ACR銅管生產工藝改進對產品質量的影響
2016-11-15 06:14:18劉勁松陳大勇張士宏
銅業工程 2016年4期
劉 陽,劉勁松,,陳大勇,張士宏
(1. 沈陽理工大學,遼寧 沈陽 110159;2. 中國科學院 金屬研究所,遼寧 沈陽 110016)
ACR銅管生產工藝改進對產品質量的影響
劉 陽1,劉勁松1,2,陳大勇2,張士宏2
(1. 沈陽理工大學,遼寧 沈陽 110159;2. 中國科學院 金屬研究所,遼寧 沈陽 110016)
主要研究某企業生產尺寸規格為φ19mm×1mm的ACR銅管,嘗試由擠壓法改用鑄軋法加工大口徑ACR銅管。結合工藝流程進行對比分析了鑄軋法和擠壓法生產ACR銅管在化學成分、組織與性能、表面質量和尺寸精度等方面存在的差異,探討了鑄軋法生產ACR銅管對產品質量的影響,為實際生產提供重要理論依據。
漆包線;汽車電機;附著性;涂漆;漆膜
1 引言
隨著國民經濟和人民生活水平不斷提高,人們對空調制冷產品的依賴性越來越高,ACR銅管成為銅管市場最大的需求[1-2]。對于大口徑ACR銅管主要應用于工業冷凝器、蒸發器和外部聯接管,尺寸規格一般在φ16~25mm,多采用傳統擠壓工藝生產,但生產長度和產量受到限制[3-5]。
目前,銅管的生產方式主要分為鑄軋法與擠壓法,鑄軋法是一種新型高效短流程銅管加工工藝,被中小型企業廣泛應,而傳統的擠壓方式逐漸被鑄軋法所替代[4,6]。由于銅管向節能、環保和高精密方向發展,對ACR銅管質量要求越來越苛刻[1,3,5-6]。