熱軋帶鋼跑偏原因分析及控制
2016-11-14 01:31:24趙安明陳小波徐細華
河南冶金 2016年4期
趙安明 陳小波 徐細華
(新余鋼鐵有限責任公司)
?
熱軋帶鋼跑偏原因分析及控制
趙安明陳小波徐細華
(新余鋼鐵有限責任公司)
針對新鋼熱軋帶鋼精軋區跑偏現象,分析了熱軋帶鋼跑偏的原因,指出了粗軋測彎大、精軋區機架間凸度比落差大,帶鋼對中性差及AGC下壓不同步是造成跑偏的主要原因,通過優化粗軋、精軋負荷分配,加強設備維護有效的減少了精軋跑偏所造成的故障時間。
熱軋帶鋼跑偏控制措施
0 前言
熱連軋帶鋼生產時,精軋在軋制薄規格、硬質鋼種寬軋件帶鋼時帶鋼軋制不穩定,控制不好很容易發生帶鋼跑偏堆鋼事故。帶鋼跑偏給生產造成很大的危害,例如引起的堆鋼事故很容易損傷輥面,造成產品的凹凸塊缺陷,迫使更換軋輥;破碎殘片如與軋件接觸,又往往造成軋件表面輥印或軋廢堆鋼事故等等,從而破壞了軋制的穩定性、連續性,嚴重時將影響合同完成率、事故輥耗加大,增加了工序制造成本。隨著新鋼熱軋產線每月生產薄規格批量的不斷增大,跑偏軋破事故顯得尤為突出,預防、減少帶鋼跑偏成為技術人員和操作人員的重點、難點工作。
1 熱軋帶鋼跑偏的原因分析
帶鋼跑偏就是軋件在上游軋機拋鋼進入下游軋機時,偏離了軋制中心線,特別是軋制中傾斜操作不當、來料側彎楔形波動、沿寬度方向兩側相對壓下率發生變化、兩側AGC壓下不同步等,導致軋件兩側延伸不一,在拋鋼過程中,在機架間突然失去張力的瞬間,加劇軋件偏向一側,很容易造成軋件尾部打在入口導板上,折疊進入軋機或尾部翻轉進入軋機,從而出現軋件尾部折疊、尾部破碎的現象。帶鋼進入軋機前跑偏在本機架和下游機架軋制過程中有自動擴大或加劇的趨勢,使軋制過程失去穩定性。帶鋼跑偏對軋制過程穩定性的影響非常大,極易發生頭部軋破或中部軋破或尾部軋破或機架間廢鋼等事故發生。
引起帶鋼在精軋機機架內跑偏的主要原因有:粗軋來料中間坯側彎(鐮刀彎、S彎)或楔形嚴重的軋制、機架間凸度嚴重不等落差過大的軋制帶鋼對中不好偏離軋制中心線軋制、AGC下壓不同步所致的跑偏軋制。針對各種跑偏原因進行分析,可采取有效的控制方法杜絕跑偏軋破。
1.1中間坯側彎(鐮刀彎、S彎)嚴重
