對航空領域未來先進焊接裝備與工藝的展望
2016-11-14 10:51:29岳峰旭大連華銳重工冶金設備制造有限公司遼寧大連116052
中國房地產業 2016年17期
文/岳峰旭 大連華銳重工冶金設備制造有限公司 遼寧大連 116052
對航空領域未來先進焊接裝備與工藝的展望
文/岳峰旭大連華銳重工冶金設備制造有限公司遼寧大連116052
隨著工業4.0的提出以及國家對航空制造業的關注,航空制造業的革命迫在眉睫。隨著世界經濟、軍事和科技的迅猛發展,航空航天技術已經成為提高國家綜合國力的重要途徑和手段。在航空裝備中新材料的引入,新工藝的應用,新設備的使用都推動著我國向飛機制造強國邁進。為了保證新材料和新結構在航空航天產品中的有效應用,新的特種焊接技術和設備的廣泛應用與新工藝的開發起到了至關重要的作用。本文就對航空領域現有設備與工藝方法進行剖析,并對未來的方向進行展望。
激光焊接;冷金屬過渡焊接;航空領域
一、前言
手工鎢極氬弧焊機(TIG),手工惰性氣體保護焊(MIG)機,手工等離子切割機,埋弧焊接設備等,以上幾類設備在各大型飛機制造企業生產中仍占據主導地位,阻礙了我國航空制造業生產水平的提升,限制了批量產品的一致性,難以滿足高精度要求產品的制造要求。其次,需要大量的人力投入,增加了生產成本。同時,對工人的操作技能要求較高。
然而熱絲TIG焊接專機、機器人激光電弧復合焊接系統、微束等離子焊接機床、攪拌摩擦焊焊機、冷金屬過渡焊接機等將是未來航空領域的主要應用設備。
二、焊接設備
1.熱絲TIG焊接專機
熱絲TIG焊是在普通TIG焊的基礎上增加了加熱系統,即通過獨立的焊絲加熱電源和加熱裝置對焊絲進行加熱,使得焊絲在被送入熔池前加熱到300 ~ 500℃。因此,與冷絲相比,熱絲TIG焊的熔敷率提高兩倍,提高了焊接效率。若將該種焊槍做成扁平狀,加水冷、自動送絲、自動提升機構系統,能伸入坡口間隙為10mm左右的坡口進行焊接,目前能焊接的板厚可達100mm,實現窄間隙焊接。
此系統與專機集成使用使得其優勢得以充分發揮,無論是環縫焊接、縱縫焊接,還是特殊形式的焊接均能將熱絲TIG的優勢體現到產品上。
2.機器人激光電弧復合焊接系統
激光焊接是利用激光作為能量源的一種高效的焊接方法,其特點有能量密度大、熱輸入量低、焊速高 、深寬比焊縫大、熱影響區窄、焊接變形極小且焊接過程中與工件不接觸等。
激光電弧復合熱源焊接技術是一種新興的特種制造技術。它是將物理性質、能量傳輸機制截然不同的兩種熱源復合在一起,同時作用于同一加工位置,既充分發揮了兩種熱源各自的優勢,又相互彌補了各自的不足,從而形成一種全新高效的熱源。其原理示意圖見圖1,焊接方向從右向左。
激光焊接設備結合機器人、變位機、視覺傳感和激光跟蹤系統可實現三維空間焊接及柔性焊接[李亞江]。
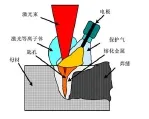
圖1a

圖1b
激光電弧符合焊接工作原理
3.微束等離子焊接機床
此設備是將微束等離子與機床結合,并充分發揮兩者的優勢的一套精密焊接設備。適用于薄件精密焊接。
