臥式銑鏜床下滑座蝸輪傳動(dòng)機(jī)構(gòu)的裝配工藝措施
2016-11-16 03:48:23漢川數(shù)控機(jī)床股份公司晏
世界制造技術(shù)與裝備市場(chǎng) 2016年5期
關(guān)鍵詞:工藝
漢川數(shù)控機(jī)床股份公司晏 昆 孫 慶 王 雷
臥式銑鏜床下滑座蝸輪傳動(dòng)機(jī)構(gòu)的裝配工藝措施
漢川數(shù)控機(jī)床股份公司晏 昆孫 慶王 雷
臥式銑鏜床作為高精度孔及端面加工的普通型機(jī)床,其在動(dòng)力輸入部件的經(jīng)典設(shè)計(jì)結(jié)構(gòu)和動(dòng)力輸出部件精密穩(wěn)定的性能,確保了作為以機(jī)械傳動(dòng)為主的機(jī)床持久、可靠的精度保持性和便利、快捷的可維護(hù)性。
漢川數(shù)控機(jī)床股份公司是作為國(guó)內(nèi)臥式銑鏜床重點(diǎn)生產(chǎn)廠家,為了滿足批量化生產(chǎn)的規(guī)模和產(chǎn)品種類的增加,保證每個(gè)裝配環(huán)節(jié)工序的專一性,現(xiàn)采用了分序流水化作業(yè)的生產(chǎn)工藝流程,這樣既提高了操作者的技能效率、減少了工藝設(shè)施的配備,更重要的是保證了關(guān)鍵零部件和機(jī)構(gòu)的精度和可靠性。現(xiàn)對(duì)臥式銑鏜床工作臺(tái)部件沿床身縱向運(yùn)動(dòng)的主要驅(qū)動(dòng)部件,下滑座蝸輪傳動(dòng)機(jī)構(gòu)的裝配工藝流程改進(jìn)做一分析說明。
1.裝配條件與結(jié)構(gòu)分析
在蝸輪與蝸桿傳動(dòng)機(jī)構(gòu)中,基本的傳動(dòng)過程是蝸輪齒包絡(luò)著蝸桿齒相互嚙合。通常的裝配過程是先裝好蝸輪軸系,再裝與之相配合的蝸桿軸系。而在臥式銑鏜床的下滑座中,因傳動(dòng)結(jié)構(gòu)的需要蝸桿被設(shè)計(jì)在一根長(zhǎng)軸的中間部位,這樣給裝配帶來的問題是按照常規(guī)方法和順序裝配已不可能實(shí)現(xiàn),需采用倒裝法——即先將較復(fù)雜的蝸桿軸系先裝配在滑座的支承座上,然后將已裝配好的渦輪軸系部件安放在滑座的安裝面并做相應(yīng)調(diào)整使其與蝸桿做正確的嚙合。
該部分的結(jié)構(gòu)如圖1所示。
采用倒裝法對(duì)于蝸輪的裝配有以下調(diào)整環(huán)節(jié)和要求:
(1)要使蝸輪蝸桿形成正確的嚙合關(guān)系,必須使蝸桿的軸心線與蝸輪的嚙合面處于同一平面內(nèi),通過修整調(diào)整墊來完成;
(2)保證蝸輪蝸桿嚙合時(shí)的正確中心距,通過調(diào)整蝸輪軸系在鞍座上的位置來完成。
(3)倒裝法帶來的問題是使后裝配的蝸輪要有條件裝入,這樣就必須在蝸輪嚙合裝入部分將五個(gè)齒加工銑平。(見圖3)
(4)批量化生產(chǎn)規(guī)模要求零件的互換性較高,包括一些非關(guān)鍵尺寸的一致性要好,這樣可采取一些較簡(jiǎn)潔的測(cè)量方法來保證裝配尺寸鏈的精度要求。
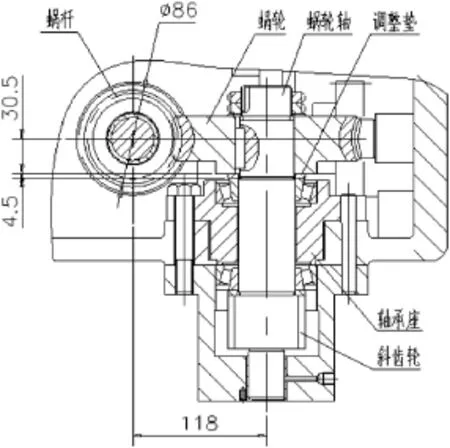
圖 1
2.裝配尺寸鏈的分析
蝸輪蝸桿的正確嚙合條件有二:正確的嚙合平面和兩軸間正確的中心距。
在蝸桿已裝配完成的情況下,正確的嚙合面是靠裝配蝸輪時(shí)修配軸向尺寸的調(diào)整墊來保證的。
在批量化流水線作業(yè)現(xiàn)場(chǎng),為了找到正確的嚙合平面如果靠試裝法反復(fù)拆裝蝸輪來實(shí)現(xiàn),一是效率太低,勞動(dòng)強(qiáng)度大,二是易損傷零件,造成零件精度的喪失,故不適宜這種生產(chǎn)條件的要求。
經(jīng)過對(duì)圖1中蝸輪軸向尺寸鏈的分析可知:要得到正確的嚙合平面,與之相關(guān)的有蝸輪的寬度尺寸和調(diào)整墊的厚度尺寸,而可用于修配的只有調(diào)整墊,故其尺寸是封閉環(huán)。
