Ф7mm TP2內(nèi)螺紋銅管外表面質(zhì)量分析與優(yōu)化*
2016-11-15 06:14:21萬胤明朱志林葉酈峰曾延琦劉錦平
銅業(yè)工程 2016年4期
萬胤明,羅 欣,朱志林,葉酈峰,吳 禮,曾延琦,何 強(qiáng),劉錦平
(1.江西銅業(yè)加工事業(yè)部,江西 南昌 330096;2.江西理工大學(xué) 材料科學(xué)與工程學(xué)院,江西 贛州 341000;3.江西銅業(yè)技術(shù)研究院有限公司,江西 南昌 330096)
Ф7mm TP2內(nèi)螺紋銅管外表面質(zhì)量分析與優(yōu)化*
萬胤明1,羅 欣1,朱志林2,葉酈峰1,吳 禮3,曾延琦3,何 強(qiáng)3,劉錦平2
(1.江西銅業(yè)加工事業(yè)部,江西 南昌 330096;2.江西理工大學(xué) 材料科學(xué)與工程學(xué)院,江西 贛州 341000;3.江西銅業(yè)技術(shù)研究院有限公司,江西 南昌 330096)
通過粗糙度測試、顯微觀察等手段,分析了內(nèi)螺紋銅管外表面缺陷產(chǎn)生的原因,并通過調(diào)整旋壓成形工藝參數(shù)對Ф7mm TP2內(nèi)螺紋銅管外表面質(zhì)量進(jìn)行了優(yōu)化試驗(yàn)。研究結(jié)果表明:銅管外表面粗糙和鋼球旋壓紋路不均與金屬流動(dòng)、鋼球運(yùn)動(dòng)、旋壓加工率和高速電機(jī)的振動(dòng)有關(guān);在確保成齒質(zhì)量的前提下采用小球旋壓模具工藝和減小管坯壁厚均可降低內(nèi)螺紋銅管外表面粗糙度、改善鋼球旋壓紋路,提高表面質(zhì)量。
內(nèi)螺紋銅管;外表面質(zhì)量;表面粗糙度;旋壓紋路;優(yōu)化
1 引言