在不影響產品質量的前提下,嘗試由擠壓法改用鑄軋法加工大口徑ACR銅管,從而提高產量,節約成本。本文主要研究某企業生產尺寸規格為φ19mm×1mm的ACR銅管,結合工藝流程系統地對比分析鑄軋法和擠壓法生產ACR銅管在化學成分、組織與性能、表面質量和尺寸精度等方面存在的差異,探討鑄軋法生產ACR銅管對產品質量的影響。
2 實驗材料及方法
2.1 實驗材料
擠壓ACR銅管(φ19mm×1mm)與鑄軋ACR銅管(φ19mm×1mm)的生產工藝流程其工藝流程分別如下:
擠壓法:半連鑄鑄錠φ160mm→熱擠壓管坯φ54mm×5mm→二輥冷軋管坯φ28mm×1.4mm→盤拉一φ25mm×1.3mm→盤拉二φ22mm×1.2mm→盤拉三φ19mm×1mm→退火。
鑄軋法:水平連鑄鑄錠φ90mm×25mm →三輥旋軋管坯φ50mm×2.5mm→聯拉一φ40mm×1.9mm→聯拉二φ33mm×1.55mm→聯拉三φ28mm×1.2mm→盤拉一φ25mm×1.05mm→盤拉二φ19mm×1mm→退火。
2.2 實驗方法
化學成分采用SPECTRO MAXx光譜儀進行檢測;力學性能實驗采用CMT5504的電子萬能試驗機和HV-1000顯微維氏硬度計對兩種工藝產品進行測試;金相試樣由線切割機截取,鑲嵌后進行磨、拋光、腐蝕,微觀腐蝕劑為硝酸鐵5g+無水乙醇100ml,采用Axiovert 200 MAT型金相顯微鏡觀測兩種工藝產品的顯微組織。表面粗糙度采用FTS-S3c表面輪廓儀分析,采用環切法測定殘余應力。
3 實驗結果與討論
3.1 產品化學成分對比分析
