基于坐標測量技術對車鉤鉤舌關鍵尺寸測量誤差分析
2016-11-16 02:08:00楊亮王正晉施志輝
大連交通大學學報 2016年2期
關鍵詞:測量
楊亮,王正晉,施志輝
(大連交通大學 機械工程學院,遼寧 大連 116028)
?
基于坐標測量技術對車鉤鉤舌關鍵尺寸測量誤差分析
楊亮,王正晉,施志輝
(大連交通大學 機械工程學院,遼寧 大連 116028)
研究鐵路車鉤鉤舌專用坐標測量機對鉤舌牽引臺和沖擊臺尺寸測量過程中定位誤差、采樣方法、數據處理方法等因素對測量精度產生的影響.根據鉤舌和夾具結構特點,采用半徑補償的方法消除定位銷與鉤舌銷孔的配合公差;推導分析三點定圓和多點定圓產生的測量不確定度大小,作為理論依據選擇合理的采樣方法;采用圓心固定法消除牽引沖擊臺尺寸相對于測量基準偏心所產生的誤差.從而提高牽引臺與沖擊臺尺寸的測量精度.
坐標測量技術;鐵路車鉤;誤差分析;采樣
0 引言
隨著我國鐵路運輸不斷的向高速和重載方向發展, 列車的縱向沖擊力和牽引力急劇增加.車鉤是鐵路車輛之間的連接裝置,用于傳遞牽引力和沖擊力,車鉤連接時的間隙會增大車輛之間的沖擊和震動[1].車鉤鉤舌的牽引臺和沖擊臺尺寸誤差是影響車鉤間隙的重要因素,這就要求鉤舌的牽引臺和沖擊臺尺寸要符合精度要求 ,從而控制車鉤間隙,保證列車的運行安全及可靠性.傳統檢測鉤舌的方法通常采用樣板法,這種檢測方法的測量精度較低,而采用坐標測量機對鉤舌尺寸進行檢測時,可以高效并準確的獲得鉤舌各個型面的數據[2].但是由于鉤舌結構復雜,導致在鉤舌尺寸測量過程中存在各種影響因素,因而需要對其產生的測量誤差進行分析.
1 鉤舌專用測量機結構及測量誤差影響因素
鉤舌專用測量機是基于坐標測量技術、專用夾具、機電控制和軟件系統相結合的坐標測量機.它主要由回轉工作臺、三維導軌、專用夾具、機電控制系統組成,如圖1所示.回轉工作臺負責承載專用夾具和鉤舌,并可以根據測量要求繞著回轉中心進行180°的旋轉,從而測量鉤舌兩側的各個型面的尺寸.三維導軌帶動觸發式測頭沿x,y,z三個方向運動,測量獲得鉤舌型面尺寸的三維坐標.專用夾具由兩個定位銷、調整墊鐵、預定位螺釘組成,負責鉤舌的夾緊和定位.機電系統負責控制三維導軌的運動和測量結果的采集.