TP2內(nèi)螺紋銅管是一種內(nèi)表面沿管軸線方向有螺旋齒槽的銅管,它具有優(yōu)異的導(dǎo)熱性能、耐腐蝕性能和加工性能,現(xiàn)被廣泛用作空調(diào)冷凝器和蒸發(fā)器的主要換熱元件[1-2]。目前,工業(yè)應(yīng)用的TP2內(nèi)螺紋銅管主要生產(chǎn)工藝是鑄軋法,銅管內(nèi)表面的螺紋齒槽是通過鋼球旋壓加工成形。由于內(nèi)螺紋銅管具有齒高相對管外徑小和齒條數(shù)多的特點(diǎn),同時(shí)鋼球旋壓過程中電機(jī)高速旋轉(zhuǎn)而使管坯外表面具有軋制、擠壓和旋壓的效果[3-4],導(dǎo)致內(nèi)螺紋銅管成形機(jī)理和金屬流動(dòng)十分復(fù)雜,在成形過程中銅管外表面易產(chǎn)生缺陷,如外表面粗糙、鋼球旋壓紋路不均勻等,極大地影響銅管后續(xù)的加工和使用性能。張士宏、張寧等人[5-7]通過有限元模擬和試驗(yàn)研究了薄壁管滾珠旋壓過程中出現(xiàn)的表面起皺、表面波紋等典型表面缺陷,向小勇等人[8]建立了內(nèi)螺紋銅管滾珠旋壓工藝的三維彈塑性非線性有限元模型分析了銅管成形過程金屬流動(dòng)的位移規(guī)律及應(yīng)變分布,李茂盛等人[9]對滾珠旋壓工藝中滾珠直徑的選擇原則進(jìn)行了研究,張曉村[10]對內(nèi)螺紋銅管旋壓成形裝置進(jìn)行了改進(jìn),使其自重下降約50%,提高了高速電機(jī)工作時(shí)的穩(wěn)定性,生產(chǎn)出的管件表面質(zhì)量穩(wěn)定。目前,對TP2內(nèi)螺紋銅管旋壓成形的銅管外表面缺陷分析研究集中在有限元模擬,對缺陷試驗(yàn)分析和外表面質(zhì)量優(yōu)化研究還不夠充分。
本文以Ф7mm TP2內(nèi)螺紋銅管研究對象,通過粗糙度測試、顯微觀察等手段,觀察和分析了螺紋銅管外表面缺陷產(chǎn)生的原因,并通過調(diào)整旋壓成形工藝參數(shù)對Ф7mm TP2內(nèi)螺紋銅管外表面質(zhì)量進(jìn)行了優(yōu)化試驗(yàn)。
2 材料與方法