擠壓法與鑄軋法生產ACR銅管化學成分檢測結果見表1。由表1可知,采用鑄軋法生產ACR銅管化學成分與原工藝相近,滿足國家標準要求。
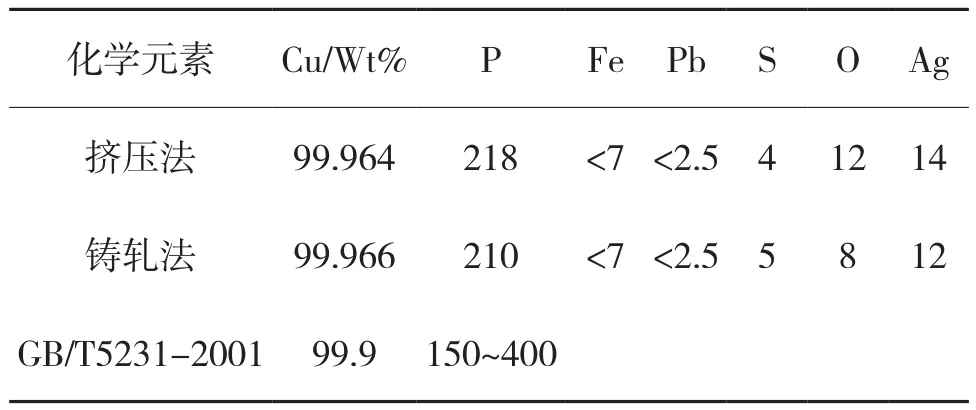
表1 ACR銅管化學成分測試結果 ppm
3.2 產品組織與性能對比分析
擠壓法和鑄軋法的最后一道工序為退火,退火溫度450℃,保溫時間90min。如圖1給出了擠壓法和鑄軋法ACR銅管金相組織,擠壓ACR銅管和鑄軋ACR銅管橫、縱截面晶粒均為回復再結晶晶粒,拉拔狀態的變形織構完全消失,并存在較多的退火孿晶組織。擠壓ACR銅管的晶粒稍小于鑄軋ACR銅管的晶粒,但擠壓ACR銅管與鑄軋ACR銅管晶粒度等級同屬8.0級,晶粒大小均在22~26μm區間。
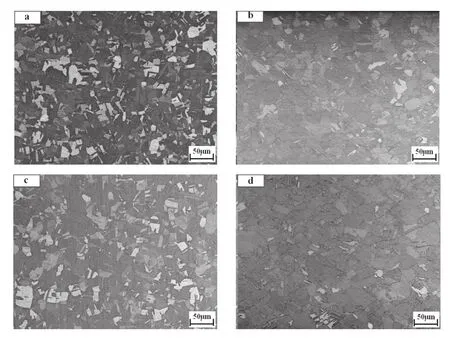
圖1 ACR銅管金相組織
表2和表3分別為擠壓ACR銅管和鑄軋ACR銅管力學性能。由表2和表3可知,擠壓ACR成品管退火后平均抗拉強度374.19MPa、延伸率47.69%、維氏顯微硬度63.15HV;鑄軋ACR成品管退火后平均抗拉強度367.06MPa、延伸率45.64%、維氏顯微硬度為53.45HV。擠壓ACR銅管退火后力學性能均略高于鑄軋ACR銅管,是因為擠壓法采用大變形率熱擠壓開坯,最終累積變形量要大于鑄軋管坯,在熱激活條件下,大變形量有利于提高形核率,促進動態再結晶提前發生,導致退火后晶粒較為細小,因此,具有較好的綜合力學性能[7-8]。但鑄軋ACR銅管綜合力學性能與擠壓ACR銅管力學性能相近,均滿足國家標準要求,即鑄軋ACR銅管完全可以滿足空調用管的苛刻要求。