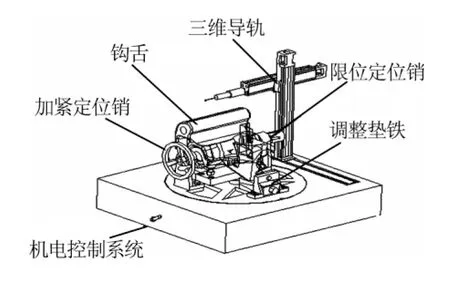
圖1 鉤舌測量機結構
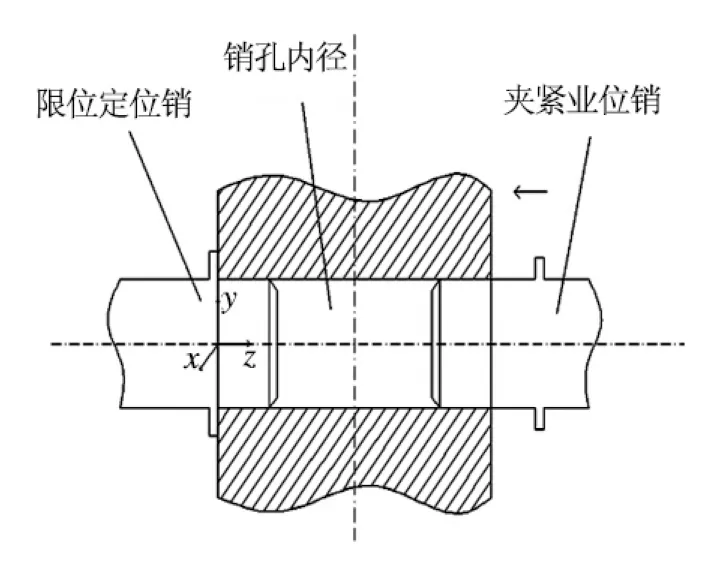
圖2 定位方式
在進行測量鉤舌尺寸時,測頭從機床原點隨著三維導軌運動到被測型面的測量起始位置a1,如圖3所示,然后測頭沿著被測型面的法向方向向工件運動,當測針接觸工件時,觸頭獲得觸發信號,停止運動,記錄此時第一個采樣點b1的三坐標值,然后觸頭移動到下一個采樣點的起始位置a2,重復相同的動作獲得被測型面所有采樣點的坐標值.鉤舌牽引臺和沖擊臺圓弧均在測量機的xOy平面上,在對其尺寸進行測量之前,預先在定位環節找準牽引沖擊臺圓弧的z方向深度,在測量時,保持z方向深度不變,測頭只在xOy平面移動.
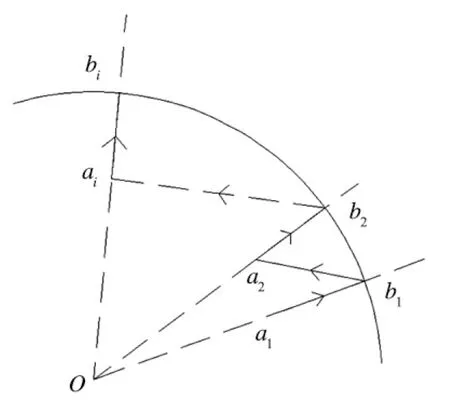
圖3 測量軌跡
在測量牽引臺和沖擊臺尺寸的過程中,坐標測量機存在的測量誤差主要有被測零件的定位誤差;測量機本身的誤差,包括測量機機構誤差、測頭誤差、軟件誤差等;與測量條件相聯系的各種因素所引起的誤差,包括采樣方法、環境條件、數據處理方法等[3-5].測量機本身的誤差在測量機的設計與調試過程中已經進行了檢測和補償.測量機工作環境一般要求在室溫且濕度穩定的測量車間內,環境條件對測量機的誤差影響很小,可以忽略不計.因此對于鉤舌專用坐標測量機而言,測量過程中的定位誤差、采樣方法和數據處理方法產生的誤差是影響測量精度的主要原因.
2 定位誤差分析
定位誤差是指工件在夾具中定位時,由于工件的實際位置偏離了理論位置而引起的誤差[6].定位誤差的大小ΔD取決于基準位移誤差ΔW與基準不重合誤差ΔJ的和,即ΔD=ΔW+ΔJ.在鉤舌牽引沖擊臺的測量過程中,鉤舌銷孔端面的圓心坐標為鉤舌所有尺寸測量的基準,測量基準坐標是否準確直接影響牽引沖擊臺尺寸測量的精度.然而因為定位誤差的存在,一方面由于鉤舌銷孔有公差,導致鉤舌銷孔位置與理想位置發生了偏移,從而改變測量基準的位置,產生基準位移誤差;另一方面由于牽引沖擊臺均相對于測量基準存在偏心,而且存在自由公差,從而產生基準不重合誤差.這兩方面因素都會對測量結果產生影響,需要對鉤舌銷孔的定位誤差進行分析和補償.