選取外表面質(zhì)量不佳的Ф7mm TP2內(nèi)螺紋銅管典型樣管,進(jìn)行顯微觀察、粗糙度測試,分析表面質(zhì)量狀況及原因。根據(jù)分析結(jié)果調(diào)整旋壓成形模具參數(shù)及管坯尺寸進(jìn)行Ф7mm TP2內(nèi)螺紋銅管外表面優(yōu)化試驗(yàn)。粗糙度測試在Mahr M1粗糙度儀上進(jìn)行測試,顯微觀察在基恩士VHX-1000C 3D金相顯微鏡上進(jìn)行觀察,銅管內(nèi)螺紋成形在興榮ZLCX內(nèi)螺紋成形機(jī)組上進(jìn)行。
3 結(jié)果與討論
3.1 外表面質(zhì)量分析
(1)表面粗糙度。
圖1是現(xiàn)有工藝內(nèi)螺紋銅管外表面低倍和高倍形貌。從圖中可以看出,樣管外表面鋼球旋壓痕跡明顯,而且旋壓痕跡深淺不一,表面較為粗糙。表1是該樣管外表面粗糙度測試結(jié)果,樣管外表面粗糙度Ra平均值為0.529μm,Rz平均值為3.668μm,而外表面質(zhì)量較好的銅管其外表面粗糙度Ra一般在0.150~0.350μm之間,Rz一般在2.000~3.500μm之間。根據(jù)行星旋壓過程中鋼球運(yùn)動(dòng)特征和金屬塑性流動(dòng)規(guī)律可初步推測,銅管外表面粗糙度高一方面是由于旋壓成形過程中金屬流動(dòng)受阻而無法充分進(jìn)入凹槽而堆積于表面使其變粗糙;另一方面是由于旋壓成形過程中鋼球不能自由運(yùn)動(dòng)而造成鋼球旋壓痕跡紊亂且深淺不一(圖1b)。

圖1 外表面粗糙度高的樣管

表1 外表面粗糙度不佳樣管粗糙度測試結(jié)果
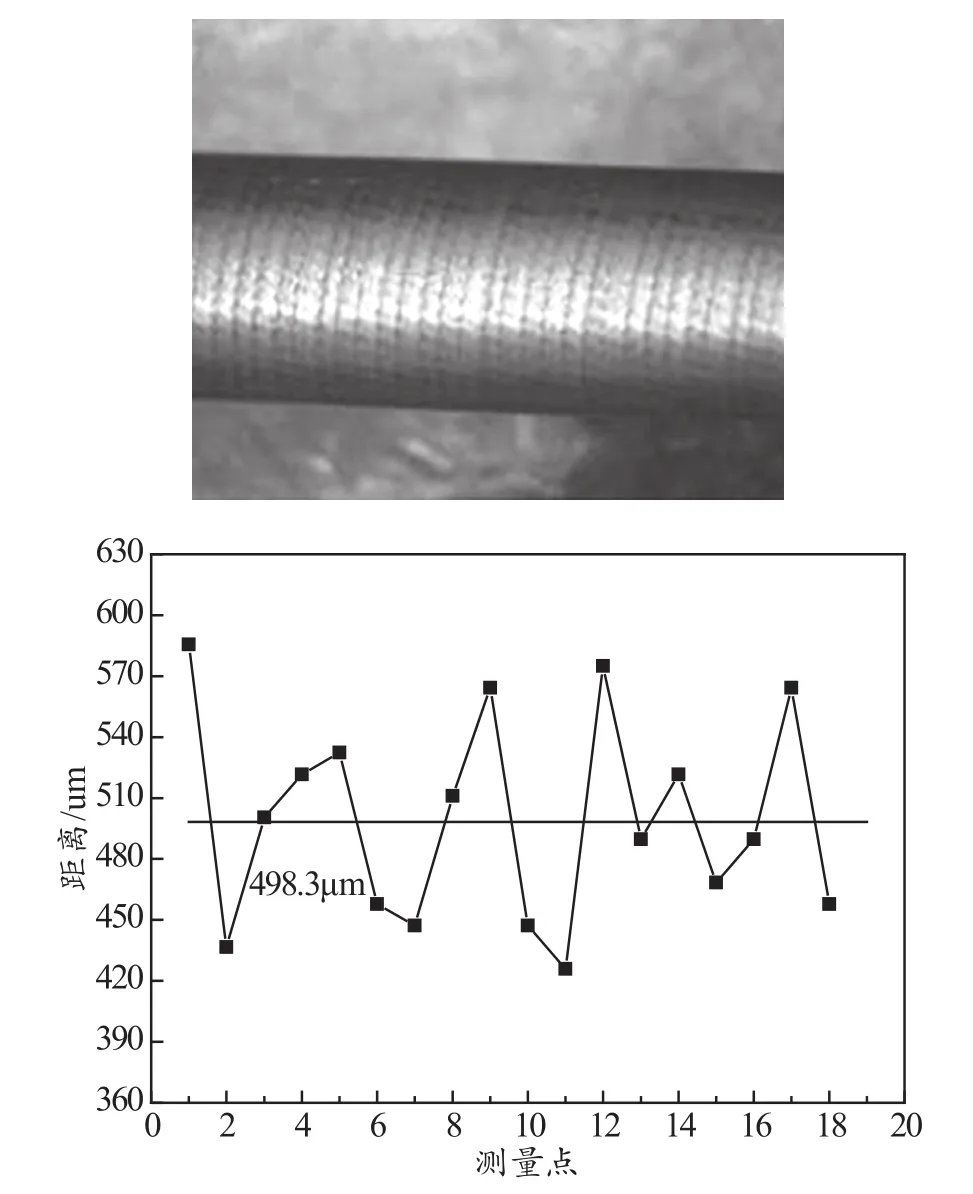
圖2 鋼球旋壓紋路不均樣管及其紋路間距測量結(jié)果
(2)鋼球旋壓紋路。
圖2中左圖給出的是鋼球旋壓紋路不均樣管外表面顯微觀察圖。從圖中可以看出,鋼球旋壓紋路間距的寬窄不一,而且紋路印跡很明顯。圖2中右圖給出的是該樣管旋壓紋路間距測量結(jié)果,最大紋路間距為590μm,而最小紋路間距僅為420μm,極差為0.17μm。銅管外表面鋼球旋壓紋路不均主要有兩方面原因:一方面是與旋壓過程中鋼球的大小和表面質(zhì)量相關(guān)。鋼球的大小不均勻和表面劃痕多都可導(dǎo)致銅管外表面螺紋不均;另一方面與旋壓過程高速電機(jī)的振動(dòng)相關(guān)。由于旋壓成形時(shí)電機(jī)的轉(zhuǎn)速高達(dá)24000r/min,高速旋轉(zhuǎn)必然會(huì)造成旋壓成形模具產(chǎn)生振動(dòng),因而使銅管外表面紋路不均勻。