由于粗軋軋制的不穩定性總會造成不同程度的中間坯頭尾鐮刀彎或S彎或楔形變化(如圖1所示),尤其是粗軋大的減寬量和平輥大的軋制負荷或L2級設定計算道次轉換時中間坯頭尾鐮刀彎或S彎將是非常嚴重。中間坯頭尾鐮刀彎或S彎將使帶鋼在咬入F1軋機時、在精除鱗箱夾送輥拋鋼時嚴重偏離軋制中心線,在上游機架尤其是F1和F2機架傾斜調整不到位時,這種中間坯的鐮刀彎或S彎會自動遺傳或自動急劇擴大,造成下游機架傾斜大幅調整方可保證兩側的相對壓下延伸相等,否則操作工將無法調整到位造成帶鋼在下游機架跑偏。因此,中間坯的板形(楔形、側彎等)狀況對于精軋操作工控制帶鋼橫向厚差將是致關重要的。
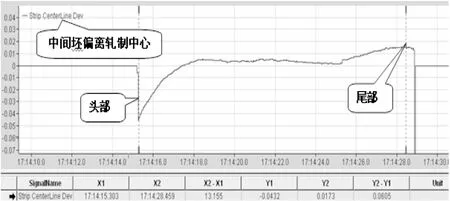
圖1 中間坯跑偏(側彎)情況
1.2機架間比例凸度嚴重不等落差過大的軋制
精軋軋制過程中,來料平直度良好時,機架入口與出口的帶鋼比例凸度相等,這是板形良好的基本條件,但是實際生產中由于諸多原因影響機架間的比例凸度總是不相等,有時存在較大的落差。由于橫向鋼溫不勻、橫向壓下率不等以及帶鋼跑偏將引起軋輥非對稱的有載輥縫形狀(如圖2所示),在機架間比例凸度嚴重不等時(尤其是成品帶鋼顯示凸度過小或負凸度機架間出現嚴重中浪時),帶鋼在有載輥縫中存在兩側的側向力水平分力(軸向力)差,在本機架拋鋼失張后在下游機架將出現嚴重跑偏,可能導致帶鋼軋斷。帶鋼凸度控制失調,在燙輥材、過渡材及規格轉換的軋制過程中經常出現,帶鋼的目標凸度與機架間凸度控制沒有很好的合理分配,在超過等比例凸度臨界值的情況下進行薄規格軋制,而軋機輥縫傾斜調整又不合理,將導致從厚規格轉換到薄規格時出現跑偏堆鋼事故。
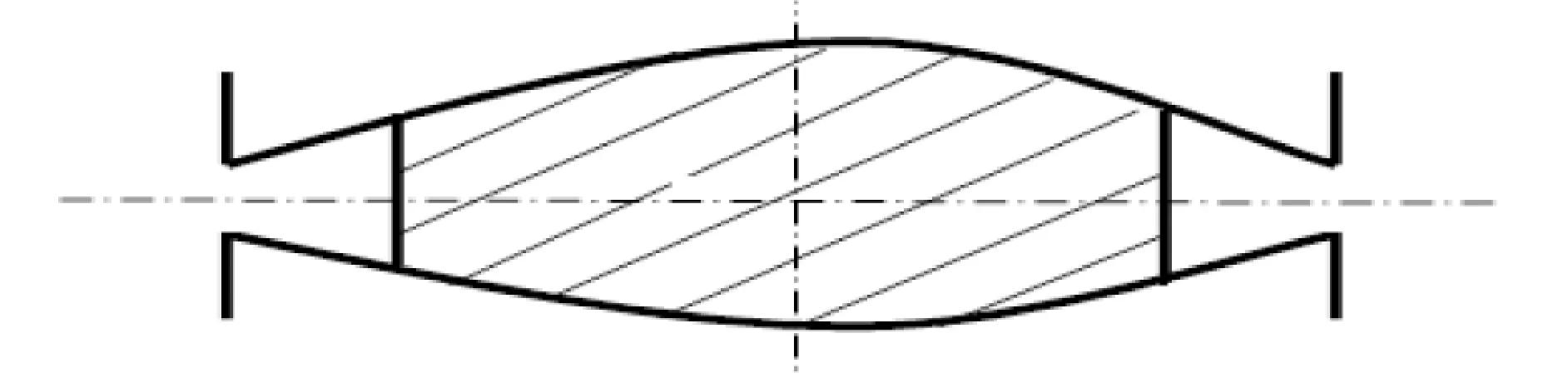
圖2 非對稱的有載輥縫形狀
1.3帶鋼對中不好偏軋制中心線的軋制
帶鋼咬入軋輥輥縫,軋件中心線與軋制中心線總是存在偏移,如圖3所示。這種偏移較小時不影響帶鋼正常產生,但是偏移較大時,將破壞軋制穩定性。當軋件偏離軋制中心線時軋輥兩側將存在軋制力偏差、輥縫偏差及兩側帶鋼的壓下率偏差,如圖4所示。這將引起帶鋼兩側的線速度差、延伸率差,由于軋制前滑、后滑的影響,在板凸度較小時帶鋼頭部或尾部在出機架輥縫時將出現側彎跑偏,這種頭尾帶鋼的側彎將在下游機架由于難以調整從而造成帶鋼軋破。造成這種偏離軋制中心線的軋制原因較多,有側導板對中度較差、中間坯在精軋機前輸送發生跑偏、中間坯存在較大的楔形等。
1.4AGC下壓不同步所致的跑偏軋制
