熱裁刀在成型機上的應用
2016-11-14 01:51:59王建民邵偉鑫杜亦辰
橡塑技術與裝備 2016年1期
王建民,邵偉鑫,杜亦辰
(雙錢載重輪胎分公司,上海 200245)
熱裁刀在成型機上的應用
王建民,邵偉鑫,杜亦辰
(雙錢載重輪胎分公司,上海 200245)
成型機是成型工序的最主要生產設備,在成型過程中,物料的倒開、輸送、定長裁切及調偏等是物料輸送過程的不同環節。物料的裁切斷面質量又直接影響接頭效果,對于純橡膠部件的裁切有多種方法,裁切物料的斷面形狀、裁切效率、使用成本等都是我們設備維護管理人員需要考慮的因素。
熱裁刀;圓盤刀;超聲波裁刀
成型胎坯所用到的材料主要包括:內襯層、窄復合(胎側)、子口包布(尼龍包布、鋼絲包布)胎體簾布、帶束層和胎面等多個半制品,根據材料的組成可分為純橡膠材料和非純橡膠材料。而熱裁刀所針對的裁切對象為純膠料的半制品,即內襯層和窄復合,本文主要探討它的應用和對材料裁切面的影響。
1 現有裁刀存在的問題
在成型機臺上,用于裁切內襯層和三復合的裁刀,三鼓成型機上所使用的是超聲波裁刀,裁切的質量比較好,但容易損壞,維修的成本高;兩鼓成型機上所使用的普通圓盤刀,裁切面容易產生碎屑,導致接頭黏性不佳。為了降低裁刀的維護成本,以及提高裁切面質量,現決定試用熱裁刀。
2 兩種常用裁刀的介紹
2.1 圓盤刀
圓盤刀裁切是一種靠刃部擠壓的一種物理分離材料的方法。內襯層、胎面膠等純膠部件常采用這種裁切方式。
(1)圓盤刀的參數
參數見表1。
(2)裁切原理
圓盤刀通常通過聯軸器與電機直連,電機常選用普通的三相4極電機,電機的轉速較高。電機座與直線導軌的滑塊相連接,它的水平移動通過無桿氣缸驅動或通過同步帶與變頻電機驅動的方式實現。

表1 圓盤刀參數
高速旋轉的圓盤刀在裁切時對材料主要施加三個方向的力。
刀刃部的切向力Fv是撕開物料的主要做功力;水平移動力Fh克服裁刀前進的阻力;材料切口處對材料剝離的力Fm(見圖1),主要由刀刃的結構形狀決定,它通常與刃角成正比,同時影響反作用于Fv。
(3)圓盤刀裁切對物料切面的影響
由于圓盤刀的高速旋轉,主要帶來兩個負面影響:
a. 高速旋轉使得刀片與物料摩擦產生較高的溫度,易對裁切面的膠料產生膠燒,不利于物料的接頭,同時產生煙氣,帶來有害氣體,影響工人健康。
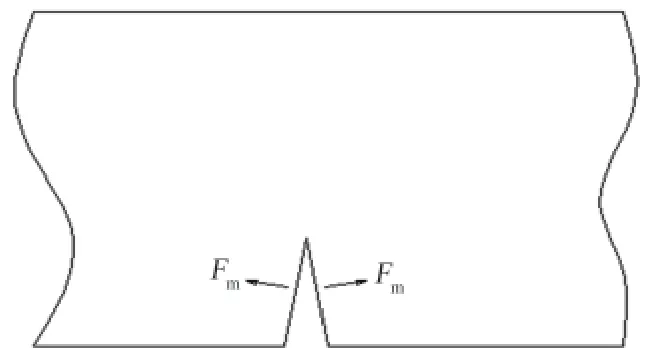
圖1 圓盤刀在裁切時對材料施加的剝離力的示意圖
b. 裁切過程中會帶來大量橡膠粉末,這些粉末會飛濺,影響其他膠部件的表面,嚴重影響貼合質量,不符合工藝要求,同時產生的大量粉塵也會危害工人的健康。
2.2 超聲波裁刀
(1)超聲波裁刀組主要由換能器、調幅器和超聲波裁刀三部分組成(見圖2)。
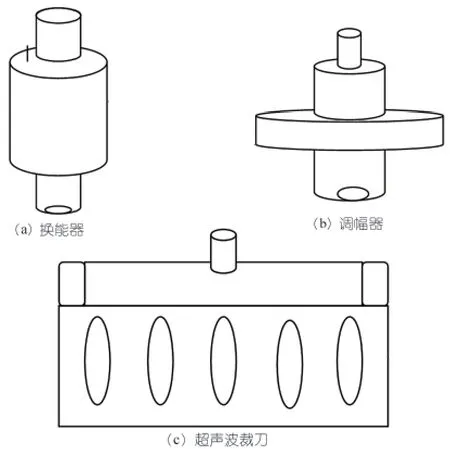
圖2 超聲波裁刀組的組成部分
(2)超聲波裁刀的主要參數(見表2)。