3.2 優(yōu)化試驗(yàn)
為降低Ф7mm TP2內(nèi)螺紋銅管外表面粗糙度,改善鋼球旋壓紋路,提高銅管表面質(zhì)量,設(shè)計(jì)了一套小球旋壓模具工藝,分別以Ф9.52mm×0.36mm(原旋壓模具工藝使用的管坯)和Ф9.52mm×0.34mm進(jìn)行了工藝試驗(yàn)。
圖3是用小球旋壓模具和Ф9.52mm×0.36mm管坯制備的樣管外表面及其紋路間距測試結(jié)果。從圖3可以看出,較圖1和圖2中的樣管,該樣管外表面的鋼球旋壓紋路印跡明顯變淡,紋路間距極差為110μm,變得明顯均勻了。表2給出的該樣管外表面粗糙度Ra平均值為0.342μm,Rz平均值為2.800μm,與表1對比可知,在該工藝條件下制備的樣管外表面粗糙度明顯降低。而且,紋路的間距波動(dòng)較優(yōu)化工藝前明顯降低,這說明優(yōu)化后銅管紋路的均勻性明顯得到了提高。

圖3 用小球旋壓模具,Ф9.52mm×0.36mm管坯制備的樣管外表面及其紋路間距測試結(jié)果
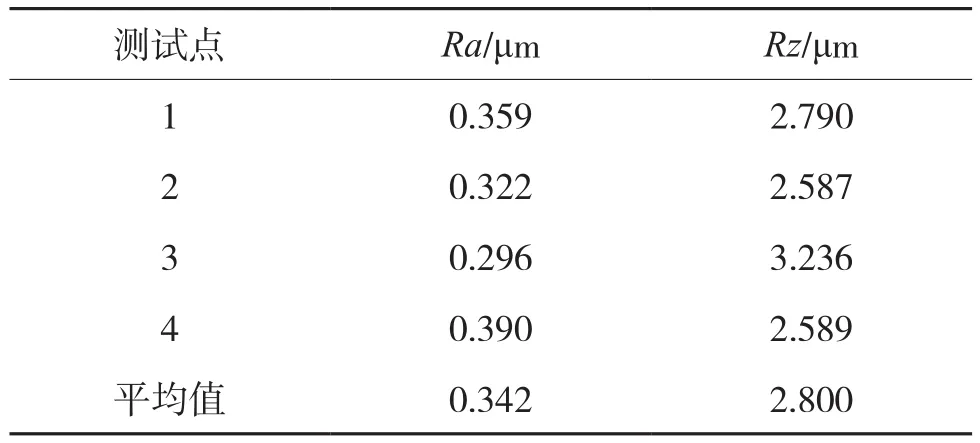
表2 圖3所示樣管外表面粗糙度測試結(jié)果
圖4是用小球旋壓模具和Ф9.52mm×0.34mm管坯制備的樣管外表面及其紋路間距測試結(jié)果。從圖4可以看出,較圖3中的樣管,該樣管外表面的鋼球旋壓紋路印跡變得更淡,紋路的間距也變得更加均勻,紋路間距極差僅為65μm。表3給出的該樣管外表面粗糙度Ra平均值為0.294μm,Rz平均值為2.181μm,均小于表2所示樣管的外表面粗糙度。
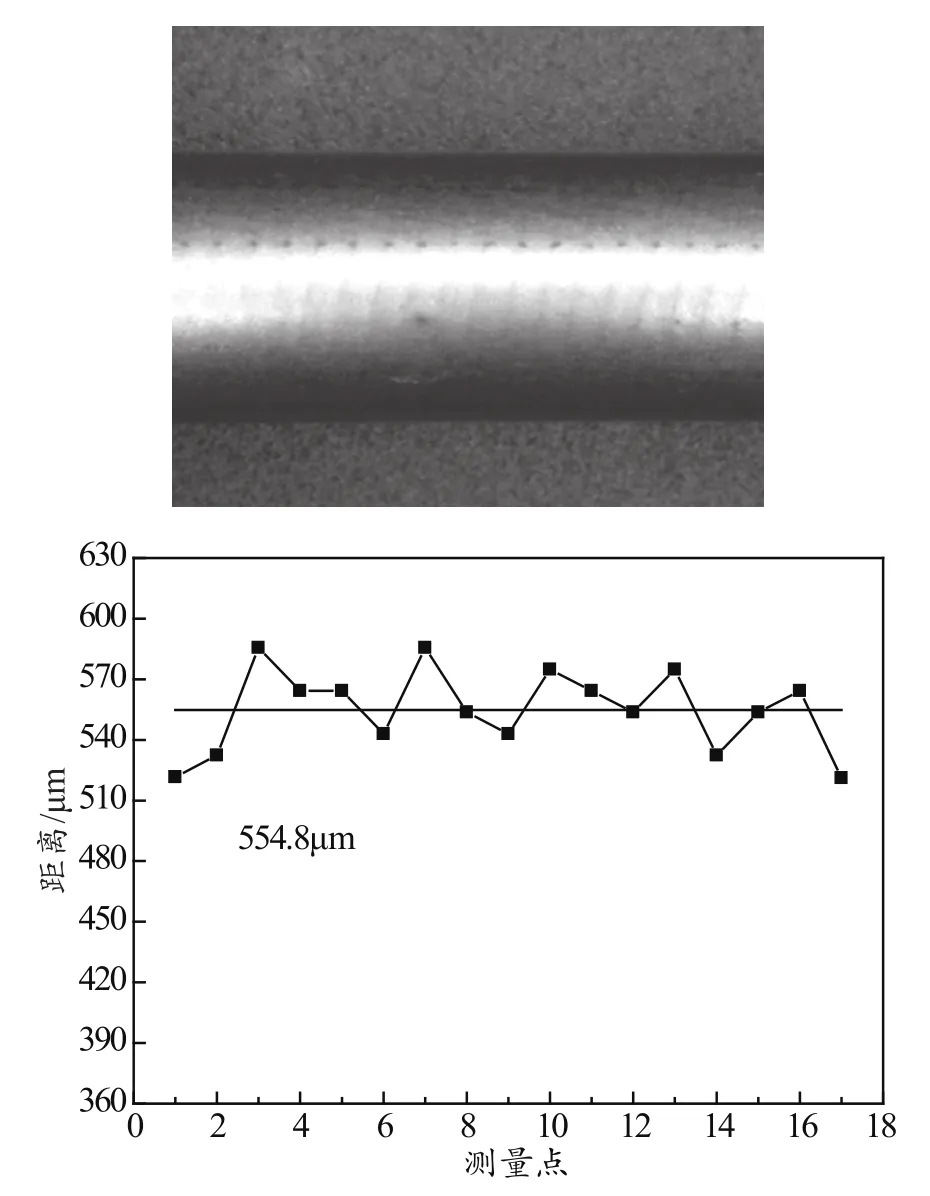
圖4 用小球旋壓模具,Ф9.52mm×0.34mm管坯制備的樣管外表面及其紋路間距測試結(jié)果
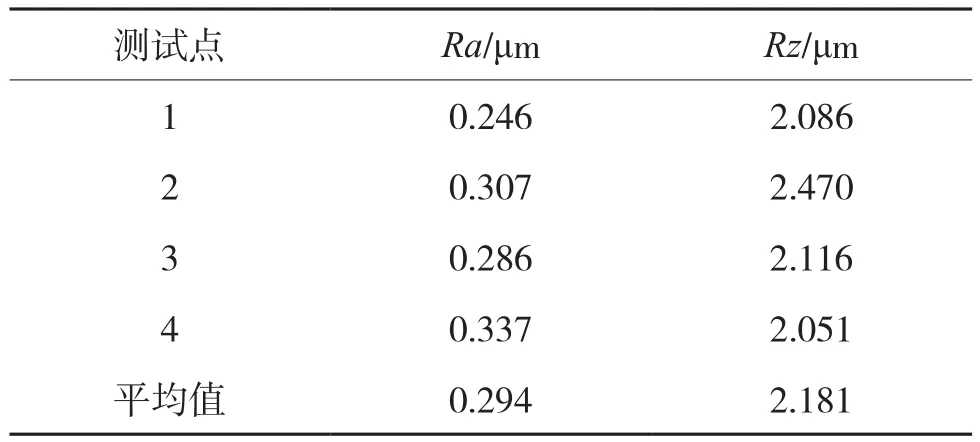
