蝕深坑掃描圖如圖7。
a 陶粒

b 石英砂

a 陶粒(沖蝕角度30°)

b 石英砂(沖蝕角度30°)

c 陶粒(沖蝕角度90°)

d 石英砂(沖蝕角度90°)
由圖6~7可知,目數越小(粒徑越大),對基材的沖蝕磨損也就越大。在30°沖蝕角處,不同目數陶粒的最大沖蝕量幾乎相同,而石英砂相差較大;陶粒的沖蝕坑最大深度為2.5 mm,而石英砂目數為20/40目時最大深度為0.9 mm,40/70目時為0.2 mm。其原因在于陶粒在沖蝕磨損中,主要由顆粒表面粗糙度和形狀因素起主導作用,而對于石英砂來說,其表面因素作用較小,導致顆粒無法對材料造成較大的切除作用,并且粒徑越小其沖蝕磨損量和深坑的最大深度越小。
2 沖蝕磨損數值計算分析
油管頭四通為井口裝置上永久安裝的連接部件,對其進行沖蝕磨損的試驗研究難度較大。本文基于CFD方法,并結合上述試驗對物理模型中的經驗常數進行賦值,預測油管頭四通的沖蝕磨損程度。
2.1物理模型
以國內某石油機械企業的井口裝置油管頭為物理模型。其額定工作壓力103.5 MPa,最小垂直通徑160 mm,建立的流體通道模型如圖8。

a 實物

b 流體通道模型
2.2數學模型
因壓裂液中含有陶粒和石英砂,且質量分數小于12%,故采用離散顆粒模型(DPM)對顆粒軌道方程進行求解,由于離散相與壁面碰撞和反彈的影響對粒子軌道作用效果較大,通過參考文獻[7],在計算模型中引入法向和切向方程:
(1)
式中:α為沖擊角度。
磨損模型為:
(2)

2.3仿真計算
初始條件:水力壓裂施工排量10~15 m3/min,壓力70~90 MPa;速度入口條件為12 m/s;取壓力出口,環境壓力90 MPa,陶砂粒徑為40~70目,密度1.45~1.7 g/cm3。為使計算數值更接近水力壓裂結果,本文將f(α)的參數設定以圖4的結果為依據,對于不同沖蝕的函數值進行等效類比,假設30°沖蝕角函數值為1,得到其他沖蝕角度的函數比值。
水力壓裂對井口裝置油管頭的沖蝕磨損如圖9所示。在油管頭四通結構中有3個位置沖蝕較為嚴重,分別位于與油管掛相連倒角處,中部旁通及下部與套管掛連接擴徑處。
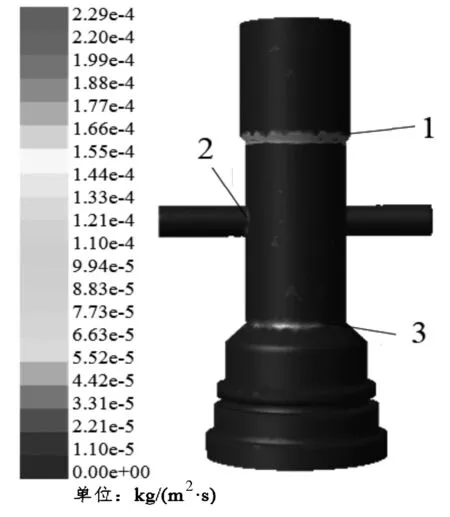
圖9 內部沖蝕磨損云圖
為了進一步量化局部沖蝕磨損程度,基于沖蝕速率進行沖蝕深坑的轉化,單位面積的沖蝕深度為:
Herosion=ER·t·Ap/ρwall
(3)
式中:Herosion為沖蝕坑深度;Ap為等效沖蝕面積;ρwall為沖蝕壁面的密度;t為沖蝕時間。
油管頭四通內部沖蝕的局部磨損云圖如圖10。在壓裂過程中,位置1處在最大沖蝕速率下沖蝕深度Herosion為2.74 mm,平均沖蝕速率下Herosion為0.70 mm;位置2處的在最大沖蝕速率下沖蝕深度Herosion為2.54 mm,平均沖蝕速率下Herosion為1.10 mm;位置3處的在最大沖蝕速率下沖蝕深度Herosion為2.54 mm,平均沖蝕速率下Herosion為0.30 mm。由以上得到的沖蝕深坑,預測在沖蝕壓裂過程中,油管頭四通的沖蝕磨損對結構不會造成較大破壞;沖蝕磨損產生的壁面減薄在安全范圍之內。