表2 超聲波裁刀參數
(3)超聲波裁切原理
超聲波裁刀的原理與傳統意義上的裁切方式不同。它是利用超聲波的能量,將膠料被裁切的部位局部加熱熔化,從而達到裁斷膠料的目的。所以超聲波裁切不需要鋒利的刃口,也不需要很大的壓力,不會造成被切割材料的崩邊、破損。同時,由于裁刀在做超聲波振動,摩擦阻力特別小,被切割材料不易粘在刀片上。
超聲波裁切系統的基本構成是超聲波換能器、調幅器、裁刀,超聲波發生器。超聲波發生器將市電轉換成高頻高電壓交流電流,輸給超聲波換能器。超聲波換能器其實就相當于一個能量轉換器件,它能將輸入的電能轉換成機械能,即超聲波。其表現形式是換能器在縱向作來回伸縮運動。伸縮運動的頻率等同于驅動電源供出的高頻交流電流頻率。調幅器的作用一是固定整個超聲波振動系統,二是將換能器的輸出振幅放大。裁刀一方面進一步放大振幅,聚焦超聲波。
另一方面是輸出超聲波,利用裁刀的類似刃口,將超聲波能量集中輸入到被裁切膠料的切割位置。該部位在巨大超聲波能量的作用下,瞬間軟化、熔化,強度大大下降。此時,只要施加很小的水平方向的切割力,就可達到裁切膠料的目的。
2.3 超聲波裁刀優缺點
由于超聲波裁刀原理的不同,使用超聲波裁刀裁出的物料斷面非常規整,材料無形變,不會造成裁切面幾何尺寸的改變,非常利于接頭。同時裁切過程無粉末和煙氣產生,生產環境友好。
超聲波裁切的缺點是,成套系統的價格昂貴,維護成本高,單套的費用在10萬人民幣左右,常用的備件價格也都在數萬元,非常昂貴。
3 熱裁刀的選取
熱裁刀的原理是通過電加熱,將裁刀的溫度提高,通過高溫,使得膠料變軟,從而能夠輕松的將膠料裁切開(見圖3)。我們首先開始在三鼓成型機上嘗試熱裁刀裁切的方式,并且在2013年年底,逐步運用在內襯側和窄復合胎側的裁切上,取得比較好的使用效果。

圖3 熱裁刀裁切示意圖
普通規格的輪胎內襯層、胎側膠的厚度一般在5~15 mm之間,寬度不等。膠料是由炭黑、天然橡膠或合成橡膠、添加物等原材料混合密煉加工而成的。為了使橡膠具有所需要的特性,必須向添加各種添加劑,以改變橡膠的強度、塑性、彈性、耐用性等物理性質。因此,膠料的化學構成及外形決定了其裁切的難度。由于裁斷過程中,裁刀相對于膠料的相對移動速度快,所產生熱量較大,而膠料的散熱能力差,所以在裁刀表面極易發生黏刀現象。因此,裁刀材料的選擇,是能否成功實踐熱裁刀的關鍵。
3.1 熱裁刀材料的選取
熱裁刀材料的選取必須滿足兩個標準:①足夠的強度,②良好的導熱性能和熱穩定性。
裁刀材質選擇刃具鋼一般選擇碳素工具鋼、低合金工具鋼和高速鋼。
起初我們考慮采用高速刃具鋼,在具有高耐磨性、高硬度、高抗彎曲強度的同時,還要具有相對熱穩定性、良好的導熱性,并要考慮其刀體結構的韌性和表面粗糙度等。我們首先選用硬質合金,但是實踐后,發現合金材料導熱性連日常的基本裁切要求都無法滿足。常用金屬材料的導熱系數見表3。

表3 常用金屬材料的導熱系數
經過對材料導熱性能的比對,我們認為熱裁刀合適的材料還是銅合金。并且經過我們多次試驗,銅合金材料作為裁刀刀片也確實能夠滿足我們日常的裁切要求,同時鋁青銅的力學性能,也可以滿足正常生產的需要。
3.2 解決刀面的耐磨性和防黏處理
熱裁刀在裁切膠料的過程中,高溫會使得膠料內的某些雜質析出后,黏附在刀身表面。這些雜質也會對刃和刀面帶來損害,進而使得刀身形成黏附現象越來越嚴重,最終影響裁斷面,影響接頭質量。
通過和制造廠家的溝通后,我們在刀身上進行離子噴涂硬質合金,增加刀體表面硬度,提高裁刀剛性,同時再噴涂陶瓷材料,以達到防黏料的目的,經過多次實驗,此方法確實可行。
4 熱裁刀與超聲波裁刀在成型機上的裁切比較
這次試用了兩把熱裁刀,一把由上海驕成公司提供,裝在了L401成型機上,另一把由南通振宇公司提供,安裝在了L201機臺上。裁刀本身材料為錫青銅,裁刀表面涂有特氟龍涂層,防止裁刀和膠料產生黏連。
4.1 裁刀使用情況
使用了兩周情況良好,熱裁刀的切面質量與超聲波刀的切面質量差不多,詳細可見圖4~圖7。可以看出,熱裁刀的接頭質量和超聲波刀的相差無幾。