表3 圖3所示樣管外表面粗糙度測試結(jié)果
根據(jù)以上工藝試驗(yàn)結(jié)果可知,在確保成齒質(zhì)量的前提下采用小球旋壓模具工藝和減小管坯壁厚均可降低內(nèi)螺紋銅管外表面粗糙度,改善鋼球旋壓紋路,提高表面質(zhì)量。這是因?yàn)椋捎眯∏蛐龎汗に嚳梢越档托龎毫Γ鶕?jù)旋壓力計(jì)算法,如(1)-(3)式[11]:

式中K為減薄率函數(shù)、t0為管坯壁厚、f為進(jìn)給率,σm材料平均應(yīng)力、DP為鋼球直徑、α為旋壓角。可知鋼球越小,旋壓過程中鋼球?qū)芘魍獗砻娴膹较蚝洼S向旋壓分力越小,管坯外表面受力越均勻,有利于減弱鋼球旋壓痕跡深淺程度。此外,采用小球模具可減輕旋壓模具的重量,減少原有高速電機(jī)的配重,使得電機(jī)在高速旋轉(zhuǎn)時(shí)電機(jī)主軸振動(dòng)幅度減小,進(jìn)而可使鋼球旋壓紋路更均勻,生產(chǎn)出的管材外表面質(zhì)量更好[10,12]。
同時(shí),通過對比可知,管坯壁厚為0.34mm旋壓成形內(nèi)螺紋管的表面質(zhì)量較管坯壁厚為0.36mm的更好(見表2和表3)。由此可知,在確保成齒質(zhì)量的前提下減小管坯壁厚,一方面可以減小旋壓成形加工率,使金屬量盡量接近成形所需金屬量,大大降低旋壓過程中金屬隆起、起皺的概率;另一方面,鋼球運(yùn)動(dòng)更自由,會(huì)降低旋壓過程中金屬流動(dòng)的紊亂程度,從而降低管材外表面粗糙度,改善管材外表面質(zhì)量。
4 結(jié)論
(1)銅管外表面粗糙和鋼球旋壓紋路不均與金屬流動(dòng)、鋼球運(yùn)動(dòng)、旋壓加工率和高速電機(jī)的振動(dòng)有關(guān);
(2)在確保成齒質(zhì)量的前提下采用小球旋壓模具工藝和減小管坯壁厚均可降低內(nèi)螺紋銅管外表面粗糙度、改善鋼球旋壓紋路,提高表面質(zhì)量。
[1]羅欣, 劉錦平, 朱暉, 等. 小彎頭管缺陷分析及彎曲成形工藝優(yōu)化[J].銅業(yè)工程, 2015(5):1-4+32.