a 位置1

b 位置2

c 位置3
3 結論
1)水力壓裂過程中,沖蝕介質對油管頭材料影響因素主要在于介質表面形狀及粗糙程度,陶粒的沖蝕磨損量大于石英砂。
2)壓裂過程中,陶粒的含量越高,對基材的磨損越嚴重,且粒徑越大沖蝕磨損越大,這與磨損中的“尺寸效應”結論一致,但陶粒的極限沖蝕尺寸還待進一步研究。
3)應用CFD方法對井口油管頭四通沖蝕模擬,得出在頁巖氣水力壓裂工況下,油管頭四通等效的沖蝕深坑不超過壁面減薄的安全范圍,滿足頁巖氣水力壓裂作業要求。
[1]王志剛.涪陵焦石壩地區頁巖氣水平井壓裂改造實踐與認識[J].石油與天然氣地質,2014,35(3):425-430.
[2]路保平.中國石化頁巖氣工程技術進步及展望[J].石油鉆探技術,2013,41(5):1-8.
[3]孫家樞.金屬的磨損[M].北京:冶金工業出版社,1992.
[4]周兆明,練章華,萬夫.高壓管匯沖蝕磨損的多相流仿真[J].計算機輔助工程,2013,22(5):101-104.
[5]劉勇峰,吳明,鄧宗竹,等.壓裂過程中節流器沖刷腐蝕數值計算[J].腐蝕與防護,2012 (9):737-739.
[6]張繼信,樊建春,詹先覺,等.水力壓裂工況下42CrMo材料沖蝕磨損特性研究[J].石油機械,2012,40(4):100-103.
[7]過江,張碧肖.固液兩相流充填管道輸送沖蝕磨損數值研究[J].科技導報,2015,33(11):49-53.
Analysis of Erosion-corrosion for Tubing Head Spool during Hydraulic Fracturing
QIAN Weiqian1,2,REN Xiaoling1,2
(1.Research Institute,SINOPEC Oilfield Equipment Corporation,Wuhan 430223,China;2.SINOPECKeyLaboratoryofPetroleumEquipment,Wuhan430223,China)
The hydraulic fracturing of shale gas has a great impact on the wellhead equipment,and the tubing head spool is a permanent connection device.The damaged tubing head spool will bring a high risk.The research is based on the jet erosion wear test machine and computational fluid dynamics.In order to provide the basis for the design and material of shale gas wellhead,the characteristics of the tubing head spool material are studied and the erosion-corrosion is computed for the tubing head spool during hydraulic fracturing.The erosion-corrosion test and simulation results show that the erosion angle influences the well head device.The media shape and surface factors decide the material erosion wear rate of the tubing head.There is higher erosion wear rate in by means of ceramsite than sand.Particle size in erosion meets “size effect”.The tubing head devices meet the requirements of safe operation in the hydraulic fracturing via CFD predictions.
tubing head spool;hydraulic fracturing;erosion wear;computational fluid dynamics
1001-3482(2016)10-0043-06
2016-04-20
中石化集團公司項目“頁巖氣壓裂保護裝置及專用采氣井口研制與應用”
錢偉強(1987-),男,工程師,主要從事井控設備及井下工具的研究,E-mail: 244617579@qq.com。
TE931.1
Adoi:10.3969/j.issn.1001-3482.2016.10.010