機械熱板式硫化機故障與成品輪胎病象對應關系
2016-11-14 06:26:32阮軍陜西延長石油集團橡膠有限公司陜西咸陽71200
化工管理 2016年30期
關鍵詞:故障
阮軍(陜西延長石油(集團)橡膠有限公司,陜西 咸陽 71200)
機械熱板式硫化機故障與成品輪胎病象對應關系
阮軍(陜西延長石油(集團)橡膠有限公司,陜西咸陽71200)
輪胎生產制造將半成品轉換為成品的工序為硫化工序,其硫化機滿足工藝的能力在很大程度上影響成品輪的質量及性能。本文主要從硫化機常見故障(故障原因、故障處理措施)來闡述其與成品病象的對應關系,供硫化工序的設備管理人員及硫化工藝管理人員參考。
硫化機故障;機械熱板式;成品輪胎病象
輪胎生產制造將半成品轉換為成品的工序為硫化工序,現大多數輪胎制造企業的硫化機為機械熱板式硫化機,硫化機也是輪胎生產設備中的重點關鍵設備。它的使用與維護好壞不僅影響生產效率,同時也影響成品輪胎的質量及性能。
1 常見故障(故障原因、故障處理措施)與成品輪胎病象對應關系

故障硫化結束后不自動開模開模到位后,卸胎小車不動作卸胎小車未進到位,下環下降卸胎小車沒進到位,上環升起故障原因1、零壓開關故障2、抽真空電磁化故障3、冷凝水排放故障(不排或排放慢)4、夾持環密封圈損壞(老化)1、硫化機前方的安全拉桿限位開關異常2、下環升降限位開關不靈1、下環降時間設定不當2、卸胎小車進限位開關不靈1、上、下環升降延時設定不合格2、卸胎小車限位開關失靈或電磁閥故障處理措施1、零壓開關定期檢查,確保靈敏、準確2、抽真空風壓有無顯示,檢查電磁閥是否故障,如故障及時更換3、冷凝水過濾網清洗4、更換新的夾持環密封圈,并固好夾持環1、調整、固定好安全拉桿兩側限位開關,使其與限位開關間保持恰當間隙2、更換新的下環升降限位開關1、重新設定下環下降時間,確保卸胎小車進到位后下環才下降2、更換新的下環升降限位開關1、正確設定上下環升降延時2、檢查上下環升降的電磁閥是否異常,異常及時處理與成品病象對應關系不自動開模時間過長,引起成品過硫,產生溫壓異常胎下環升起時間過長,卸胎小車又不進,會引起成品胎側變形易使胎體產生變形,尤其是胎圈部位;卸胎小車未進到位而上環升起,成品輪胎下滑到下環下面,使成品輪胎不易取出,從而使成品子口部位刮傷或胎圈變形
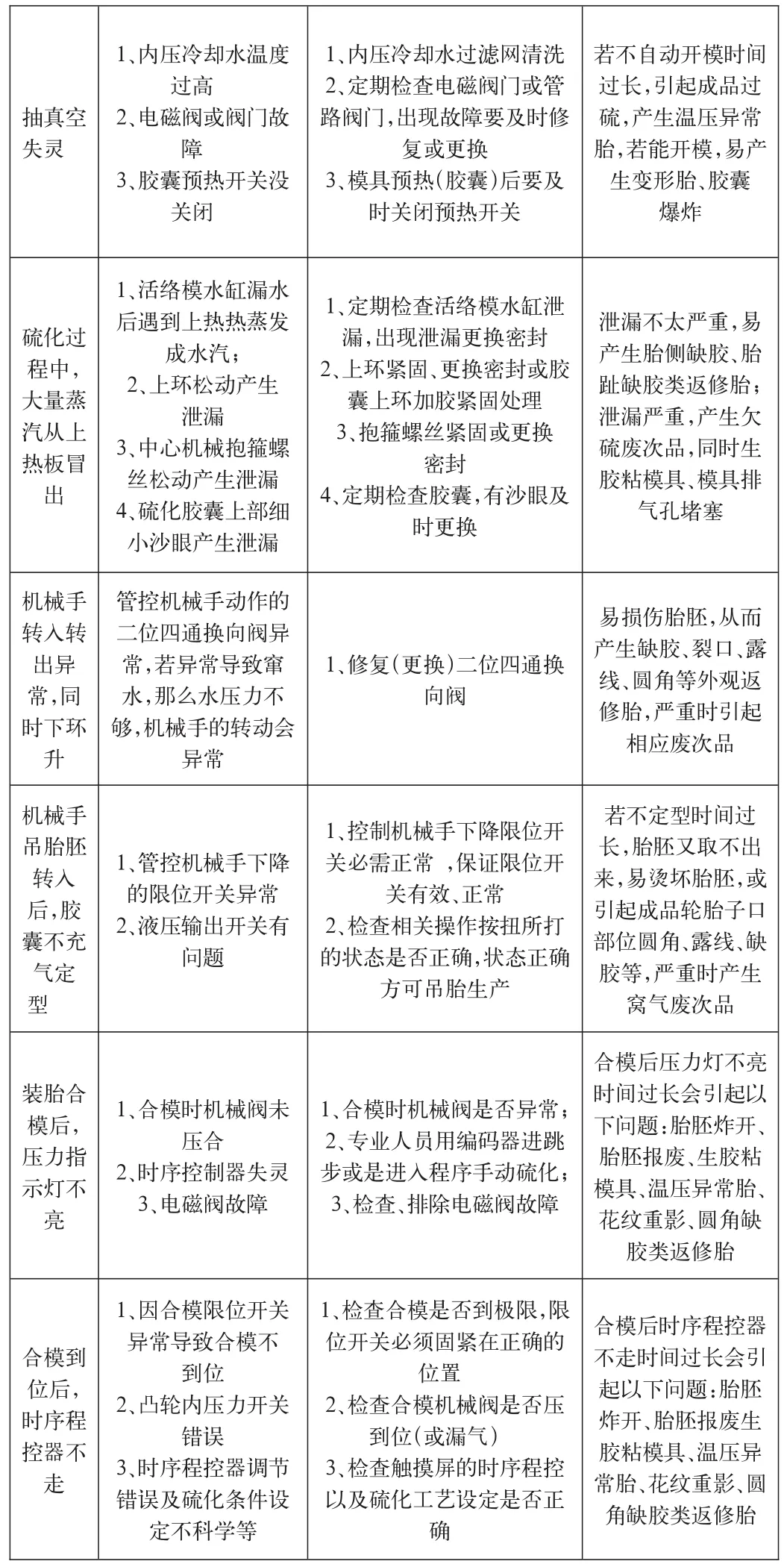