而且鑄軋ACR銅管退火后的力學性能波動幅度小,尤其是抗拉強度表現出較好的穩定性。由于鑄軋法生產的連鑄坯和三輥軋管坯組織分布均勻,且晶粒細小,更有利于后續加工組織分布的均勻性,故鑄軋ACR銅管的力學性能相對穩定。
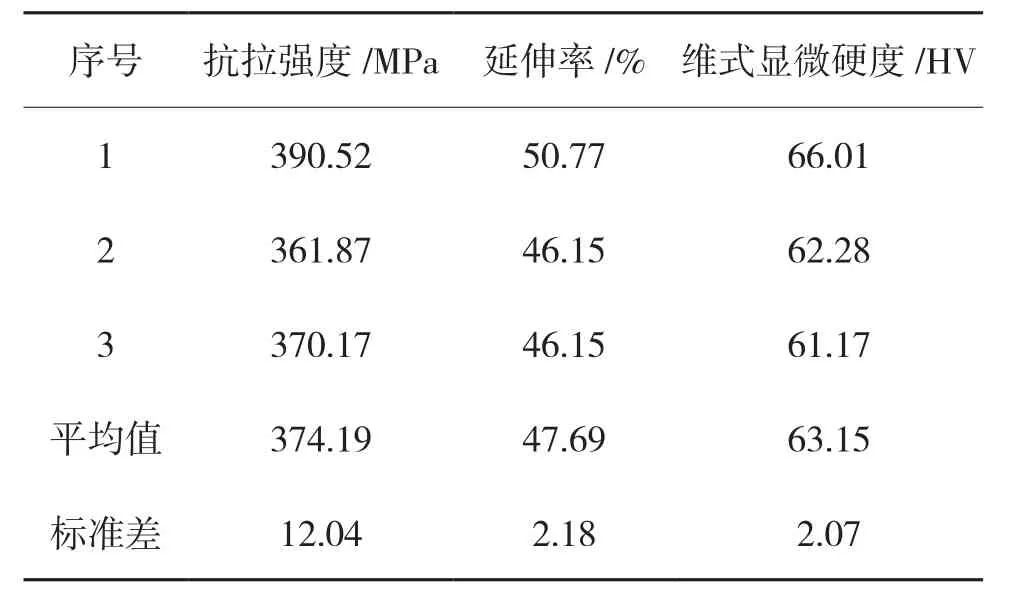
表2 擠壓ACR銅管力學性能
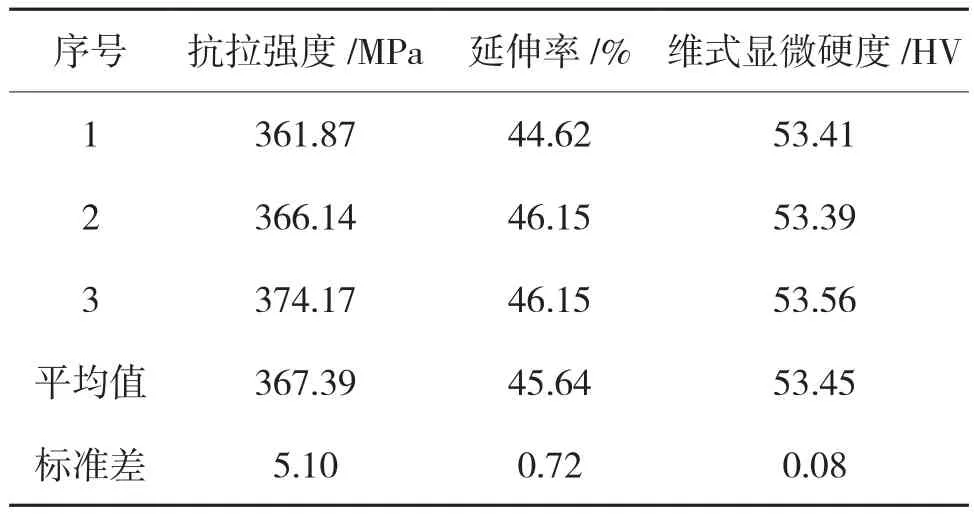
表3 鑄軋ACR銅管力學性能
3.3 產品表面質量對比分析
研究表明:表面光亮度高有利于工藝潤滑,從而提高下游產品的表面質量[9]。表面粗糙度會影響材料的疲勞壽命和耐磨性[10-11]。表面殘余應力會影響材料的疲勞強度和尺寸精度,較小的殘余應力能夠降低銅管拉拔過程產生開裂缺陷[12-13]。因此,探討鑄軋法生產ACR銅管對產品表面質量的影響有重要意義。
3.3.1 表面光亮度
用肉眼觀察兩種工藝方法生產的ACR銅管很容易分辨出兩者之間的區別,擠壓成品管外觀表現色澤暗淡,而鑄軋成品管外觀表現光亮刺眼,如圖2所示。在宏觀上表明了鑄軋成品管形貌美觀,表面光亮度高,具有較好的表面質量。
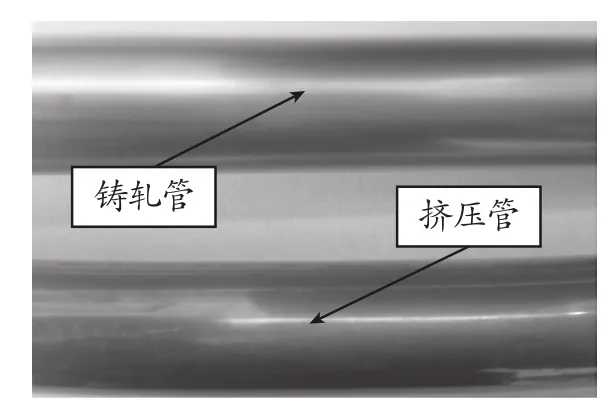
圖2 表面光亮度對比圖
3.3.2 表面粗糙度