[2]曾延琦, 吳禮, 何強(qiáng). Ф7mm瘦齒大螺旋角內(nèi)螺紋銅管旋壓成形工藝和換熱性能研究[J]. 熱加工工藝, 2014(21):39-42+46.
[3]安曉龍, 劉勁松, 楊俊虎, 等. 內(nèi)螺紋銅管滾珠旋壓工藝模擬[J]. 沈陽理工大學(xué)學(xué)報(bào), 2016(1):67-71.
[4]劉勁松, 葉能永, 張士宏, 等. TP2內(nèi)螺紋銅管滾珠旋壓成形缺陷模擬與分析[J]. 鍛壓技術(shù), 2011(5):46-50.
[5]張士宏, 吳江, 方蔓蘿. 不銹鋼薄壁管滾珠旋壓模擬及缺陷分析[J].航天制造技術(shù), 2008(1):5-9.
[6]張士宏, 吳江. 薄壁不銹鋼管滾珠旋壓成形工藝研究[J]. 鍛壓技術(shù),2009(1):60-64.
[7]張寧. 管材滾珠旋壓成形工藝研究[D]. 沈陽:沈陽理工大學(xué),2010:60-61.
[8]向小勇, 李海江. 內(nèi)螺紋銅管滾珠旋壓成形有限元分析[J]. 機(jī)械設(shè)計(jì)與制造, 2010(10):18-20.
[9]李茂盛, 張士宏, 康達(dá)昌, 等. 滾珠旋壓工藝的滾珠直徑選擇[J].材料科學(xué)與工藝, 2005(6):594-597.
[10]張曉村, 張俊嶺, 姜曉峰. 一種新型內(nèi)螺紋管成型旋壓裝置:中國,2013204703613[P]. 2013-08-02.
[11]馬振平, 張濤. 滾珠旋壓成形技術(shù)[M]. 北京: 冶金工業(yè)出版社,2011:67.
[12]鄭逢泰, 方書成. 一種內(nèi)螺紋銅管成型旋壓裝置:中國,2012100812043[P]. 2013-03-26.
External Surface Quality Analysis and Optimization of Ф7mm TP2 Inner Grooved Copper Tube
WAN Yin-ming1, LUO Xin1, ZHU Zhi-lin2, YE Li-feng1, WU Li3, ZENG Yan-qi3, HE Qiang3, LIU Jin-ping2
(1. JCC Processing Business Division, Nanchang 330096, Jiangxi, China; 2. School of Material Science and Engineering, Jiangxi University of Science and Technology, Ganzhou 341000, Jiangxi, China; 3. Jiangxi Copper Technology Research Institute Co., Ltd,Nanchang 330096, Jiangxi, China)
the causes of defects on the outer surface of inner grooved copper tube were investigated by surface roughness test and microscopic observation. And the outer surface quality of Ф7mm TP2 inner grooved copper tube was optimized by adjusting the parameters of the spinning forming process. The results showed that surface roughness and the uneven ball spinning linesof the tube were related with metal flow, steel ball movement, spinning process rate and vibration of the high-speed electric machine. Under the premise of ensuring the quality of tooth, adopting the ball spinning mold technology and reducing wall thickness of the blank tube can reduced surface roughness, improved the steel ball spinning lines, and improved the surface quality for the inner grooved copper tube.
inner grooved copper tube;external surface quality;surface roughness;ball spinning line;optimization
TG33
A
1009-3842(2016)04-0037-04
2016-05-12
江西省博士后科研擇優(yōu)資助項(xiàng)目(2014KY37);江西省大學(xué)生創(chuàng)新訓(xùn)練項(xiàng)目(201710407033)
萬胤明(1987-),男,江西東鄉(xiāng)人,本科,主要從事精密銅管生產(chǎn)管理和技術(shù)開發(fā)。E-mail:463530305@qq.com