圖4 L201機臺內襯層接頭(熱裁刀)

圖5 L401機臺內襯層接頭(熱裁刀)

圖6 L402機臺內襯層接頭(超聲波裁刀)
4.2 熱裁刀高溫對膠料的影響
L201和L401熱裁刀的溫度通過紅外測溫槍進行測量結果見表4。
熱刀本身存在一個溫度階梯,越靠近切面溫度越低,實際作用于膠料的溫度約在80 ℃左右。
對切面的膠料進行取樣,取兩組樣,同一組的樣品都是在一條內襯層上取得,膠料都為BT727膠料,取得位置分別為裁刀切面和非裁刀切面,進行流變儀測試,測試結果見表5。

圖7 L413機臺內襯層接頭(超聲波裁刀)
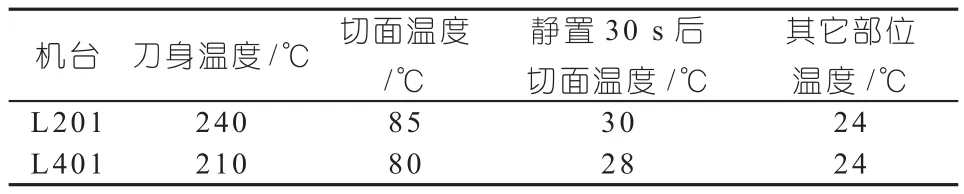
表4 L201和L401機臺上熱裁刀的溫度對比
從結果來看,無論是熱裁刀,超聲波刀,高溫對膠料的影響都微乎其微,可以說熱裁刀的使用對膠料幾乎沒有影響。

表5 熱裁刀和超聲波裁刀的硫變儀測試數據
5 熱裁刀與超聲波裁刀的成本比較
現在使用的超聲波刀價格昂貴,容易損壞,維護的成本也高,超聲波裁刀一套的價格約為50 000元,而熱裁刀一套的價格約為6 000元,超聲波裁刀的維護費用是熱裁刀的8倍。可以說成本方面,相比超聲波裁刀,熱裁刀的優勢是很明顯的。
6 結束語
(1)從性能上來說,熱裁刀和超聲波裁刀相差無幾,但從成本上考慮,熱裁刀的優勢比較明顯。
(2)三鼓成型機用熱裁刀來替換超聲波裁刀是可行的,并且能夠降低成本,而且熱裁刀也適合在兩鼓成型機上推廣。
(R-03)
玲瓏輪胎2項目獲專家好評
2015年11月28日,煙臺市經信委在招遠市主持召開了山東玲瓏機電有限公司承擔完成的山東省技術創新項目鑒定驗收會。與會專家經過資料審查、現場考察,最終評定2個項目全部順利通過驗收,綜合技術達到國內領先水平。通過驗收的2個項目分別為:
(1)SCB11-2000/35型 低損耗三相樹脂澆注干式變壓器。
(2)YZB-F-1600/35型 35 kV級風力發電用高壓/低壓預裝式變電站。
此次玲瓏輪胎承擔的2個項目各項性能指標達到國家標準,經國內外用戶使用表明產品性能優異,節能效果顯著,具有廣闊的市場前景。玲瓏也將再接再厲,用技術創新為市場提高更好的產品。
本刊摘編自“玲瓏輪胎”
(R-01)
Application of thermal cutting knife for building machine
Application of thermal cutting knife for building machine
Wang Jianmin.Shao Weixin,Du Yichen
(Double Coin Hevy-duty Tire Co.Ltd, Shanghai 200245)
Building machine is the main production equipment. Material back-off, conveying, fi xed-length cutting and adjusting is a different link of material conveying process in molding process. The quality of cutting surface affect joint directly.There is a variety of methods to cut pure rubber parts, and the section shape, cutting effi ciency and cost are our equipment maintenance and management factors to consider.
hot cutting knife; cutting disc; ultrasonic cutting knife
TQ330.66
1009-797X(2016)01-0047-04
B
10.13520/j.cnki.rpte.2016.01.009
王建民(1964-),男,畢業于青島化工學院,目前從事裝備、生產管理工作。
2015-06-12