將兩種工藝方法生產的ACR成品管在表面形貌儀測試出表面輪廓,圖3為ACR銅管表面輪廓圖分析結果。比較圖3(a)、(b)可知,擠壓成品管表面粗糙度Ra為0.41μm,輪廓最大峰值Rq為0.52μm;鑄軋成品管表面粗糙度Ra為0.28μm,輪廓最大峰值Rq為0.37μm;鑄軋成品管Ra與Rq均比較小,說明鑄軋管表面劃痕少,且深度淺,具有較好的表面質量。
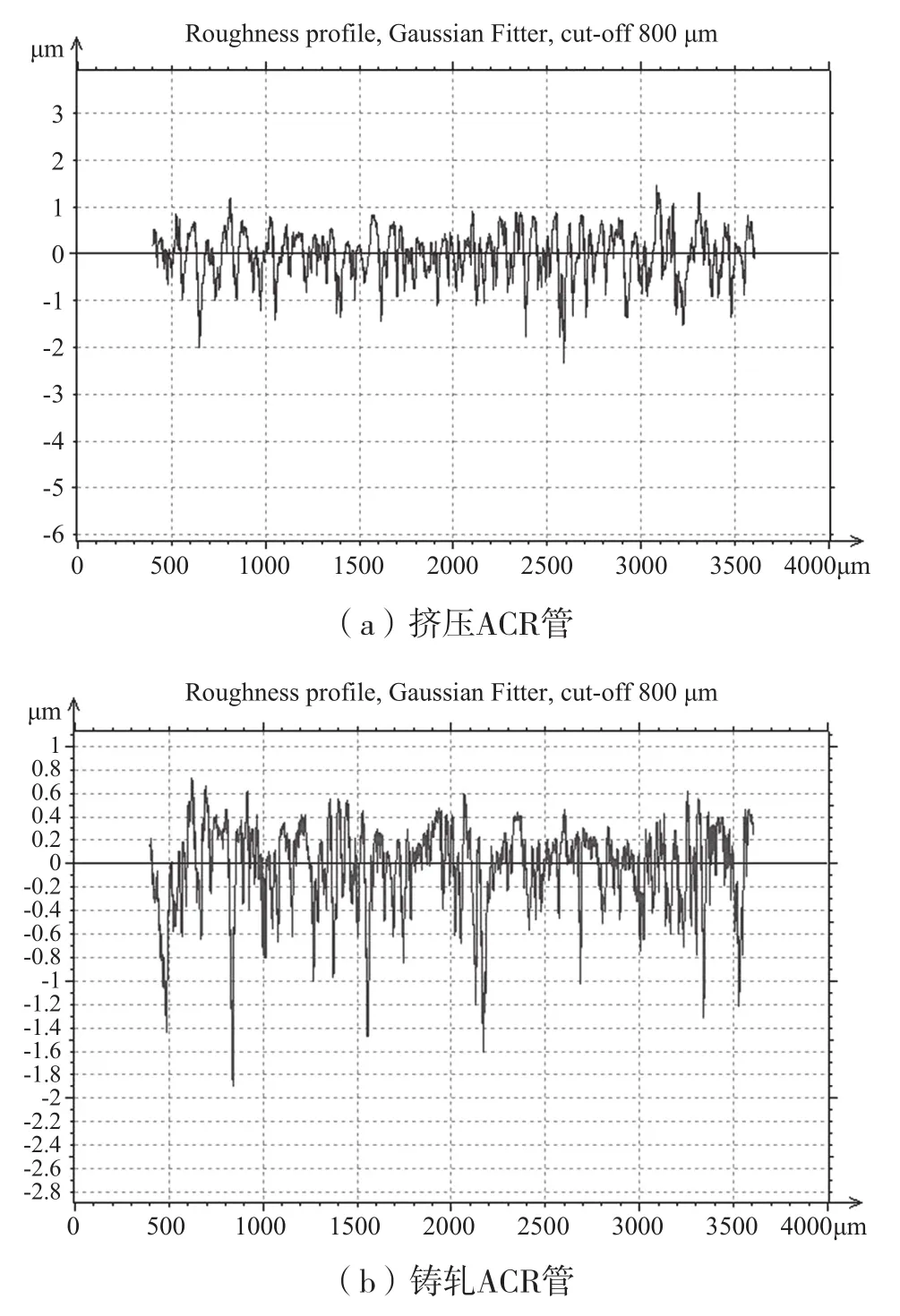
圖3 ACR銅管表面輪廓圖
3.3.3 表面殘余應力
對兩種工藝方法生產的ACR銅管表面殘余應力的測定采用環切法[14],其操作過程簡單,通過管材外徑尺寸的變化,可近似反映管材內、外表面殘余的平均周向應力。用環切法測定ACR銅管表面殘余應力結果見表4。
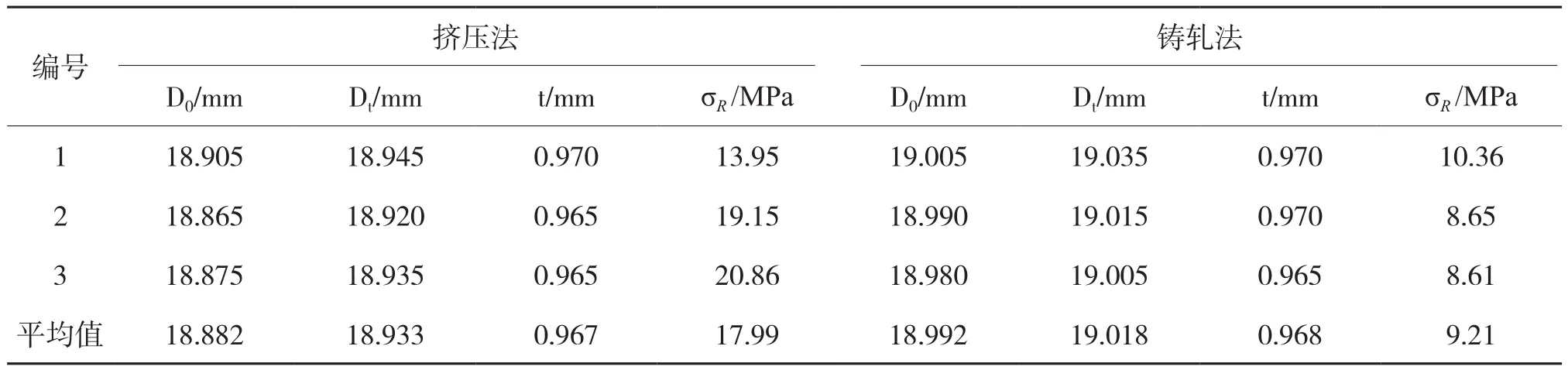
表4 環切法測定ACR銅管表面殘余應力
從表4可知,擠壓成品管的平均殘余應力為17.99MPa,而鑄軋成品管的平均殘余應力為9.21,擠壓成品管的平均殘余應力幾乎是鑄軋成品管的平均殘余應力2倍,因此,鑄軋法能夠顯著降低ACR銅管的表面殘余應力,改善銅管表面質量。
上述結果表明鑄軋ACR銅管的表面質量較高,原因在于兩種工藝方法所采用的加工率不同。銅管表面質量主要受最終道次的工藝參數影響,與擠壓法相比,鑄軋法最終道次的冷加工率相對比較大,在一定范圍內,隨著加工率增加,導致模具和銅管之間的油膜厚度變薄,有利于模具表面對銅管表面壓燙作用[8],降低銅管表面的粗糙度,宏觀表現為光亮度高。鑄軋法采用三聯拉模式,拉伸拔次要多于擠壓管拉拔道次,多道次拉拔有利于使管材殘留的變形不均勻性減小,改變了沿管材壁厚的殘余應力分布,有利于減小殘余應力[15]。