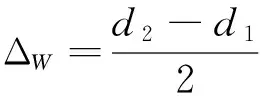
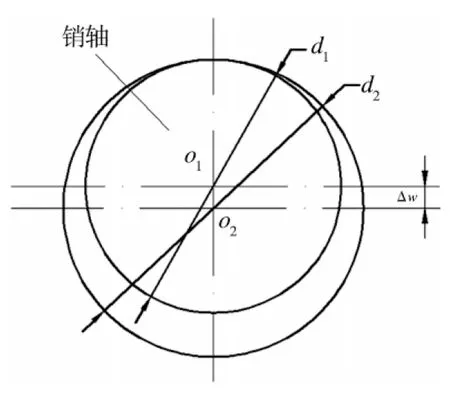
圖4 基準位移誤差
3 采樣方法的誤差分析
采樣方法是測量過程中重要的部分,采樣點的數量和分布了決定測量結果的不確定度.采樣方法對應測量的不確定度越小,測量結果的誤差也就越小.鉤舌的牽引臺和沖擊臺均為圓弧曲面,在工程上通常采用三點定圓的方法測量圓弧的尺寸,即在坐標測量機上采集圓弧上任意三個點的坐標,通過最小二乘法等算法擬合出圓弧的圓心和半徑的尺寸大小.當三個采樣點均勻分布在完整圓上,每兩個采樣點所夾圓心角為120°時,被測圓的圓心不確定度δO和半徑的不確定度δR的值最小.δO=1.15Δ,δR=0.577Δ.(Δ是隨機誤差,假設它們的隨機誤差大小都相等)用三點定圓法的前提是測量機的幾何誤差已經補償或被測直徑不大時.而鉤舌的牽引臺和沖擊臺曲面圓弧都是非完整的大半徑短圓弧,隨著圓弧長度的縮短,可以采集的信息變少.在這種情況下采用三點定圓法測量時誤差會很大.
如果在圓弧上采集N(N>3)個點(xi,yi)后,目標函數表示為
這是一個非線性最小二乘問題,常以下式代替:
(2)
這時可以算出圓弧的圓心和半徑不確定度δO,δR與圓弧中心角φ、采樣點數N之間的關系,如圖6所示.在采樣點數N一定的情況下,圓心和半徑的不確定度隨著中心角的增大而減小,當圓弧的中心角小于40°時,圓心和半徑的不確定度急劇增加.而在中心角一定的情況下,增加采樣點的數量可以減小圓心和半徑的不確定度.
鉤舌的牽引臺和沖擊臺的中心角均小于40°,牽引沖擊臺均為小中心角的短圓弧,對其測量結果的不確定度很大,測量精度很難保證.在這種情況下,只有通過增加采樣點的數量的方式減小測量的不確定度.然而采樣點過密會增加測量時間,降低測量效率.所以還需要根據精度要求,確定合理的采樣數量.
4 數據處理方法的誤差分析
基于坐標測量技術可以獲得各個型面尺寸的具體數據,不同的數據處理方法對測量結果的精度也存在影響.工程上通常采用最小二乘法擬合法獲得圓弧的圓心位置和半徑大小兩個的尺寸,然而牽引臺和沖擊臺在這兩個方面均存在尺寸公差,不僅相對于測量基準存在偏心,而且是圓心角很小的大半徑短圓弧,通過對定位誤差和采樣方法的誤差分析,采用最小二乘法處理數據會在圓心坐標和半徑大小兩方面都存在誤差,并且誤差值很大,降低了測量結果的精度.