微束等離子焊接是一種小電流(通常小于30A)熔合型焊接工藝,為了保持小電流時電弧的穩定,一般采用小孔徑壓縮噴嘴(0.6~1.2mm)及聯合型電弧。即焊接時存在兩個電弧,一個是燃燒于電極與噴嘴之間的非轉移弧,另一個為燃燒于電極與焊件之間的轉移弧,前者起著引弧和維弧作用,使轉移弧在電流小至0.5A時仍非常穩定,后者用于熔化工件。微束等離子弧是等離子弧的一種。在產生普通等離子弧的基礎上采取提高電弧穩定性措施,進一步加強電弧的壓縮作用,減小電流和氣流,縮小電弧室的尺寸。這樣,就使微小的等離子焊槍噴嘴噴射出小的等離子弧焰流,如同縫紉機針一般細小。可焊更薄的金屬,最小可焊厚度為0.01mm,并且在弧長在很大的范圍內變化時,也不會斷弧,保持柱狀特征,焊速快、焊縫窄、熱影響區小、焊接變形小。
4.攪拌摩擦焊焊機
攪拌摩擦焊(Friction Stir Welding,簡稱FSW)是英國焊接研究所(The Welding Institute)于1991年發明的專利焊接技術。目前我國航空制造領域已經引入了攪拌摩擦焊焊接設備。
攪拌摩擦焊主要是用在熔化溫度較低的有色金屬,如Al、Cu等合金的連接中并已獲得成功的應用。原則上,攪拌摩擦焊可進行多種位置焊接;可完成多種形式的焊接接頭,甚至厚度變化的結構和多層材料的連接,也可進行異種金屬材料之間的焊接。
另外,攪拌摩擦焊作為一種固相焊接方法,焊接后可以在合金中保持母材的冶金性能,可以焊接金屬基復合材料、快速凝固材料等采用熔焊會有不良反應的材料。其主要優點如下:
a.接頭熱影響區顯微組織變化小,殘余應力較低,工件不易變形;
b.能一次完成較長焊縫、大截面、不同位置的焊縫;
c.實現機械化、自動化,能耗低,功效高,對作業環境要求低;
e.無需添加焊絲,不需要保護氣體,成本低;
f.適用于熱裂紋敏感的材料,適合異種材料焊接;
g.焊接過程安全、無污染、無煙塵、無輻射等。
5.冷金屬過渡焊接設備(CMT)
冷金屬過渡技術(Cold Metal Transfer,簡稱CMT)是Fronius公司在MIG/MAG 焊基礎上開發的一種革新技術,第一次將送絲運動與熔滴過渡過程進行數字化協調。CMT基本原理是:電弧燃燒過程中,焊絲向熔池送進,當焊絲與熔池接觸時,電弧熄滅,焊接電流減小,短路接觸時,焊絲回抽幫助熔滴脫落,保持很小的短路電流(熔滴過渡時電壓和電流幾乎為零);此后,焊絲再次向熔池送進,冷金屬過渡過程重復進行。
CMT 冷金屬過渡焊接技術是一種無飛濺的新型焊接技術。所謂冷金屬過渡,是指數字控制方式下的短電弧和焊絲的換向送絲監控。換向送絲系統由前、后兩套協同工作的焊絲輸送機構組成,使焊絲的輸送過程為間斷送絲。后送絲機構按照恒定的送絲速度向前送絲,前送絲機構則按照控制系統的指令以70 Hz 的頻率控制著脈沖式的焊絲輸送。
在相同條件下,相比傳統MIG焊接方法,CMT焊接熱輸入量大幅降低,可實現鋼與鋁、銅與鋼等異種材料之間的焊接,同時可以滿足0.3 mm以上薄板的無飛濺、高質量熔焊和釬焊。
結語 :
隨著航空領域對飛機制造減重和性能提出更高的要求,先進的焊接設備和工藝起到至關重要的作用。我國先進焊接技術與西方發達國家相比仍有較大差距,有很多技術難題需要攻克。未來我國航空航天焊接應加速新材料以及先進焊接技術的應用研究。可以肯定,我國的先進制造技術會取得長足的進步。
[1]胡曉睿.增加制造技術在國防領域的應用.國防制造技術,2010(4):40-43
[2]曲伸,宋文清.《先進航空焊接技術》 [M].航空制造技術,2013(11).
[3]王濱濤.《焊接工藝學》 [M].機械工業出版社,2009.9.