抽真空失靈硫化過程中,大量蒸汽從上熱板冒出機械手轉入轉出異常,同時下環升機械手吊胎胚轉入后,膠囊不充氣定型裝胎合模后,壓力指示燈不亮合模到位后,時序程控器不走1、內壓冷卻水溫度過高2、電磁閥或閥門故障3、膠囊預熱開關沒關閉1、活絡模水缸漏水后遇到上熱熱蒸發成水汽;2、上環松動產生泄漏3、中心機械抱箍螺絲松動產生泄漏4、硫化膠囊上部細小沙眼產生泄漏管控機械手動作的二位四通換向閥異常,若異常導致竄水,那么水壓力不夠,機械手的轉動會異常1、管控機械手下降的限位開關異常2、液壓輸出開關有問題1、合模時機械閥未壓合2、時序控制器失靈3、電磁閥故障1、因合模限位開關異常導致合模不到位2、凸輪內壓力開關錯誤3、時序程控器調節錯誤及硫化條件設定不科學等1、內壓冷卻水過濾網清洗2、定期檢查電磁閥門或管路閥門,出現故障要及時修復或更換3、模具預熱(膠囊)后要及時關閉預熱開關1、定期檢查活絡模水缸泄漏,出現泄漏更換密封2、上環緊固、更換密封或膠囊上環加膠緊固處理3、抱箍螺絲緊固或更換密封4、定期檢查膠囊,有沙眼及時更換1、修復(更換)二位四通換向閥1、控制機械手下降限位開關必需正常 ,保證限位開關有效、正常2、檢查相關操作按扭所打的狀態是否正確,狀態正確方可吊胎生產1、合模時機械閥是否異常;2、專業人員用編碼器進跳步或是進入程序手動硫化;3、檢查、排除電磁閥故障1、檢查合模是否到極限,限位開關必須固緊在正確的位置2、檢查合模機械閥是否壓到位(或漏氣)3、檢查觸摸屏的時序程控以及硫化工藝設定是否正確若不自動開模時間過長,引起成品過硫,產生溫壓異常胎,若能開模,易產生變形胎、膠囊爆炸泄漏不太嚴重,易產生胎側缺膠、胎趾缺膠類返修胎;泄漏嚴重,產生欠硫廢次品,同時生膠粘模具、模具排氣孔堵塞易損傷胎胚,從而產生缺膠、裂口、露線、圓角等外觀返修胎,嚴重時引起相應廢次品若不定型時間過長,胎胚又取不出來,易燙壞胎胚,或引起成品輪胎子口部位圓角、露線、缺膠等,嚴重時產生窩氣廢次品合模后壓力燈不亮時間過長會引起以下問題:胎胚炸開、胎胚報廢、生膠粘模具、溫壓異常胎、花紋重影、圓角缺膠類返修胎合模后時序程控器不走時間過長會引起以下問題:胎胚炸開、胎胚報廢生膠粘模具、溫壓異常胎、花紋重影、圓角缺膠類返修胎
2 結語
機械熱板式硫化機故障與成品輪胎病象對應關系越來越得到個輪胎廠家的重視,如何提高硫化設備的精度及降低故障,是廣大輪胎硫化工序的重點關注點,了解相應的硫化機設備故障(故障原因、處理措施)與成品輪胎病象的對應關系,既能更好的維護好硫化機設備,也對提高輪胎質量大有用處。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39