3.4 產品尺寸精度對比分析
通過生產試驗可知,鑄軋法成品管平均外徑偏差為0.022mm,壁厚偏差為0.025mm,不圓度為1.01%,偏心率為6.35%。而擠壓法成品管平均外徑偏差為0.053mm,壁厚偏差為0.040mm,不圓度為3.02%,偏心率為15.8%。與擠壓法相比,鑄軋法ARC銅管尺寸精度要高,能夠有效減少外徑偏差、壁厚超差、不圓度和偏心等質量問題,尤其在改善壁厚偏心問題上效果更明顯,提高了產品的合格率。鑄軋法避免了擠壓生產過程中質量難以控制的偏心和壁厚超差問題,鑄軋法采用三輥軋制工藝減少了均化退火熱加工、穿孔料頭和擠壓脫皮等工序,避免了擠壓管坯起皮、偏心和組織不均等缺陷[16]。三聯拉伸工藝采用高效率直線拉拔模式,直拉沒有附加應力且受力均勻,銅管坯偏心問題可以有效地被修正和改善,保證后續拉拔的穩定,從而提高了產品質量[17]。
4 結論
(1)擠壓ACR銅管退火后晶粒較為細小,故具有較好的綜合力學性能。但鑄軋ACR銅管與擠壓ACR銅管力學性能相近,鑄軋ACR銅管完全可以滿足空調用管的苛刻要求。而且鑄軋ACR銅管退火后的力學性能波動幅度小,尤其是抗拉強度表現出較好的力學穩定性。
(2)鑄軋法能夠有效降低ACR銅管的表面殘余應力、表面劃傷和表面粗超度,從而提高銅管表面質量。
(3)鑄軋法生產ACR銅管成品尺寸精度高,能夠有效減少外徑偏差、壁厚超差、不圓度和偏心等質量問題,提高了產品的合格率。
[1]陳大勇. 基于TP2銅管材料性能控制的拉拔工藝研究[D]. 沈陽:沈陽理工大學, 2015:1-8.