由于AGC缸及伺服閥等各個液壓元件的特性(響應速度、響應時間等)不一樣,一個機架傳動側與操作側在AGC下壓永遠存在不同步性。又由于帶鋼軋到尾部時鋼溫較低、失張產生的大尾(厚度增厚、寬度增寬),本機架的軋制力AGC、前饋AGC、反饋AGC共同作用控制將使輥縫自動大幅下壓方可保證本機架出口厚度精度。此時帶鋼將由于AGC的大幅調整必然將產生側彎,在下游機架帶鋼將偏離軋制中心線,兩側的壓下率將存在較大的偏差出現較大的跑偏(如圖5所示),在上游機架出口帶鋼存在加大的橫向厚差時或操作工調整不及時或調整方向反時,將出現下游機架嚴重軋破現象。另外,在生產硬質薄規格產品時就算將尾部AGC鎖定后中間機架也將由于尾部鋼溫偏低出現嚴重跑偏軋破現象。
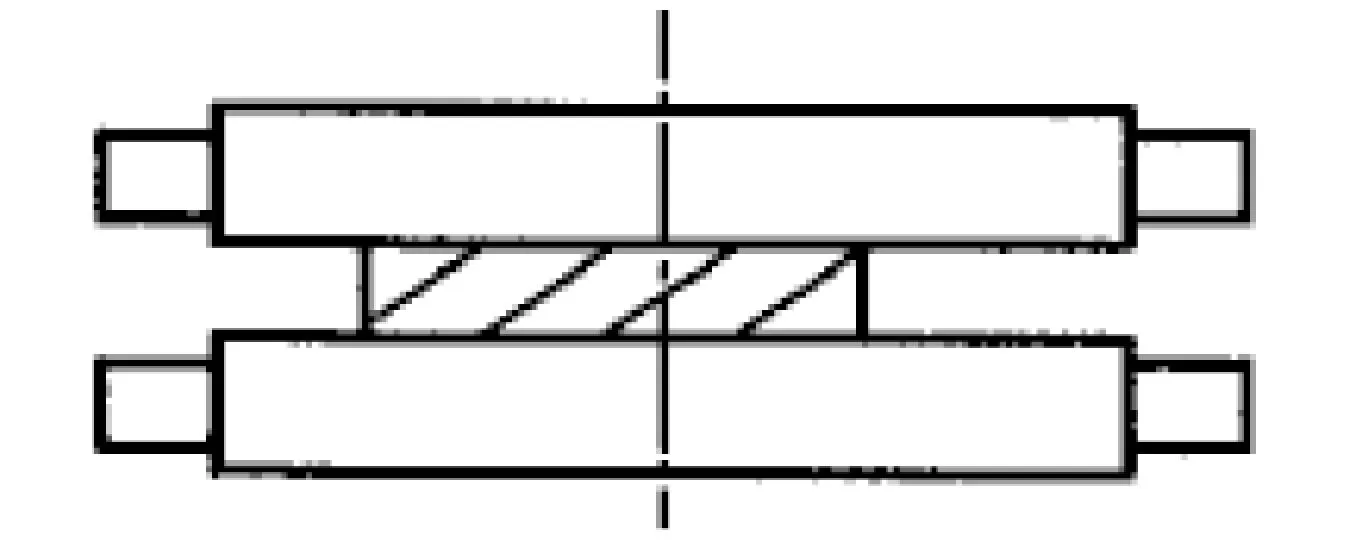
圖3 軋件偏離軋制中心線
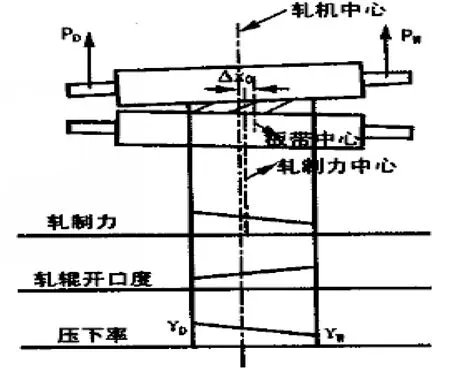
圖4 帶鋼軋制中心線、輥縫開口度及壓下率的關系
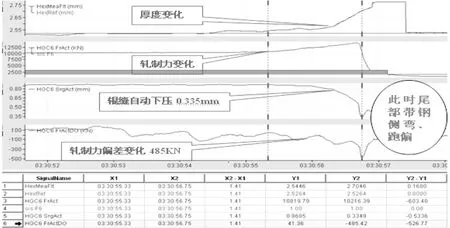
圖5 AGC下壓尾部帶鋼側彎跑偏趨勢
2 控制帶鋼跑偏的措施
2.1控制各機架的凸度
對于機架帶鋼凸度控制是否合理,首先實現精軋負荷分配呈階梯狀下降、彎輥力配置也呈階梯狀下降,然后操作工可通過觀察上游機架的帶鋼凸度表現狀態,快速調整機架的彎輥力或調整下塊帶鋼的機架軋輥竄輥,恢復軋機的穩定,等比例控制分配來消除異常的凸度轉變及楔形轉變問題,尤其是在軋制規格、鋼種轉換時須快速進行優化調整。
對于后機架帶鋼凸度控制過小,在線帶鋼可通過系統自動控制或人工減小后機架的彎輥力進行控制,抑制帶鋼凸度過小在下游機架向兩側游動。
在生產硬質薄規格帶鋼時,機架間的CVC竄輥設定落差不能過大,尤其是在F4-F6機架避免竄輥設定向正方向設定,保證單機架的輥縫凸度不能過小,避免某機架的竄輥設定向正方向過大設定所造成的帶鋼向兩側游動所致的跑偏起大浪下游機架嚴重軋破事故的發生。
2.2及時維護設備,確保側導板的對中性
及時檢查粗軋側導板、精軋軋機前的側導板及精軋機架側導板的對中度;為了防止跑偏,側導板開口度不能設定太大。定期檢查保證精軋機前的輸送輥道的水平度及輥面磨損精度。
2.3防止粗軋中間坯側彎的產生
優化粗軋平輥負荷分配,穩定規格間的軋制道次;根據檢測儀表反饋的中間坯側彎情況及時調整粗軋平輥各道次HGC傾斜。
2.4定期對監控儀表點檢
對AGC伺服閥等各個液壓元件的特性的檢查,防止由于AGC故障導致的跑偏堆鋼事故。
3 應用效果