在對(duì)批量化裝配的工藝和檢測(cè)方法探索過程中,為使其能方便快捷地得到封閉環(huán)的修配尺寸,我們有針對(duì)性的設(shè)計(jì)了如圖2的工藝裝備——測(cè)量角尺。
從圖2中可看出該角尺在無需試裝蝸輪的前提下用量塊測(cè)量角尺A面與蝸桿頂圓(要求批量化零件加工時(shí)保證其一定的公差范圍和一致性)上母線間距離就可知道調(diào)整墊需要修配的高度尺寸F,而且該角尺在豎直方向的寬度尺寸兼顧控制兩軸之間的中心距尺寸,可謂“一尺兩得”了。
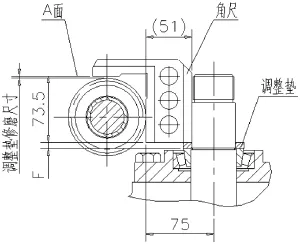
圖 2
3.蝸輪裝配的工藝及方法
在同批次該機(jī)構(gòu)的裝配中,對(duì)第一臺(tái)蝸輪裝配后要進(jìn)行精度驗(yàn)證,即對(duì)蝸輪蝸桿副嚙合旋轉(zhuǎn)后檢驗(yàn)它們的接觸情況。蝸輪的具體裝配工藝順序如下:
(1)用紅丹粉均勻地涂在蝸輪齒面上,將蝸輪相鄰銑平的五齒半部齒廓與中心平面齒形在一致處做標(biāo)記,便于裝配時(shí)確認(rèn)蝸輪裝入的準(zhǔn)確位置。
(2)在蝸輪軸上裝入傳動(dòng)平鍵。
(3)將蝸輪孔、軸配合部分端部裝入,使用如圖3工裝來進(jìn)行,旋轉(zhuǎn)手柄將蝸輪逐步壓入至蝸輪下端面與調(diào)整墊貼緊。
(4)用工藝手柄搖動(dòng)下滑座上蝸桿驅(qū)動(dòng)蝸輪順、逆各轉(zhuǎn)動(dòng)一整圈,力量均勻感覺無死點(diǎn),達(dá)到裝配工藝要求。
(5)為確認(rèn)蝸輪與蝸桿的嚙合精度,采用如圖4工裝拆出蝸輪,查看其接觸斑點(diǎn),因后續(xù)還要通過蝸輪的軸向?qū)S承進(jìn)行預(yù)緊,所以接觸斑點(diǎn)應(yīng)在蝸輪輪齒中部稍偏于蝸桿上部。若位置有偏差,可再修磨調(diào)整墊以便達(dá)到要求。據(jù)實(shí)際裝配測(cè)得數(shù)據(jù),修配量為0.1~0.25mm即可。
注意:蝸輪裝配即將到位過程中應(yīng)多次旋轉(zhuǎn)蝸桿進(jìn)行嚙合檢查,壓入過程應(yīng)循序漸進(jìn),不可操之過急。
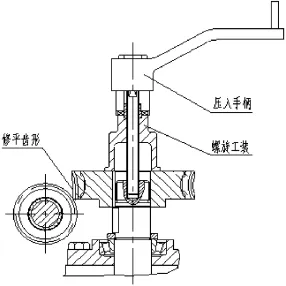
圖 3
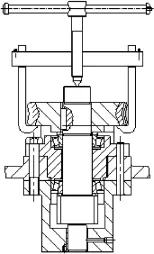
圖 4
在整個(gè)機(jī)構(gòu)的裝配過程中最終保證蝸桿與蝸輪的中心距也是關(guān)鍵所在。由于蝸桿中心位置已確定,而蝸輪軸中心在設(shè)計(jì)結(jié)構(gòu)上是可做調(diào)整的方式,測(cè)量角尺的另一個(gè)作用就是在裝配時(shí)用來保證這項(xiàng)精度的。如圖2中,讓測(cè)量角尺的豎直面一側(cè)緊貼蝸桿頂圓母線,另一側(cè)緊貼蝸輪軸的側(cè)母線,這樣角尺的間接尺寸51就保證了中心距的尺寸,快速準(zhǔn)確地確定了機(jī)構(gòu)的中心距的位置。
4.結(jié)語
為了實(shí)現(xiàn)設(shè)計(jì)結(jié)構(gòu)的制造要求,創(chuàng)新的工藝措施和方法顯得尤為重要。在蝸輪蝸桿機(jī)構(gòu)批量化實(shí)際裝配中,總結(jié)、創(chuàng)新、實(shí)踐所得到的這套工藝方法,實(shí)現(xiàn)了易于操作,提高效率且保證了產(chǎn)品的運(yùn)動(dòng)精度,傳動(dòng)精度的檢測(cè)結(jié)果及產(chǎn)品的正常使用過程都證明了滿足設(shè)計(jì)要求,達(dá)到了預(yù)期的效果。□
[1] 許洪基.齒輪手冊(cè).北京:機(jī)械工業(yè)出版社,2000.8
[2] 聞邦椿.機(jī)械設(shè)計(jì)手冊(cè). 北京:機(jī)械工業(yè)出版社,2010.1
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52