圓弧的圓心點的坐標和半徑是測量的主要參數,其中圓心點的坐標在測量過程中更加重要, 有了準確的圓心位置,其他的參數也隨之相應得出.圓心坐標與半徑值是一組相關量,只要確定了圓心坐標的位置,就能相應計算出半徑值.基于以上的思想,可以采用圓心固定法對牽引臺和沖擊臺所在短圓弧進行測量和計算.首先根據圖紙建立被測工件的零件坐標系,計算獲得圓心的理論坐標,消除圓心坐標的誤差值,這樣誤差只是產生在牽引沖擊臺圓弧半徑值的計算上.用三坐標測量機在短圓弧上采集點坐標,每采一點就相應計算出該點到其圓心之間的距離,將N個測量半徑取平均值最終獲得牽引臺和沖擊臺的半徑大小.另一方面,由于鉤舌是鍛造件,工件的表面粗糙度低,在牽引臺和沖擊臺型面上有瑕疵點,數據處理時,會有個別半徑值遠超出公差范圍的奇異點,在計算平均半徑時要將奇異點取去掉,減小瑕疵點對測量精度的影響.
5 結論
鉤舌專用坐標測量機可以高效準確的測量鉤舌各個型面的尺寸,但是在測量過程中也存在以下幾方面的誤差影響因素.定位誤差的影響包括基準位移誤差和定位的基準不重合引起牽引沖擊臺的偏心誤差,通過采取內徑補償的方法確定測量基準的坐標,消除定位誤差的影響;根據牽引臺沖擊臺存在偏心和均為大半徑短圓弧的特點,通過增加采樣點的數量可以減小采樣誤差對測量不確定度的影響,而采樣點密度過大會增加測量時間,降低效率,實際測量時需要綜合以上兩點選擇合理的采點數量;在數據處理過程中,比較最小二乘擬合法和圓心固定法對測量精度的影響大小,由于圓心固定法的誤差小,最終選用圓心固定的方法對數據進行處理,當存在奇異點時,剔除奇異點對平均半徑的影響,從而減小數據處理方法的誤差.
[1]李翱. 車鉤間隙對貨運列車車鉤力的影響研究[J].機械,2011,38(S1):20-21.
[2]王道檔,鄒慧. 基于自校正的三坐標機二維平臺誤差測量技術[J]. 儀器儀表報,2011,34(13):2451-2457.
[3]張國雄. 三坐標測量機[M].天津:天津大學出版社,1999.
[4]邦宙,費業泰,夏豪杰,等.三維觸發式坐標測量機測頭誤差分析與性能實驗[J].農業機械學報,2011 (11):228-230.
[5]陸藝,曲穎,羅哉,等. 坐標測量機動態誤差補償的分析與建模[J], 中國機械工程,2011,22(2):144-148.
[6]蘇建修,李超彬,劉理民. 定位基準的判斷及定位誤差的計算[J]. 機械研究與應用,2000,13(3):32-33.
Analysis of Coupler Knuckle Key Size Measurement Error based on Coordinate Measuring Technology
YANG Liang , WANG Zhengjin , SHI Zhihui
(School of Mechanical Engineering, Dalian Jiaotong University, Dalian 116028, China)
The influence of the measurement error of the traction platform and impact platform by coordinate measuring machine (CMM), including location error, sampling method and data processing method is studied. Based on the character of knuckle and fixture, the fit tolerance between locating pin and knuckle pinhole is eliminate by the radius compensation method, and the uncertainty of the three-point-circle algorithm and the multi-point-circle algorithm is analyzed, choosing a reasonable sampling method. With center-fixed method, the eccentric error of traction and impact platform relative to measurement datum is eliminated. The research results above provide the theoretical basis of improving the measurement accuracy of the traction platform and the impact platform.
coordinate measuring technology; coupler; error analysis; sampling method
1673- 9590(2016)02- 0043- 04
2015- 06-27
楊亮(1975-),男,副教授,博士,主要從事機械裝備制造技術方面的研究E- mail:yangliang@djtu.edu.cn.
A
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00