采取上述措施后,新鋼1580 mm熱軋帶鋼生產線因跑偏堆鋼事故及故障時間得到了有效控制,具體統計見表 1。

表1 故障時間統計
4 結論
對于熱軋生產線,薄規格帶鋼軋制的穩定性直接影響產品質量和產能的正常發揮,通過對帶鋼跑偏成因進行分析,表明了粗軋測彎大、精軋區機架間凸度比落差大,帶鋼對中性差及AGC下壓不同步是造成跑偏的主要原因,并制定相應的控制措施。實踐表明,通過采取措施后有效得減少帶鋼跑偏堆鋼事故的發生。
[1]陳建華,彭軍明,唐彬桂.薄規格軋制穩定性分析與控制方法[J].軋鋼,2014(6):57-60
[2]佟昕,劉瑋,胡春.熱軋薄帶軋制穩定性影響因素分析[J]. 鞍鋼科技,2012(4):53-55.
[3]代曉莉,趙憲明.熱軋帶鋼側彎的形成機理及主要影響因素的分析[J].鋼鐵研究,2002(6):32-36.
ANALYSIS AND IMPROVEMENT OF STRIPS DEFLECTION IN THE HOT HOLLING STEEL STRIPS
Zhao AnmingChen XiaoboXu Xihua
(Xinyu Iron and Steel Co., Ltd)
Main causes of strip deviation in the Xinyu steel′s hot rolling steel strips were analyzed. the Roughing large lateral bending,finishing stands crown ratio imbalance, large strip of neutral deviation and AGC pressure synchronization caused strip deviation. Optimizing load distribution of rough rolling and finishing rolling, strengthening equipment maintenance effectively reduce the downtime caused by the deviation.
ES hot rollingstripsthe strips deviationthe measures
明,助理工程師,江西.新余(338001),新余鋼鐵有限責任公司熱軋廠;
2016—6—10