[2]周文龍, 張士宏. 鑄軋法與擠壓法生產TP2銅管組織和性能對比分析[J]. 鍛壓裝備與制造技術, 2004(1):35-37.
[3]尚世任, 胡兆奎, 彭伯彥. 快速發展的制冷空調工業對高效傳熱管的需求[J]. 銅加工, 2009(1):13-18.
[4]馬得江. 磷脫氧銅TP2圓錠熔鑄工藝研究[J]. 銅業工程, 2015 (4):9-11, 19.
[5]金平, 劉楚明, 余學德, 等. 中國銅加工產業現狀及發展趨勢[J]. 有色冶金設計與研究, 2015(2):32-35, 38.
[6]李紅安, 王世中, 魯長建, 等. 制冷空調設備用銅管的發展趨勢[J].制冷與空調, 2014(12):13-16.
[7]W.B. Shou, D.Q. Yi, H.Q. Liu, et al.Effect of grain size on the fatigue crack growth behavior of 2524-T3 aluminum alloy[J]. Archives of Civil and Mechanical Engineering, 2016:304-312.
[8]李耀群, 易茵菲. 現代銅盤管生產技術[M]. 第1版.北京:冶金工業出版社, 2005:30-80.
[9]王華春, 李吉彬. 冷軋表面質量控制的影響因素[J]. 鋁加工,2004(4):30-33.
[10]陳心淇. 表面粗糙度對零件耐磨性能的影響[J]. 計量與測試技術,2005(7):7-8.
[11]張東初, 裴旭明. 加工工藝對表面粗糙度及疲勞壽命的影響[J]. 中國機械工程, 2003(16):30-33+4.
[12]Kew ei Xu.Effect of residual stress on fatigue behaviour of notches fatigue.International Journal of Fatigue[J]. 1994, 16:337-347.
[13]S. I. Ivanov,V. F. Pavlov. The effect of residual stresses and cold working on fatigue strength[J]. Strength of Materials, 1976:85.
[14]路俊攀. 銅及銅合金加工制品殘余應力的測定方法[J]. 無損檢測,2004(12):633-637.
[15]王繼周, 李晉霞, 邰振中. 管材拉拔中的不均勻變形與殘余應力.塑性工程學報, 2001(4): 40-43.
[16]洪正軍. 鑄軋法在銅盤管加工工藝中的應用[J]. 湖南冶金,2004(5):39-41.
[17]劉勁松, 陳大勇, 張士宏. 基于數值模擬的TP2銅管三聯拉工藝優化[J]. 中國有色金屬學報, 2015(2):458-465.
Influence of Process Improvement on The Quality of ACR Copper Tubes
LIU Yang1, LIU Jin-song1,2, CHEN Da-yong2, ZHANG Shi-hong2
(1.ShenYang University of Science and Technology, Shenyang 110159, Liaoning, China; Institute of Metal Research, Chinese Academia of Sciences, Shenyang 110016, Liaoning, China)
two kinds of ACR copper tubes with dimensions of φ19mm×1mm were mainly studied. Large diameter ACR copper tubes tried tobe produced by casting rolling method instead of extrusion method. The difference of chemical composition, microstructure,properties, surface quality and size precision of ACR copper tubes produced by both methods were compared and analyzed systemically. The products' quality influence factors of ACR copper tubes produced by casting and rolling method were discussed, which can provide important theoretical basis for the actual production.
ACR copper tube;cast-Rolling process;extrusion method;microstructure;mechanical property;surface quality;dimensional accuracy
TG33
A
1009-3842(2016)04-0027-04
2016-05-07
劉陽(1991-),男,滿族,遼寧遼陽人,碩士研究生,主要從事銅管連鑄連軋生產工藝研究。E-mail:1045301595@qq.com
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
